
Compreender de que forma as ligações das extremidades das válvulas afectam o custo total de propriedade (TCO) do seu sistema e a segurança operacional a longo prazo.
Porque é que as ligações da extremidade da válvula determinam o tempo de vida do seu sistema
No mundo do manuseamento de fluidos, uma válvula só é tão fiável quanto a sua interface com o sistema de tubagem. Embora os engenheiros se concentrem frequentemente nos mecanismos internos - como o obturador, o disco ou a sede - a ligação da válvula é onde ocorrem as falhas mais críticas. De acordo com dados de manutenção industrial, mais de 60% das paragens não planeadas de tubagens são causadas por fugas nos pontos de ligação e não por falhas internas das válvulas.
Selecionar o caminho certo tipos de ligação de válvulas é um ato de equilíbrio entre a prevenção absoluta de fugas (permanência) e a necessidade de acessibilidade para manutenção (capacidade de remoção). A escolha do padrão errado, como a utilização de uma rosca NPT num sistema de alta vibração ou classificações de flange incompatíveis, leva a tensões mecânicas e fadiga catastróficas. Para os gestores de compras e de instalações, esta decisão afecta diretamente o Custo Total de Propriedade (TCO). Um único vazamento em uma linha crítica de alta pressão pode facilmente incorrer em $10.000 a $50.000 por hora em tempo de inatividade não planejado, movendo a agulha de uma simples compra de CAPEX para uma estratégia vital de OPEX.
Frequência de manutenção + Classificação de pressão + Toxicidade do meio = A sua escolha ideal de ligação.
Ligações de extremidade roscada: Baixo custo, alto risco?
As ligações roscadas ou ranhuradas são a solução mais comum para tubagens de pequeno diâmetro (normalmente com menos de 2 polegadas). São valorizadas pelo seu baixo custo inicial e pelo facto de poderem ser instaladas sem equipamento de soldadura especializado. No entanto, apresentam riscos inerentes em ambientes industriais.
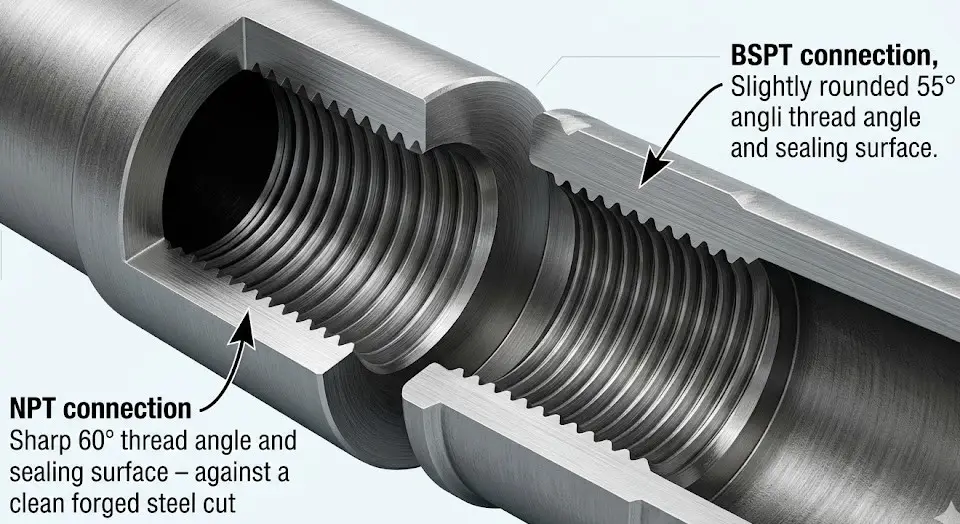
A diferença mecânica entre NPT e BSPT
As duas normas mais dominantes para ligações roscadas são a NPT (National Pipe Thread) e a BSPT (British Standard Pipe Taper). Misturá-las é um "erro de principiante" comum que leva a fugas imediatas.
| Padrão | Ângulo de rosca | Ângulo de cone | Mecanismo de vedação |
|---|---|---|---|
| NPT (ASME B1.20.1) | 60° | 1° 47′ | Cunha metal-metal com vedante |
| BSPT (ISO 7-1) | 55° | 1° 47′ | Cunha metal-metal com vedante |
As roscas cónicas criam uma vedação através da deformação física das roscas à medida que são apertadas, "calçando" efetivamente a ligação. Isto requer a utilização de fita de PTFE ou de fita para tubos para preencher os espaços microscópicos na raiz das roscas.
A armadilha de vibração e a regra da espessura da parede
Embora convenientes, as ligações roscadas são propensas a "falhas por fadiga". Sob tensão térmica cíclica ou vibração elevada (como na proximidade de uma bomba de movimento alternativo), a raiz da rosca actua como um concentrador de tensão. Com o tempo, as microfissuras podem levar a válvula a partir-se no ponto de ligação.
Além disso, a prática normal de engenharia dita que os tubos de aço roscados devem ter uma espessura mínima de parede de Schedule 80 para compensar o metal removido durante o enfiamento quando utilizado em linhas de processo críticas. O Cronograma 40 geralmente só é aceitável para linhas de serviços públicos de baixa pressão (como água básica ou ar).
Conexões de extremidade flangeadas: O padrão da indústria para manutenção
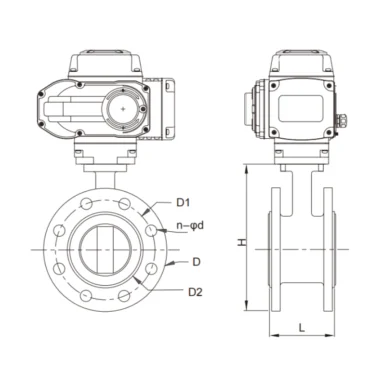
Para sistemas que requerem limpeza, inspeção ou substituição regulares, as ligações flangeadas são o "rei da manutenção". Quer esteja a instalar um robusto 4 válvula de gaveta flangeada ou uma válvula de borboleta de alto desempenho, as flanges fornecem uma interface aparafusada que pode ser facilmente desmontada sem destruir a tubagem.
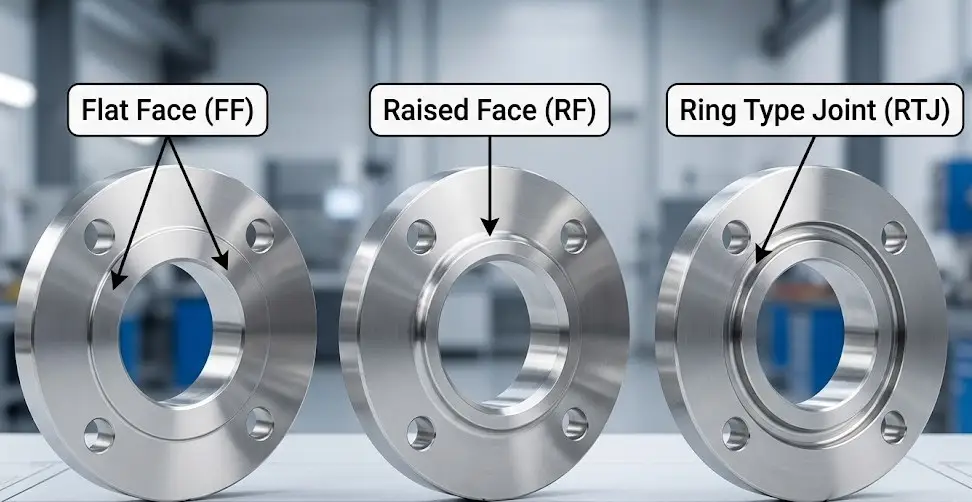
Decifrar os tipos de rosto RF, FF e RTJ
O sucesso de uma ligação de flange depende do tipo de "Face". A falta de correspondência entre estes pode levar à quebra dos corpos das válvulas, especialmente em unidades de ferro fundido.
- Face plana (FF): Utilizado principalmente em aplicações de baixa pressão. Toda a superfície é plana, exigindo uma junta de vedação de face inteira. Nunca aparafusar uma flange de aço RF a uma válvula de ferro fundido FF, uma vez que o binário desigual irá partir a flange de ferro fundido.
- Raised Face (RF): O tipo industrial mais comum. A superfície da junta é ligeiramente elevada acima do círculo de aparafusamento, concentrando mais pressão numa área de junta mais pequena para uma melhor vedação.
- Junta de tipo anel (RTJ): A escolha para pressão extrema (Classe 600 e superior). Utiliza um anel metálico que assenta numa ranhura maquinada, criando uma vedação metal-metal sob alta tensão do parafuso.
Classificações de flange e a realidade do binário dos parafusos
Um equívoco comum é que uma flange da Classe 150 pode suportar 150 PSI independentemente da temperatura. De acordo com a norma ASME B16.5, a classificação pressão-temperatura é dinâmica. Por exemplo, uma flange de aço-carbono (Grupo de Material 1.1) Classe 150 classificada para 285 PSI à temperatura ambiente cai para exatamente 200 PSI a 400°F, e mais abaixo para 170 PSI a 500°F. É fundamental assegurar um binário de aperto correto dos parafusos; a carga irregular é a causa #1 de rebentamento da junta em sistemas flangeados.
Ligações de extremidade soldadas: A garantia de vazamento zero
Quando o meio é tóxico, vapor de alta pressão ou produtos químicos perigosos, a "fuga zero" é o único padrão aceitável. As ligações soldadas transformam a válvula e a tubagem numa unidade metálica única e contínua.
Soldadura de encaixe (SW): Rápida mas com falhas para meios corrosivos
Numa soldadura de encaixe, o tubo é inserido numa área rebaixada da válvula e soldado em ângulo à volta da extremidade. É rápido e não requer um alinhamento complexo. No entanto, há um senão: a lacuna de expansão. A prática de engenharia padrão requer um espaço de 1,6 mm (1/16 polegadas) na parte inferior do casquilho para permitir a expansão térmica. Este espaço cria uma "zona de estagnação" onde os fluidos corrosivos se podem acumular, tornando as soldaduras de encaixe inadequadas para aplicações altamente corrosivas.
Solda de topo (BW): A solução definitiva para alta pressão
Para tubagens grandes, pressões extremas e fluidos corrosivos, a soldadura topo a topo é o padrão de ouro. As extremidades da válvula e do tubo são biseladas (normalmente um bisel em V) e unidas com uma soldadura de penetração total. Isto cria um caminho de fluxo suave sem fendas, reduzindo a turbulência e a erosão. A única desvantagem é o facto de ser permanente; a manutenção requer o corte físico da válvula da linha.

Conexões de compressão: Os especialistas em instrumentos
Nem todas as ligações de válvulas envolvem tubagens principais maciças. Os sistemas de pequeno diâmetro, como os que utilizam um ligação da válvula solenoide para instrumentação analítica ou um ligação da válvula de controlo para linhas de impulso de precisão, dependem fortemente de acessórios de compressão.
Estes sistemas utilizam um Virola dupla O mecanismo de vedação da anilha frontal - pioneiro nos padrões da indústria como Swagelok ou Parker. Quando a porca é apertada, a virola dianteira cria uma vedação de pressão primária contra o corpo da válvula, enquanto a virola traseira se articula para dentro para agarrar firmemente o tubo. Esta "mordida" cria uma vedação de alta pressão e resistente à vibração sem necessidade de calor, soldadura ou rosca no próprio tubo. Em processos industriais pesados, estas juntas de virola dupla metálica são a escolha exclusiva para garantir zero fugas sob rigorosos ciclos de calibração de instrumentos.
O Assassino Oculto: Como o Torque e a Vibração do Atuador Destroem as Ligações Fracas
Muitos engenheiros cometem o erro de selecionar uma ligação de válvula com base apenas nos padrões de pressão estática. No entanto, no controlo automático de fluidos, o verdadeiro perigo é Binário dinâmico. Quando um potente atuador elétrico ou pneumático faz circular rapidamente uma válvula, a força mecânica cria um efeito de alavanca nos pontos de ligação.
VINCER Engineering Insight: Na Vincer, avaliamos todo o sistema mecânico antes de recomendar uma solução. Com base em mais de 10 anos de experiência em controlo de fluidos e uma equipa dedicada de mais de 10 engenheiros, aplicamos uma "Análise de 8 Dimensões" (avaliando o meio, a temperatura, a pressão, a norma de ligação, o método de controlo, o material, as caraterísticas da indústria e o espaço de instalação). Para sistemas de automação de binário elevado, calculamos o peso cantilever do atuador para aconselhar se é necessário atualizar as classificações das flanges ou personalizar suportes de montagem reforçados, evitando assim falhas por fadiga na interface.
A derradeira árvore de decisão do engenheiro: Combinar a ligação com a aplicação
Para simplificar o seu processo de seleção, siga esta árvore de decisão lógica para encontrar o tipo de ligação mais seguro e económico para o seu sistema de tubagem.
Passo 1: Qual é o tamanho do tubo?
Avançar para o Passo 2A: Avaliar os meios de comunicação.
- Trata-se de uma linha de instrumentos/impulsos (< 1/2″)?
→ Escolha: Compressão (virola dupla) - O fluido é altamente tóxico ou está sob pressão extrema (mas NÃO é altamente corrosivo)?
→ Escolher: Solda de soquete (SW) - O fluido é altamente corrosivo?
→ Escolha: Solda de topo (BW) ou Flangeado - É água a baixa pressão, ar ou não é perigoso?
→ Escolha: Rosca (NPT/BSPT) *Sch 80+ recomendado para linhas de processo; Sch 40 aceitável para linhas de serviços públicos.
Avançar para o Passo 2B: Avaliar a frequência da manutenção.
- A válvula requer remoção, limpeza ou inspeção regulares?
→ Escolher: Flangeado (RF/RTJ) - Trata-se de uma instalação permanente com meios letais ou vapor de alta pressão?
→ Escolher: Soldadura de topo (BW)
Navegar pelas normas (ASME/API) e a realidade das dimensões personalizadas
Embora a norma ASME B16.10 forneça dimensões padrão "face-a-face", os engenheiros encontram-se frequentemente numa situação difícil em que uma válvula padrão simplesmente não cabe num envelope de tubagem pré-existente e apertado, ou uma máquina antiga requer uma profundidade de rosca não padrão.
A vantagem da Vincer na indústria transformadora: Quando as válvulas standard não podem satisfazer as suas limitações de espaço, as dimensões personalizadas tornam-se essenciais. A Vincer possui uma fábrica de 7.200m², certificada pela ISO9001, equipada com 12 máquinas CNC e 30 tornos convencionais, o que nos permite controlar todo o processo de produção. Para encomendas personalizadas urgentes que exijam a alteração das dimensões face a face, a nossa equipa coordenada utiliza a maquinação a partir de blocos forjados e a nossa norma é de 7 a 10 dias úteis, o que garante que obtém o ajuste exato para o seu envelope de tubagem.
