
Comprendre l'impact des raccords d'extrémité des vannes sur le coût total de possession (TCO) de votre système et sur la sécurité opérationnelle à long terme.
Pourquoi les raccords d'extrémité des vannes déterminent-ils la durée de vie de votre système ?
Dans le monde de la manipulation des fluides, la fiabilité d'une vanne dépend de son interface avec le système de tuyauterie. Alors que les ingénieurs se concentrent souvent sur les mécanismes internes, tels que le clapet, le disque ou le siège, la fiabilité de la vanne dépend de son interface avec le système de tuyauterie. Raccordement de la vanne est l'endroit où se produisent les défaillances les plus critiques. Selon les données de la maintenance industrielle, plus de 60% des arrêts de tuyauterie non planifiés sont causés par des fuites aux points de connexion plutôt que par des défaillances de vannes internes.
Choisir le bon types de raccordements de vannes est un exercice d'équilibre entre la prévention absolue des fuites (permanence) et le besoin d'accessibilité pour la maintenance (amovibilité). Le choix d'une mauvaise norme, comme l'utilisation d'un filetage NPT dans un système soumis à de fortes vibrations ou l'inadéquation des valeurs nominales des brides, entraîne des contraintes mécaniques et une fatigue catastrophiques. Pour les responsables des achats et de l'usine, cette décision a un impact direct sur le coût total de possession (TCO). Une simple fuite dans une ligne haute pression critique peut facilement entraîner des temps d'arrêt non planifiés de $10 000 à $50 000 par heure, ce qui fait passer l'aiguille d'un simple achat CAPEX à une stratégie OPEX vitale.
Fréquence de maintenance + pression nominale + toxicité des fluides = votre choix optimal de connexion.
Connexions à extrémité filetée : Faible coût, risque élevé ?
Les raccords filetés ou rainurés sont la solution la plus courante pour les tuyauteries de petit diamètre (généralement inférieur à 2 pouces). Ils sont appréciés pour leur faible coût initial et le fait qu'ils peuvent être installés sans équipement de soudage spécialisé. Cependant, ils comportent des risques inhérents aux environnements industriels.
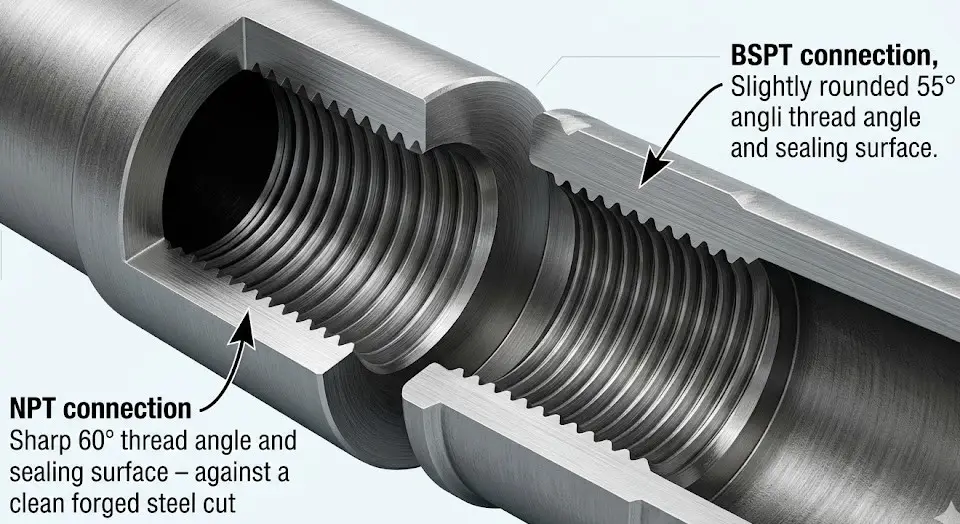
Différence mécanique entre NPT et BSPT
Les deux normes les plus courantes pour les raccords filetés sont le NPT (National Pipe Thread) et le BSPT (British Standard Pipe Taper). Les confondre est une "erreur de débutant" courante qui entraîne des fuites immédiates.
| Standard | Angle du filet | Angle d'inclinaison | Mécanisme de scellement |
|---|---|---|---|
| NPT (ASME B1.20.1) | 60° | 1° 47′ | Cale métal-métal avec joint d'étanchéité |
| BSPT (ISO 7-1) | 55° | 1° 47′ | Cale métal-métal avec joint d'étanchéité |
Les filetages coniques créent un joint par la déformation physique des filetages lorsqu'ils sont serrés, ce qui a pour effet de "caler" le raccord. Cela nécessite l'utilisation d'un ruban PTFE ou d'un mastic de tuyauterie pour combler les espaces microscopiques à la base des filets.
Le piège à vibrations et la règle de l'épaisseur des parois
Bien que pratiques, les raccords filetés sont sujets à des "défaillances par fatigue". En cas de contraintes thermiques cycliques ou de fortes vibrations (comme à proximité d'une pompe à mouvement alternatif), la racine du filetage agit comme un concentrateur de contraintes. Avec le temps, des microfissures peuvent entraîner la rupture du robinet au niveau du point de raccordement.
En outre, les pratiques d'ingénierie standard stipulent que les tuyaux en acier filetés doivent avoir un diamètre d'au moins 1,5 mm (1,5 po). épaisseur de paroi minimale de Schedule 80 pour compenser le métal enlevé lors du filetage lorsqu'il est utilisé dans des lignes de process critiques. La norme Schedule 40 n'est généralement acceptable que pour les conduites de service public à basse pression (comme l'eau ou l'air).
Raccords à brides : La norme industrielle en matière de maintenance
Pour les systèmes nécessitant un nettoyage, une inspection ou un remplacement réguliers, les raccords à brides sont le "roi de la maintenance". Qu'il s'agisse d'installer un 4 robinet-vanne à brides ou une vanne papillon haute performance, les brides constituent une interface boulonnée qui peut être facilement démontée sans détruire le tuyau.
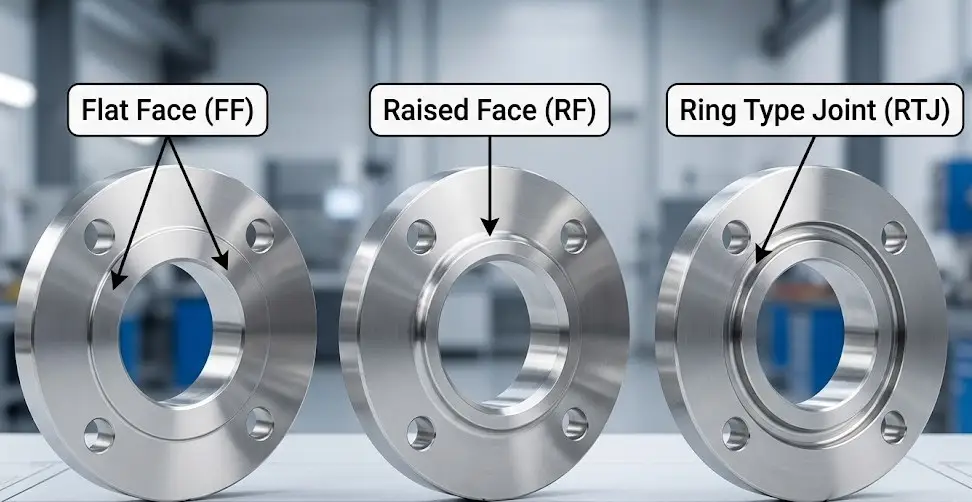
Déchiffrer les types de visages RF, FF et RTJ
La réussite d'un raccordement à bride dépend du type de "face". Une mauvaise adaptation peut entraîner des ruptures de corps de vanne, en particulier sur les appareils en fonte.
- Face plate (FF) : Utilisé principalement dans les applications à basse pression. Toute la surface est plate, ce qui nécessite un joint intégral. Ne jamais boulonner une bride en acier RF sur un robinet en fonte FF, car le couple irrégulier fissurera la bride en fonte.
- Face surélevée (RF) : Le type industriel le plus courant. La surface du joint est légèrement surélevée par rapport au cercle de boulonnage, ce qui permet de concentrer plus de pression sur une surface de joint plus petite pour une meilleure étanchéité.
- Joint de type anneau (RTJ) : Le choix pour les pressions extrêmes (classe 600 et plus). Il utilise une bague métallique qui repose dans une rainure usinée, créant un joint métal sur métal sous une forte tension du boulon.
Les caractéristiques des brides et la réalité du couple de serrage des boulons
Une idée fausse très répandue est qu'une bride de classe 150 peut supporter une pression de 150 PSI quelle que soit la température. Selon la norme ASME B16.5, le classement pression-température est dynamique. Par exemple, une bride en acier au carbone (groupe de matériaux 1.1) de classe 150 ayant une pression nominale de 285 PSI à la température ambiante tombe à exactement 200 PSI à 400°Fet, plus bas, à 170 PSI à 500°F. Il est essentiel de veiller à ce que le couple de serrage des boulons soit correct ; une charge inégale est la cause #1 de l'éclatement des joints dans les systèmes à brides.
Raccords d'extrémité soudés : La garantie zéro fuite
Lorsque le fluide est toxique, qu'il s'agit de vapeur à haute pression ou de produits chimiques dangereux, la norme "zéro fuite" est la seule acceptable. Les raccords soudés transforment la vanne et le tuyau en une seule unité métallique continue.
Soudure par emboîtement (SW) : Rapide mais imparfaite pour les milieux corrosifs
Dans le cas d'une soudure par emboîtement, le tuyau est inséré dans une zone en retrait de la vanne et soudé par congés sur le pourtour. Cette méthode est rapide et ne nécessite pas d'alignement complexe. Cependant, il y a un problème : le déficit d'expansion. La pratique technique standard exige un espace de 1,6 mm (1/16 de pouce) au bas de l'emboîture pour permettre la dilatation thermique. Cet espace crée une "zone stagnante" où les fluides corrosifs peuvent s'accumuler, ce qui rend les soudures par emboîtement inadaptées aux applications hautement corrosives.
Soudure bout à bout (BW) : La solution ultime à haute pression
Pour les gros tuyaux, les pressions extrêmes et les fluides corrosifs, la soudure bout à bout est l'étalon-or. Les extrémités de la vanne et du tuyau sont biseautées (généralement en V) et assemblées par une soudure à pénétration totale. Cela crée une voie d'écoulement lisse sans crevasses, réduisant ainsi les turbulences et l'érosion. Le seul inconvénient est qu'il s'agit d'un système permanent ; pour l'entretenir, il faut couper physiquement la vanne de la conduite.

Raccords à compression : Les spécialistes des instruments
Tous les raccordements de vannes n'impliquent pas des conduites principales massives. Les systèmes à petit diamètre, tels que ceux qui utilisent un Raccordement de l'électrovanne pour l'instrumentation analytique ou un connexion de la vanne de contrôle pour les lignes d'impulsion de précision, s'appuient fortement sur les raccords à compression.
Ces systèmes font appel à un Double ferrule La bague avant s'articule vers l'intérieur pour serrer fermement la tubulure. Lorsque l'écrou est serré, la virole avant crée un joint de pression primaire contre le corps de la vanne, tandis que la virole arrière s'articule vers l'intérieur pour serrer fermement le tube. Cette "morsure" crée un joint haute pression, résistant aux vibrations, sans qu'il soit nécessaire de chauffer, de souder ou de fileter le tube lui-même. Dans les processus industriels lourds, ces joints métalliques à double virole sont le choix exclusif pour garantir l'absence de fuite lors des cycles d'étalonnage rigoureux des instruments.
Le tueur caché : comment le couple de l'actionneur et les vibrations détruisent les connexions faibles
De nombreux ingénieurs commettent l'erreur de choisir un raccord de vanne en se basant uniquement sur les normes de pression statique. Cependant, dans le domaine du contrôle automatisé des fluides, le véritable danger est le suivant Couple dynamique. Lorsqu'un puissant actionneur électrique ou pneumatique actionne rapidement une vanne, la force mécanique crée un effet de levier sur les points de connexion.
VINCER Engineering Insight : Chez Vincer, nous évaluons l'ensemble du système mécanique avant de recommander une solution. S'appuyant sur plus de 10 ans d'expérience dans le contrôle des fluides et sur une équipe dévouée de plus de 10 ingénieurs, nous appliquons une "analyse en 8 dimensions" (évaluation du fluide, de la température, de la pression, de la norme de connexion, de la méthode de contrôle, du matériau, des caractéristiques de l'industrie et de l'espace d'installation). Pour les systèmes d'automatisation à couple élevé, nous calculons le poids en porte-à-faux de l'actionneur afin de déterminer s'il est nécessaire d'améliorer les caractéristiques des brides ou de personnaliser les supports de montage renforcés, ce qui permet d'éviter les défaillances dues à la fatigue au niveau de l'interface.
L'arbre de décision ultime de l'ingénieur : Faire correspondre la connexion à l'application
Pour simplifier votre processus de sélection, suivez cet arbre de décision logique pour trouver le type de raccordement le plus sûr et le plus rentable pour votre système de tuyauterie.
Étape 1 : Quelle est la taille du tuyau ?
Passez à l'étape 2A : Évaluer les médias.
- S'agit-il d'une ligne d'impulsion (< 1/2″) ?
→ Choisir : Compression (Double Ferrule) - Le fluide est-il hautement toxique ou sous pression extrême (mais PAS hautement corrosif) ?
→ Choisir : Soudure par emboîtement (SW) - Le fluide est-il très corrosif ?
→ Choisissez : Soudure bout à bout (BW) ou à brides - S'agit-il d'eau à basse pression, d'air ou d'un produit non dangereux ?
→ Choisir : Fileté (NPT/BSPT) *Sch 80+ recommandé pour les lignes de process ; Sch 40 acceptable pour les lignes d'utilité publique.
Passez à l'étape 2B : Évaluer la fréquence de l'entretien.
- La vanne doit-elle être régulièrement démontée, nettoyée ou inspectée ?
→ Choisir : A brides (RF/RTJ) - S'agit-il d'une installation permanente avec des produits mortels ou de la vapeur à haute pression ?
→ Choisir : Soudure bout à bout (BW)
Naviguer entre les normes (ASME/API) et la réalité des dimensions personnalisées
Bien que la norme ASME B16.10 fournisse des dimensions standard "face à face", les ingénieurs se retrouvent souvent dans une situation délicate où une vanne standard ne peut tout simplement pas s'insérer dans une enveloppe de tuyauterie préexistante et exiguë, ou bien où une ancienne machine exige une profondeur de filetage non standard.
L'avantage Vincer dans l'industrie manufacturière : Lorsque les vannes standard ne peuvent pas répondre à vos contraintes d'espace, les dimensions personnalisées deviennent essentielles. Vincer dispose d'une usine de 7 200 m² certifiée ISO9001, équipée de 12 machines à commande numérique et de 30 tours conventionnels, ce qui nous permet de contrôler l'ensemble du processus de production. Pour les commandes personnalisées urgentes qui nécessitent une modification des dimensions face à face, notre équipe coordonnée utilise l'usinage à partir de blocs forgés et notre délai standard est de 7 à 10 jours ouvrables, ce qui vous garantit l'adaptation exacte à votre enveloppe de tuyauterie.
