
Comprender cómo afectan las conexiones finales de las válvulas al coste total de propiedad (TCO) de su sistema y a la seguridad operativa a largo plazo.
Por qué las conexiones finales de las válvulas determinan la vida útil de su sistema
En el mundo de la conducción de fluidos, la fiabilidad de una válvula depende de su interfaz con el sistema de tuberías. Aunque los ingenieros suelen centrarse en los mecanismos internos (como el obturador, el disco o el asiento), la fiabilidad de una válvula depende en gran medida de su interfaz con el sistema de tuberías. conexión de válvula es donde se producen los fallos más críticos. Según datos de mantenimiento industrial, más del 60% de las paradas imprevistas de tuberías se deben a fugas en puntos de conexión y no a fallos internos de las válvulas.
Seleccionar el tipos de conexión de válvulas es un acto de equilibrio entre la prevención absoluta de fugas (permanencia) y la necesidad de accesibilidad para el mantenimiento (desmontabilidad). Elegir la norma incorrecta, como utilizar una rosca NPT en un sistema de alta vibración o bridas de valores nominales inadecuados, provoca tensiones mecánicas y fatiga catastróficas. Para los responsables de compras y de planta, esta decisión repercute directamente en el coste total de propiedad (TCO). Una simple fuga en una línea crítica de alta presión puede suponer fácilmente entre $10.000 y $50.000 por hora de tiempo de inactividad no planificado, lo que hace que la aguja pase de ser una simple compra de CAPEX a una estrategia vital de OPEX.
Frecuencia de mantenimiento + presión nominal + toxicidad del medio = su elección de conexión óptima.
Conexiones finales roscadas: ¿Bajo coste, alto riesgo?
Las conexiones roscadas o ranuradas son la solución más común para tuberías de pequeño diámetro (normalmente menos de 2 pulgadas). Se valoran por su bajo coste inicial y porque pueden instalarse sin equipos de soldadura especializados. Sin embargo, conllevan riesgos inherentes en entornos industriales.
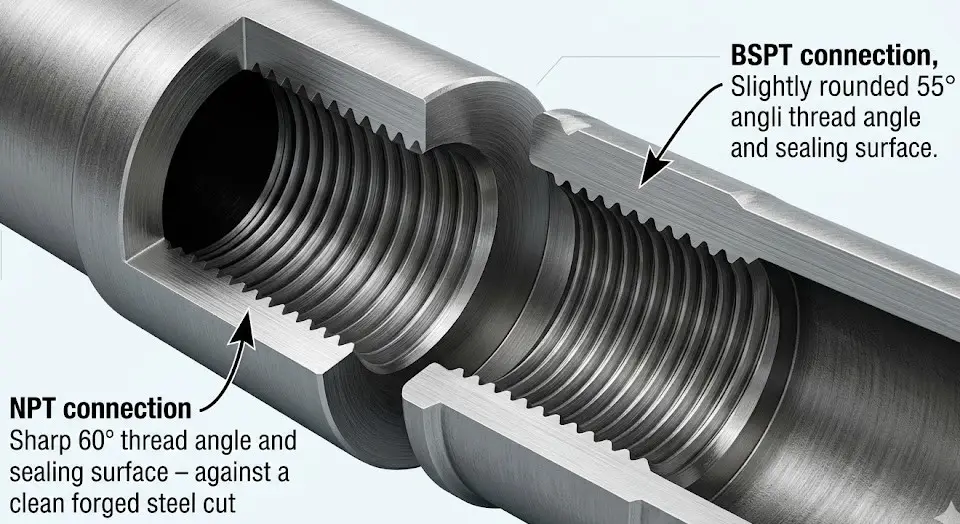
Diferencia mecánica entre NPT y BSPT
Las dos normas más comunes para conexiones roscadas son NPT (National Pipe Thread) y BSPT (British Standard Pipe Taper). Confundirlas es un "error de novato" muy común que provoca fugas inmediatas.
| Estándar | Ángulo de rosca | Ángulo del cono | Mecanismo de sellado |
|---|---|---|---|
| NPT (ASME B1.20.1) | 60° | 1° 47′ | Cuña metal-metal con sellador |
| BSPT (ISO 7-1) | 55° | 1° 47′ | Cuña metal-metal con sellador |
Las roscas cónicas crean un sellado mediante la deformación física de las roscas al apretarlas, "acuñando" la conexión. Esto requiere el uso de cinta de PTFE o grasa para tuberías para rellenar los huecos microscópicos en la raíz de las roscas.
La trampa de vibraciones y la regla del grosor de la pared
A pesar de su comodidad, las conexiones roscadas son propensas al "fallo por fatiga". Bajo tensiones térmicas cíclicas o vibraciones elevadas (como las que se producen cerca de una bomba de movimiento alternativo), la raíz de la rosca actúa como un concentrador de tensiones. Con el tiempo, las microfisuras pueden provocar la rotura de la válvula en el punto de conexión.
Además, la práctica estándar de ingeniería dicta que las tuberías de acero roscadas deben tener un espesor mínimo de pared Schedule 80 para compensar el metal eliminado durante el roscado cuando se utiliza en líneas de proceso críticas. Por lo general, la cédula 40 sólo es aceptable para conducciones de servicios públicos de baja presión (como agua o aire básicos).
Conexiones con bridas: El estándar industrial para el mantenimiento
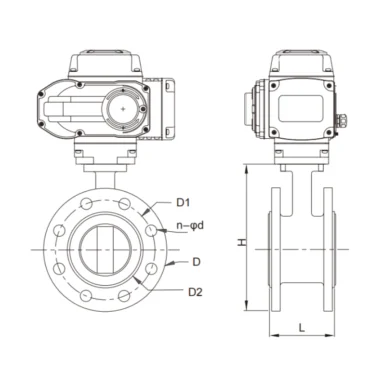
Para los sistemas que requieren una limpieza, inspección o sustitución periódicas, las conexiones embridadas son el "rey del mantenimiento". Tanto si instala un 4 válvula de compuerta con bridas o una válvula de mariposa de alto rendimiento, las bridas proporcionan una interfaz atornillada que puede desmontarse fácilmente sin destruir la tubería.
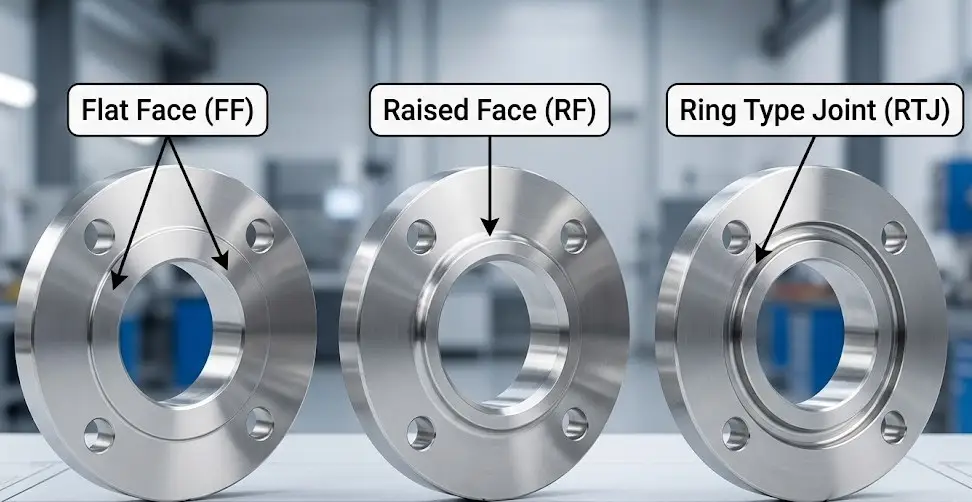
Descifrar los tipos de rostro RF, FF y RTJ
El éxito de una conexión de brida depende del tipo de "Cara". Si no coinciden, pueden romperse los cuerpos de las válvulas, especialmente en las unidades de hierro fundido.
- Cara plana (FF): Se utiliza sobre todo en aplicaciones de baja presión. Toda la superficie es plana, por lo que se requiere una junta de cara completa. Nunca atornille una brida de acero RF a una válvula de hierro fundido FF, ya que el par de apriete desigual agrietaría la brida de hierro fundido.
- Cara levantada (RF): El tipo industrial más común. La superficie de la junta se eleva ligeramente por encima del círculo de atornillado, concentrando más presión en un área de junta más pequeña para un mejor sellado.
- Junta tipo anillo (RTJ): La elección para presiones extremas (clase 600 y superiores). Utiliza un anillo metálico que se asienta en una ranura mecanizada, creando un sellado metal-metal bajo una elevada tensión del perno.
Valores nominales de las bridas y realidad del par de apriete de los tornillos
Un error común es creer que una brida de Clase 150 puede soportar 150 PSI independientemente de la temperatura. Según ASME B16.5, la relación presión-temperatura es dinámica. Por ejemplo, una brida de clase 150 de acero al carbono (grupo de materiales 1.1) con un valor nominal de 285 PSI a temperatura ambiente desciende exactamente a 200 PSI a 400°Fy más abajo 170 PSI a 500°F. Garantizar un par de apriete adecuado es fundamental; la carga desigual es la causa #1 del reventón de las juntas en los sistemas embridados.
Conexiones finales soldadas: La garantía de cero fugas
Cuando el medio es tóxico, vapor a alta presión o productos químicos peligrosos, "cero fugas" es la única norma aceptable. Las conexiones soldadas convierten la válvula y la tubería en una sola unidad metálica continua.
Soldadura por encastre (SW): Rápida pero defectuosa en medios corrosivos
En una soldadura por encastre, el tubo se inserta en una zona rebajada de la válvula y se suelda en ángulo alrededor del borde. Es rápido y no requiere una alineación compleja. Sin embargo, tiene truco: la brecha de la expansión. La práctica estándar de ingeniería requiere un espacio de 1,6 mm (1/16 de pulgada) en la parte inferior del manguito para permitir la expansión térmica. Este espacio crea una "zona de estancamiento" en la que pueden acumularse fluidos corrosivos, por lo que las soldaduras por encastre no son adecuadas para aplicaciones altamente corrosivas.
Soldadura a tope (BW): La solución definitiva a alta presión
Para tuberías grandes, presiones extremas y fluidos corrosivos, la soldadura a tope es la norma de oro. Los extremos de la válvula y el tubo se biselan (normalmente en V) y se unen con una soldadura de penetración total. De este modo se crea una trayectoria de flujo suave y sin hendiduras, lo que reduce las turbulencias y la erosión. El único inconveniente es que es permanente; el mantenimiento requiere cortar físicamente la válvula de la tubería.

Conexiones de compresión: Los especialistas en instrumentos
No todas las conexiones de válvulas implican grandes tuberías principales. Los sistemas de pequeño calibre, como los que utilizan un conexión electroválvula para instrumentación analítica o un conexión de la válvula de control para las líneas de impulsión de precisión, dependen en gran medida de los racores de compresión.
Estos sistemas utilizan un Doble virola de Swagelok o Parker. Cuando se aprieta la tuerca, la férula delantera crea un cierre primario a presión contra el cuerpo de la válvula, mientras que la férula trasera se articula hacia dentro para sujetar firmemente el tubo. Esta "mordida" crea un sellado de alta presión y resistente a las vibraciones sin necesidad de calentar, soldar o roscar el propio tubo. En los procesos industriales pesados, estas juntas metálicas de doble férula son la elección exclusiva para garantizar la ausencia de fugas en los rigurosos ciclos de calibración de instrumentos.
El asesino oculto: cómo el par y la vibración del actuador destruyen las conexiones débiles
Muchos ingenieros cometen el error de seleccionar una conexión de válvula basándose únicamente en las normas de presión estática. Sin embargo, en el control automatizado de fluidos, el verdadero peligro es Par dinámico. Cuando un potente actuador eléctrico o neumático hace girar rápidamente una válvula, la fuerza mecánica crea un efecto de palanca en los puntos de conexión.
VINCER Engineering Insight: En Vincer, evaluamos todo el sistema mecánico antes de recomendar una solución. Basándonos en más de 10 años de experiencia en el control de fluidos y un equipo dedicado de más de 10 ingenieros, aplicamos un "análisis de 8 dimensiones" (evaluando el medio, la temperatura, la presión, la norma de conexión, el método de control, el material, las características del sector y el espacio de instalación). En el caso de los sistemas de automatización de par elevado, calculamos el peso en voladizo del actuador para aconsejarle si necesita mejorar los valores nominales de las bridas o personalizar soportes de montaje reforzados, evitando en última instancia fallos por fatiga en la interfaz.
El árbol de decisiones del ingeniero definitivo: Conexión y aplicación
Para simplificar el proceso de selección, siga este árbol de decisión lógico para encontrar el tipo de conexión más seguro y rentable para su sistema de tuberías.
Paso 1: ¿Cuál es el tamaño de la tubería?
Vaya al paso 2A: Evaluación de los medios.
- ¿Es una línea de instrumentos/impulsos (< 1/2″)?
→ Elegir: Compresión (doble virola) - ¿El fluido es muy tóxico o está sometido a una presión extrema (pero NO es muy corrosivo)?
→ Seleccione: Soldadura por encastre (SW) - ¿El fluido es muy corrosivo?
→ Seleccione: Soldadura a tope (BW) o embridada - ¿Es agua a baja presión, aire o no peligroso?
→ Elegir: Roscado (NPT/BSPT) *Se recomienda Sch 80+ para tuberías de proceso; Sch 40 aceptable para tuberías de servicios públicos.
Vaya al paso 2B: Evaluar la frecuencia de mantenimiento.
- ¿Es necesario desmontar, limpiar o inspeccionar la válvula con regularidad?
→ Elegir: Brida (RF/RTJ) - ¿Se trata de una instalación permanente con medios letales o vapor a alta presión?
→ Seleccione: Soldadura a tope (BW)
Navegar por las normas (ASME/API) y la realidad de las dimensiones personalizadas
Aunque la norma ASME B16.10 proporciona dimensiones estándar "cara a cara", los ingenieros se encuentran a menudo en una situación difícil en la que una válvula estándar simplemente no cabe en una tubería preexistente y estrecha, o una máquina heredada requiere una profundidad de rosca no estándar.
La ventaja de Vincer en la fabricación: Cuando las válvulas estándar no pueden satisfacer sus limitaciones de espacio, las dimensiones personalizadas se convierten en algo esencial. Vincer cuenta con una fábrica de 7.200 m² con certificación ISO9001 equipada con 12 máquinas CNC y 30 tornos convencionales, lo que nos permite controlar todo el proceso de producción. Para pedidos personalizados urgentes que requieren modificar las dimensiones cara a cara, nuestro equipo coordinado utiliza el mecanizado a partir de bloques forjados y nuestro estándar es de 7 a 10 días laborables, lo que le garantiza el ajuste exacto a su envolvente de tuberías.
