
Capire come le connessioni terminali delle valvole incidono sul costo totale di proprietà (TCO) del sistema e sulla sicurezza operativa a lungo termine.
Perché le connessioni terminali delle valvole determinano la durata del sistema
Nel mondo della movimentazione dei fluidi, una valvola è affidabile quanto la sua interfaccia con il sistema di tubazioni. Mentre gli ingegneri si concentrano spesso sui meccanismi interni, come l'otturatore, il disco o il seggio, la valvola è affidabile quanto la sua interfaccia con il sistema di tubazioni. connessione alla valvola è il luogo in cui si verificano i guasti più critici. Secondo i dati sulla manutenzione industriale, oltre 60% delle interruzioni non pianificate delle tubazioni sono causate da perdite nei punti di connessione piuttosto che da guasti alle valvole interne.
Selezionare il giusto tipi di connessione della valvola è un gioco di equilibri tra la prevenzione assoluta delle perdite (permanenza) e l'esigenza di accessibilità per la manutenzione (rimovibilità). La scelta dello standard sbagliato, come l'uso di una filettatura NPT in un sistema ad alta vibrazione o la mancata corrispondenza dei valori nominali delle flange, porta a stress meccanici e fatica catastrofici. Per i responsabili degli acquisti e degli impianti, questa decisione ha un impatto diretto sul costo totale di proprietà (TCO). Una singola perdita in una linea critica ad alta pressione può facilmente comportare da $10.000 a $50.000 all'ora di fermo macchina non pianificato, spostando l'ago da un semplice acquisto CAPEX a una strategia OPEX vitale.
Frequenza di manutenzione + Pressione nominale + Tossicità del fluido = Scelta ottimale della connessione.
Connessioni terminali filettate: Basso costo, alto rischio?
I raccordi filettati o scanalati sono la soluzione più comune per le tubazioni di piccolo diametro (solitamente inferiori a 2 pollici). Sono apprezzati per il loro basso costo iniziale e per il fatto che possono essere installati senza attrezzature di saldatura specializzate. Tuttavia, comportano rischi intrinseci negli ambienti industriali.
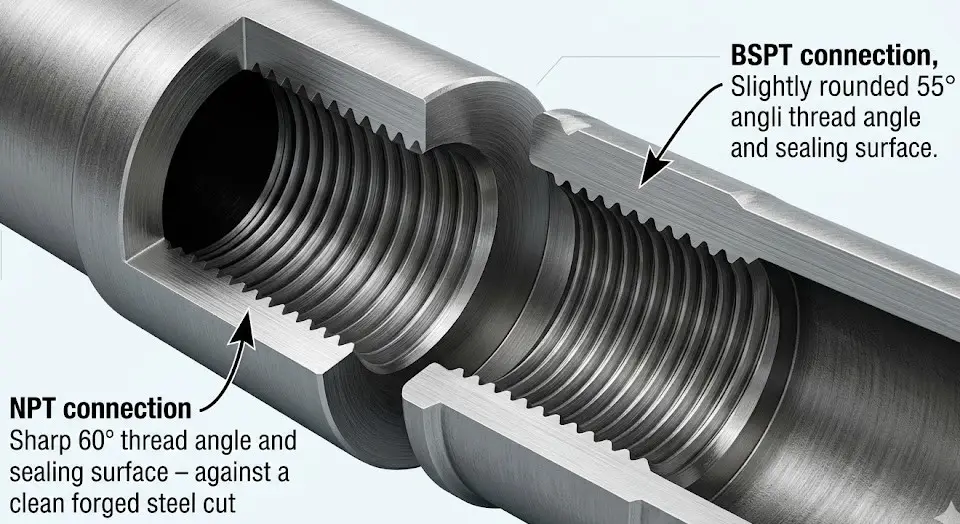
La differenza meccanica tra NPT e BSPT
I due standard più diffusi per le connessioni filettate sono NPT (National Pipe Thread) e BSPT (British Standard Pipe Taper). Confondere questi due standard è un "errore da principianti" comune che porta a perdite immediate.
| Standard | Angolo del filo | Angolo di conicità | Meccanismo di tenuta |
|---|---|---|---|
| NPT (ASME B1.20.1) | 60° | 1° 47′ | Cuneo metallo-metallo con sigillante |
| BSPT (ISO 7-1) | 55° | 1° 47′ | Cuneo metallo-metallo con sigillante |
Le filettature coniche creano una tenuta grazie alla deformazione fisica delle filettature durante il serraggio, "incuneando" di fatto la connessione. Ciò richiede l'uso di un nastro di PTFE o di una sostanza per tubi per riempire gli spazi microscopici alla radice delle filettature.
La trappola per vibrazioni e la regola dello spessore della parete
Pur essendo comode, le connessioni filettate sono soggette a "guasti da fatica". In presenza di sollecitazioni termiche cicliche o di vibrazioni elevate (come nel caso di una pompa alternata), la radice della filettatura funge da concentratore di sollecitazioni. Con il tempo, le microfratture possono portare alla rottura della valvola nel punto di connessione.
Inoltre, la prassi ingegneristica standard prevede che i tubi filettati in acciaio abbiano una spessore minimo della parete di Schedule 80 per compensare il metallo rimosso durante la filettatura quando si utilizzano linee di processo critiche. Il tubo 40 è generalmente accettabile solo per le linee di servizio a bassa pressione (come l'acqua o l'aria di base).
Connessioni terminali flangiate: Lo standard industriale per la manutenzione
Per i sistemi che richiedono una pulizia, un'ispezione o una sostituzione regolari, le connessioni flangiate sono il "re della manutenzione". Sia che stiate installando un robusto 4 Valvola a saracinesca flangiata o una valvola a farfalla ad alte prestazioni, le flange forniscono un'interfaccia imbullonata che può essere facilmente smontata senza distruggere il tubo.
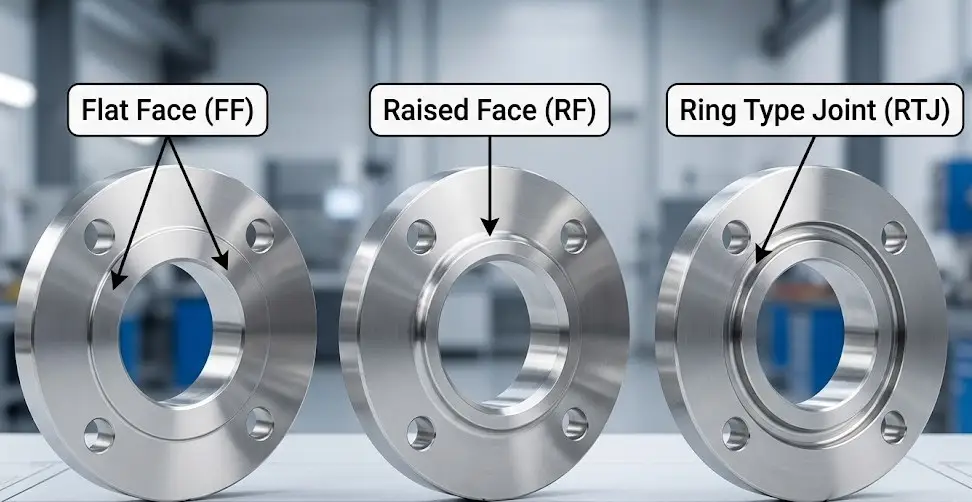
Decifrare i tipi di volto RF, FF e RTJ
Il successo di una connessione flangiata dipende dal tipo di "faccia". Una mancata corrispondenza può causare la rottura dei corpi valvola, soprattutto nelle unità in ghisa.
- Faccia piana (FF): Utilizzato soprattutto in applicazioni a bassa pressione. L'intera superficie è piatta e richiede una guarnizione a tutta superficie. Non imbullonare mai una flangia in acciaio RF a una valvola in ghisa FF, poiché la coppia non uniforme incrinerebbe la flangia in ghisa.
- Viso rialzato (RF): Il tipo industriale più comune. La superficie della guarnizione è leggermente rialzata rispetto al cerchio di bullonatura, concentrando una maggiore pressione su un'area di guarnizione più piccola per una migliore tenuta.
- Giunto ad anello (RTJ): La scelta per le pressioni estreme (Classe 600 e oltre). Utilizza un anello metallico che si inserisce in una scanalatura lavorata, creando una tenuta metallo-metallo sotto l'elevata tensione del bullone.
Valori nominali delle flange e la realtà della coppia dei bulloni
Un'idea sbagliata comune è che una flangia di Classe 150 possa gestire 150 PSI indipendentemente dalla temperatura. Secondo la norma ASME B16.5, la classificazione della pressione e della temperatura è dinamica. Ad esempio, una flangia in acciaio al carbonio (gruppo di materiali 1.1) di Classe 150, classificata per 285 PSI a temperatura ambiente, scende esattamente a 200 PSI a 400°Fe più in basso fino a 170 PSI a 500°F. È fondamentale garantire una coppia di serraggio adeguata; il carico irregolare è la causa #1 dello scoppio della guarnizione nei sistemi flangiati.
Connessioni terminali saldate: La garanzia di assenza di perdite
Quando i fluidi sono tossici, vapore ad alta pressione o sostanze chimiche pericolose, "zero perdite" è l'unico standard accettabile. Le connessioni saldate trasformano la valvola e il tubo in un'unica unità metallica continua.
Saldatura a bicchiere (SW): Veloce ma difettosa per i mezzi corrosivi
In una saldatura a bicchiere, il tubo viene inserito in un'area incassata della valvola e saldato a filo intorno al bordo. È veloce e non richiede un allineamento complesso. Tuttavia, c'è un inconveniente: il divario di espansione. La prassi ingegneristica standard richiede uno spazio di 1,6 mm (1/16 di pollice) sul fondo del bicchiere per consentire l'espansione termica. Questo spazio crea una "zona di ristagno" in cui possono ristagnare i fluidi corrosivi, rendendo le saldature a bicchiere inadatte alle applicazioni altamente corrosive.
Saldatura di testa (BW): La soluzione definitiva per le alte pressioni
Per tubi di grandi dimensioni, pressioni estreme e fluidi corrosivi, la saldatura testa a testa è il gold standard. Le estremità della valvola e del tubo vengono smussate (di solito con uno smusso a V) e unite con una saldatura a penetrazione totale. In questo modo si crea un percorso di flusso regolare senza fessure, riducendo la turbolenza e l'erosione. L'unico inconveniente è che è permanente; per la manutenzione è necessario tagliare fisicamente la valvola dalla linea.

Connessioni a compressione: Gli specialisti degli strumenti
Non tutte le connessioni di valvole comportano tubi principali massicci. I sistemi di piccole dimensioni, come quelli che utilizzano una valvola di collegamento dell'elettrovalvola per la strumentazione analitica o un collegamento della valvola di controllo per le linee a impulsi di precisione, si affidano in larga misura ai raccordi a compressione.
Questi sistemi utilizzano un sistema professionale Ghiera doppia meccanismo di tenuta, introdotto da standard industriali come Swagelok o Parker. Quando si stringe il dado, la ghiera anteriore crea una tenuta primaria alla pressione contro il corpo della valvola, mentre la ghiera posteriore si inclina verso l'interno per afferrare saldamente il tubo. Questo "morso" crea una tenuta ad alta pressione e resistente alle vibrazioni, senza bisogno di calore, saldatura o filettatura del tubo stesso. Nei processi industriali pesanti, questi giunti metallici a doppia ghiera sono la scelta esclusiva per garantire l'assenza di perdite durante i rigorosi cicli di calibrazione degli strumenti.
L'assassino nascosto: come la coppia dell'attuatore e le vibrazioni distruggono le connessioni deboli
Molti ingegneri commettono l'errore di scegliere un attacco per valvola basandosi esclusivamente sugli standard di pressione statica. Tuttavia, nel controllo automatizzato dei fluidi, il vero pericolo è Coppia dinamica. Quando un potente attuatore elettrico o pneumatico aziona rapidamente una valvola, la forza meccanica crea un effetto leva sui punti di connessione.
VINCER Engineering Insight: Prima di consigliare una soluzione, Vincer valuta l'intero sistema meccanico. Facendo affidamento su oltre 10 anni di esperienza nel controllo dei fluidi e su un team dedicato di oltre 10 ingegneri, applichiamo una "analisi a 8 dimensioni" (valutando fluidi, temperatura, pressione, standard di connessione, metodo di controllo, materiale, caratteristiche del settore e spazio di installazione). Per i sistemi di automazione a coppia elevata, calcoliamo il peso a sbalzo dell'attuatore per consigliare se è necessario aggiornare i valori nominali delle flange o personalizzare le staffe di montaggio rinforzate, in modo da prevenire la rottura per fatica dell'interfaccia.
L'albero delle decisioni dell'ingegnere finale: Abbinare la connessione all'applicazione
Per semplificare il processo di selezione, seguite questo albero decisionale logico per trovare il tipo di connessione più sicuro ed economico per il vostro sistema di tubazioni.
Fase 1: Quali sono le dimensioni del tubo?
Procedere alla fase 2A: valutare i supporti.
- Si tratta di una linea di strumenti/impulsi (< 1/2″)?
→ Scegliere: Compressione (doppia ghiera) - Il fluido è altamente tossico o sotto pressione estrema (ma NON altamente corrosivo)?
→ Scegliere: Saldatura a bicchiere (SW) - Il fluido è altamente corrosivo?
→ Scegliere: Saldatura di testa (BW) o flangiata - Si tratta di acqua a bassa pressione, aria o sostanze non pericolose?
→ Scegliere: Filettato (NPT/BSPT) *Sch 80+ consigliato per le linee di processo; Sch 40 accettabile per le linee di servizio.
Passare alla fase 2B: valutare la frequenza di manutenzione.
- La valvola richiede la rimozione, la pulizia o l'ispezione periodica?
→ Scegliere: Flangiato (RF/RTJ) - Si tratta di un'installazione permanente con mezzi letali o vapore ad alta pressione?
→ Scegliere: Saldatura di testa (BW)
Navigazione tra gli standard (ASME/API) e la realtà delle dimensioni personalizzate
Sebbene la norma ASME B16.10 preveda dimensioni standard "faccia a faccia", gli ingegneri si trovano spesso in una situazione in cui una valvola standard non può essere inserita in un involucro di tubazioni preesistente e angusto, oppure una macchina tradizionale richiede una profondità di filettatura non standard.
Il vantaggio vincente nella produzione: Quando le valvole standard non possono soddisfare i vostri limiti di spazio, le dimensioni personalizzate diventano essenziali. Vincer gestisce uno stabilimento di 7.200 m² certificato ISO9001, dotato di 12 macchine CNC e 30 torni convenzionali, che ci permette di controllare l'intero processo produttivo. Per gli ordini personalizzati urgenti che richiedono la modifica delle dimensioni di faccia a faccia, il nostro team coordinato utilizza la lavorazione da blocchi forgiati e il nostro standard è di 7-10 giorni lavorativi, per garantirvi l'adattamento esatto al vostro involucro di tubazioni.
