
Begrijpen hoe afsluiteraansluitingen de totale eigendomskosten (TCO) van uw systeem en de operationele veiligheid op de lange termijn beïnvloeden.
Waarom afsluiteraansluitingen de levensduur van uw systeem bepalen
In de wereld van vloeistofverwerking is een klep slechts zo betrouwbaar als de interface met het leidingsysteem. Hoewel ingenieurs zich vaak richten op de interne mechanismen, zoals de klep, schijf of zitting, is de ventielaansluiting is waar de meest kritieke storingen optreden. Volgens industriële onderhoudsgegevens wordt meer dan 60% van de ongeplande pijpleidingstops veroorzaakt door lekkages op aansluitpunten in plaats van door interne klepstoringen.
De juiste selecteren typen ventielaansluitingen is een evenwichtsoefening tussen absolute lekpreventie (duurzaamheid) en de behoefte aan toegankelijkheid voor onderhoud (verwijderbaarheid). Het kiezen van de verkeerde standaard, zoals het gebruik van een NPT-schroefdraad in een systeem met veel trillingen of een flens die niet bij elkaar past, leidt tot catastrofale mechanische stress en vermoeidheid. Voor inkoop- en fabrieksmanagers heeft deze beslissing een directe invloed op de totale eigendomskosten (TCO). Eén enkel haarlek in een kritieke hogedrukleiding kan gemakkelijk $10.000 tot $50.000 per uur aan niet geplande stilstand veroorzaken, waardoor de naald van een eenvoudige CAPEX-aankoop naar een essentiële OPEX-strategie verschuift.
Onderhoudsfrequentie + drukklasse + toxiciteit van het medium = uw optimale verbindingskeuze.
Eindverbindingen met schroefdraad: Lage kosten, hoog risico?
Schroefdraadverbindingen zijn de meest gebruikelijke oplossing voor leidingen met een kleine diameter (meestal minder dan 2 inch). Ze worden gewaardeerd om hun lage initiële kosten en het feit dat ze geïnstalleerd kunnen worden zonder gespecialiseerde lasapparatuur. Ze brengen echter inherente risico's met zich mee in industriële omgevingen.
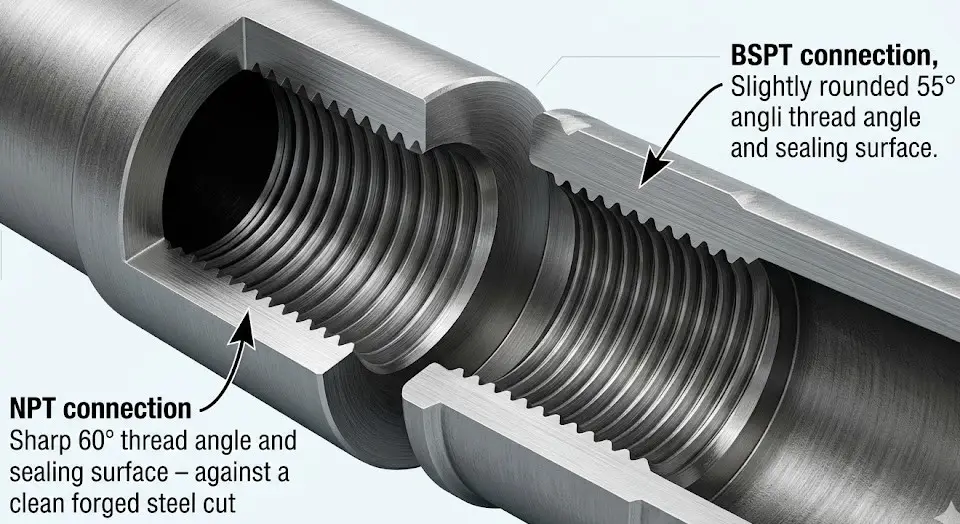
Het mechanische verschil tussen NPT en BSPT
De twee meest gangbare standaarden voor schroefverbindingen zijn NPT (National Pipe Thread) en BSPT (British Standard Pipe Taper). Deze door elkaar halen is een veelgemaakte "beginnersfout" die onmiddellijk tot lekken leidt.
| Standaard | Draadhoek | Conische hoek | Afdichtingsmechanisme |
|---|---|---|---|
| NPT (ASME B1.20.1) | 60° | 1° 47′ | Metaal-op-metaal wig met afdichtmiddel |
| BSPT (ISO 7-1) | 55° | 1° 47′ | Metaal-op-metaal wig met afdichtmiddel |
Conische schroefdraad creëert een afdichting door de fysieke vervorming van de schroefdraad tijdens het aandraaien, waardoor de verbinding effectief wordt "vastgeklemd". Dit vereist het gebruik van PTFE-tape of pijpdope om de microscopische openingen aan de wortel van de schroefdraad op te vullen.
De trillingsval en wanddikte regel
Hoewel het handig is, zijn schroefdraadverbindingen gevoelig voor "vermoeidheidsbreuk". Bij cyclische thermische belasting of hoge trillingen (zoals bij een zuigerpomp) werkt de wortel van de schroefdraad als een spanningsconcentrator. Na verloop van tijd kunnen microscheurtjes ertoe leiden dat de klep op het verbindingspunt afbreekt.
Daarnaast schrijft de standaard technische praktijk voor dat stalen buizen met schroefdraad een minimale wanddikte van schema 80 ter compensatie van het metaal dat tijdens het draadsnijden wordt verwijderd bij gebruik in kritieke procesleidingen. Programma 40 is over het algemeen alleen aanvaardbaar voor nutsleidingen onder lage druk (zoals basiswater of lucht).
Flensverbindingen: De industriestandaard voor onderhoud
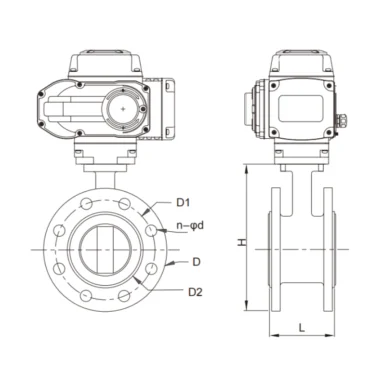
Voor systemen die regelmatig gereinigd, geïnspecteerd of vervangen moeten worden, zijn flensverbindingen de "koning van het onderhoud". Of u nu een robuuste 4 schuifafsluiter met flens of een hoogwaardige vlinderklep, bieden flenzen een geboute interface die gemakkelijk kan worden gedemonteerd zonder de pijp te vernielen.
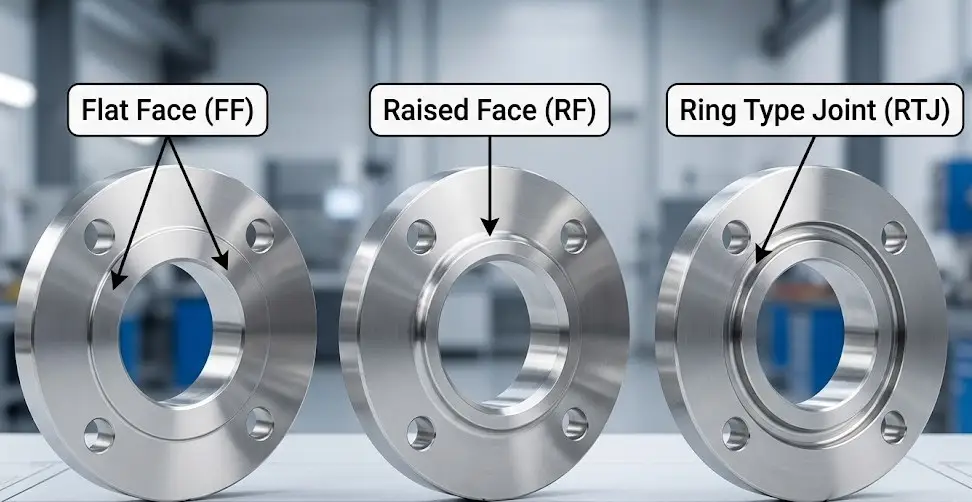
RF-, FF- en RTJ-gezichtstypen ontcijferen
Het succes van een flensverbinding hangt af van het "Face" type. Als deze niet bij elkaar passen, kan dit leiden tot kapotte klephuizen, vooral bij gietijzeren units.
- Flat Face (FF): Meestal gebruikt in lagedruktoepassingen. Het hele oppervlak is vlak, waardoor een volvlakse pakking nodig is. Bout nooit een RF stalen flens op een FF gietijzeren klep, omdat de ongelijke torsie de gietijzeren flens zal doen barsten.
- Verhoogd gezicht (RF): Het meest voorkomende industriële type. Het pakkingvlak ligt iets boven de boutcirkel, waardoor meer druk wordt uitgeoefend op een kleiner pakkingvlak voor een betere afdichting.
- Ringvormige verbinding (RTJ): De keuze voor extreme druk (Klasse 600 en hoger). Deze maakt gebruik van een metalen ring die in een machinaal bewerkte groef zit, waardoor een metaal-op-metaalafdichting ontstaat onder hoge boutspanning.
Flenswaarden en de realiteit van boutkoppel
Een veel voorkomende misvatting is dat een flens van klasse 150 150 PSI aankan, ongeacht de temperatuur. Volgens ASME B16.5 is de druk-temperatuurclassificatie dynamisch. Zo daalt een flens van koolstofstaal (materiaalgroep 1.1) van klasse 150 die is berekend op 285 PSI bij omgevingstemperatuur tot precies 200 PSI bij 400°Fen verder naar beneden naar 170 PSI bij 500°F. Zorgen voor het juiste aanhaalmoment van de bouten is essentieel; ongelijkmatige belasting is de #1 oorzaak van het doorslaan van pakkingen in systemen met flenzen.
Gelaste eindverbindingen: De nul lekkagegarantie
Wanneer het medium giftig is, stoom onder hoge druk of gevaarlijke chemicaliën bevat, is "nul lekkage" de enige aanvaardbare norm. Gelaste verbindingen maken van de klep en de pijp een enkele, ononderbroken metalen eenheid.
Moflassen (SW): Snel maar gebrekkig voor corrosieve media
Bij een Socket Weld wordt de pijp in een verzonken gebied van de klep geplaatst en rond de rand gevuld. Het is snel en vereist geen ingewikkelde uitlijning. Er zit echter een addertje onder het gras: de uitbreidingskloof. De standaard technische praktijk vereist een spleet van 1,6 mm (1/16 inch) aan de onderkant van de mof om thermische uitzetting mogelijk te maken. Deze spleet creëert een "stilstaande zone" waar corrosieve vloeistoffen zich kunnen verzamelen, waardoor Socket Welds ongeschikt zijn voor zeer corrosieve toepassingen.
Stuiklassen (BW): De ultieme hogedrukoplossing
Voor grote pijpen, extreme druk en corrosieve vloeistoffen is Stuiklassen de gouden standaard. De uiteinden van de klep en de pijp zijn afgeschuind (meestal een V-afschuining) en verbonden met een volledige penetratielas. Dit creëert een glad stromingstraject zonder spleten, waardoor turbulentie en erosie worden verminderd. Het enige nadeel is dat het permanent is; voor onderhoud moet de klep fysiek uit de leiding worden gesneden.

Compressieverbindingen: De Instrumentenspecialisten
Niet elke klepverbinding heeft massieve hoofdleidingen nodig. Systemen met kleine boringen, zoals die met een aansluiting magneetventiel voor analytische instrumentatie of een aansluiting regelklep voor precisie-impulsleidingen maken veel gebruik van compressiefittingen.
Deze systemen maken gebruik van een professionele Dubbele huls mechanisme, ontwikkeld door industriestandaarden zoals Swagelok of Parker. Wanneer de moer wordt aangedraaid, creëert de voorste huls een primaire drukafdichting tegen de klepbehuizing, terwijl de achterste huls naar binnen scharniert om de slang stevig vast te klemmen. Deze "beet" creëert een hoge druk, trillingsbestendige afdichting zonder de noodzaak van hitte, lassen of schroefdraad in de buis zelf. In zware industriële processen zijn deze metalen dubbele hulsverbindingen de exclusieve keuze om lekkage te voorkomen onder zware kalibratiecycli van instrumenten.
De verborgen moordenaar: hoe aandrijfkoppel en trillingen zwakke verbindingen vernietigen
Veel ingenieurs maken de fout om een klepaansluiting te kiezen die alleen gebaseerd is op statische druknormen. Bij geautomatiseerde vloeistofregeling is het echte gevaar echter Dynamisch koppel. Wanneer een krachtige elektrische of pneumatische actuator een klep snel laat draaien, creëert de mechanische kracht een hefboomeffect op de verbindingspunten.
VINCER Engineering Inzicht: Bij Vincer evalueren we het volledige mechanische systeem voordat we een oplossing aanbevelen. Vertrouwend op meer dan 10 jaar ervaring met fluid control en een toegewijd team van meer dan 10 ingenieurs, passen we een "8-dimensionele analyse" toe (evaluatie van media, temperatuur, druk, verbindingsnorm, regelmethode, materiaal, industriële kenmerken en installatieruimte). Voor automatiseringssystemen met een hoog koppel berekenen we het vrijdragende gewicht van de actuator om te adviseren of u de flenswaarden moet opwaarderen of versterkte montagebeugels moet aanpassen om uiteindelijk vermoeiingsbreuk bij de interface te voorkomen.
De ultieme beslissingsboom voor ingenieurs: Aansluiting afstemmen op toepassing
Volg deze logische beslisboom om het veiligste en meest kosteneffectieve verbindingstype voor uw leidingsysteem te vinden.
Stap 1: Wat is de buismaat?
Ga verder met Stap 2A: Beoordeel de media.
- Is het een Instrument/Impulslijn (< 1/2″)?
→ Kies: Compressie (dubbele huls) - Is de vloeistof zeer giftig of staat deze onder extreme druk (maar NIET zeer corrosief)?
→ Kiezen: Socket Weld (SW) - Is de vloeistof zeer corrosief?
→ Kies: Stomplas (BW) of flenslas - Is het water onder lage druk, lucht of ongevaarlijk?
→ Kies: Met schroefdraad (NPT/BSPT) *Sch 80+ aanbevolen voor procesleidingen; Sch 40 aanvaardbaar voor nutsleidingen.
Ga verder met Stap 2B: Bepaal de onderhoudsfrequentie.
- Moet de klep regelmatig worden verwijderd, gereinigd of geïnspecteerd?
→ Kies: Geflensd (RF/RTJ) - Is het een permanente installatie met dodelijke media of stoom onder hoge druk?
→ Kiezen: Stuiklassen (BW)
Navigeren door normen (ASME/API) en de realiteit van aangepaste afmetingen
Hoewel ASME B16.10 standaard "face-to-face" afmetingen biedt, komen ingenieurs vaak in een krappe situatie terecht waar een standaard klep gewoon niet in een reeds bestaand, krap leidingwerk past, of een oudere machine een niet-standaard draaddiepte vereist.
Het Vincer-voordeel in productie: Wanneer standaardafsluiters niet aan uw ruimtebeperkingen kunnen voldoen, worden aangepaste afmetingen essentieel. Vincer heeft een ISO9001-gecertificeerde fabriek van 7.200 m² met 12 CNC-machines en 30 conventionele draaibanken, waardoor we het hele productieproces onder controle hebben. Voor dringende aangepaste bestellingen waarbij de nominale afmetingen moeten worden gewijzigd, maakt ons gecoördineerde team gebruik van machinale bewerking uit gesmede blokken en onze standaard is 7-10 werkdagen, zodat u de exacte pasvorm voor uw leidingomhulsel krijgt.
