
Introduction
In modern industrial fluid automation, the selection of a pneumatic actuator is not merely a routine procurement checkbox; it is a critical engineering decision that dictates the operational reliability of an entire process line. Whether operating in seawater desalination facilities, chemical processing plants, or heavy mining applications, selecting an incompatible mechanical drive leads directly to catastrophic valve failure, compromised safety protocols, and significant financial hemorrhaging. When sizing automated quarter-turn valves, pipeline engineers and instrumentation specialists consistently face a fundamental mechanical crossroad: the rack and pinion vs scotch yoke actuator technologies. This comprehensive guide provides an exhaustive technical analysis, stripping away superficial marketing fluff to reveal the underlying physical mechanics, torque transmission dynamics, and commercial realities necessary to ensure your upcoming pipeline upgrades maintain absolute integrity.
Quick Selection Logic Tree
For urgent procurement decisions and rapid engineering evaluations, the following logic handles the vast majority of industrial use cases. It is designed to prevent the most common and costly sizing errors immediately. If the interactive decision widget below does not load in your current browser environment, please refer directly to the text-based summary immediately following it to determine your optimal mechanism.
Decision Summary (Fallback Logic):
- High Pressure (>Class 600) or Large Bore Applications? Choose Scotch Yoke. The massive static friction requires the lever-action multiplier effect to unseat the valve safely.
- Metal-Seated Valve (High Breakaway Torque)? Choose Scotch Yoke. Metal-to-metal sealing generates extreme initial resistance that gear-driven actuators struggle to overcome efficiently.
- Precision Modulating / PID Control Needed? Choose Rack and Pinion. The constant gear engagement eliminates mechanical deadband, allowing for hyper-accurate flow regulation without signal hunting.
- Torque Requirement > 1000 Nm? Choose Scotch Yoke. At this scale, it becomes structurally and financially superior due to manufacturing cost efficiencies.
- Space-Constrained & Small Torque Demand? Choose Rack and Pinion. The compact, symmetrical dual-piston extrusion fits effortlessly into tight skids and densely piped manifolds.
Mechanical DNA: Gear Transmission vs. Linkage Physics
The core distinction between these two dominant technologies lies entirely in their internal energy conversion methodology. One mechanism relies on the consistent precision of meshing teeth, while the other utilizes the shifting mechanical advantage of a variable lever arm. Understanding this “Mechanical DNA” at a granular level is essential to predicting how the unit will behave under severe operational stress and preventing premature actuator wear.
Rack and Pinion: The Constant 1:1 Transmittance
The rack and pinion actuator operates on a highly direct, linear gear engagement principle. The internal architecture typically consists of two opposed pistons located inside a central cylinder. Each piston is manufactured with an integrated gear rack along its lower edge. These two parallel racks mesh simultaneously on opposite sides of a central pinion gear. When compressed instrument air is introduced into the central chamber, it forces the dual pistons outward in perfect unison, causing the racks to turn the central pinion gear.
This dual-piston design is the primary reason for the mechanism’s internal force balance. The opposing lateral forces generated by the racks pushing against the pinion gear effectively cancel each other out, neutralizing side-load stress on the pinion bearings. Because the gear pitch and radius remain completely fixed, the mechanical transmittance is exactly 1:1. Every single millimeter of linear piston movement translates into a predictable, mathematically identical degree of rotation. This results in a fundamentally flat and constant torque output. It is the physics of absolute predictability, ensuring the rotational force remains uniform. Furthermore, the external base of the pinion is universally machined to accept ISO 5211 standard mounting brackets, making integration with quarter-turn valves seamless.
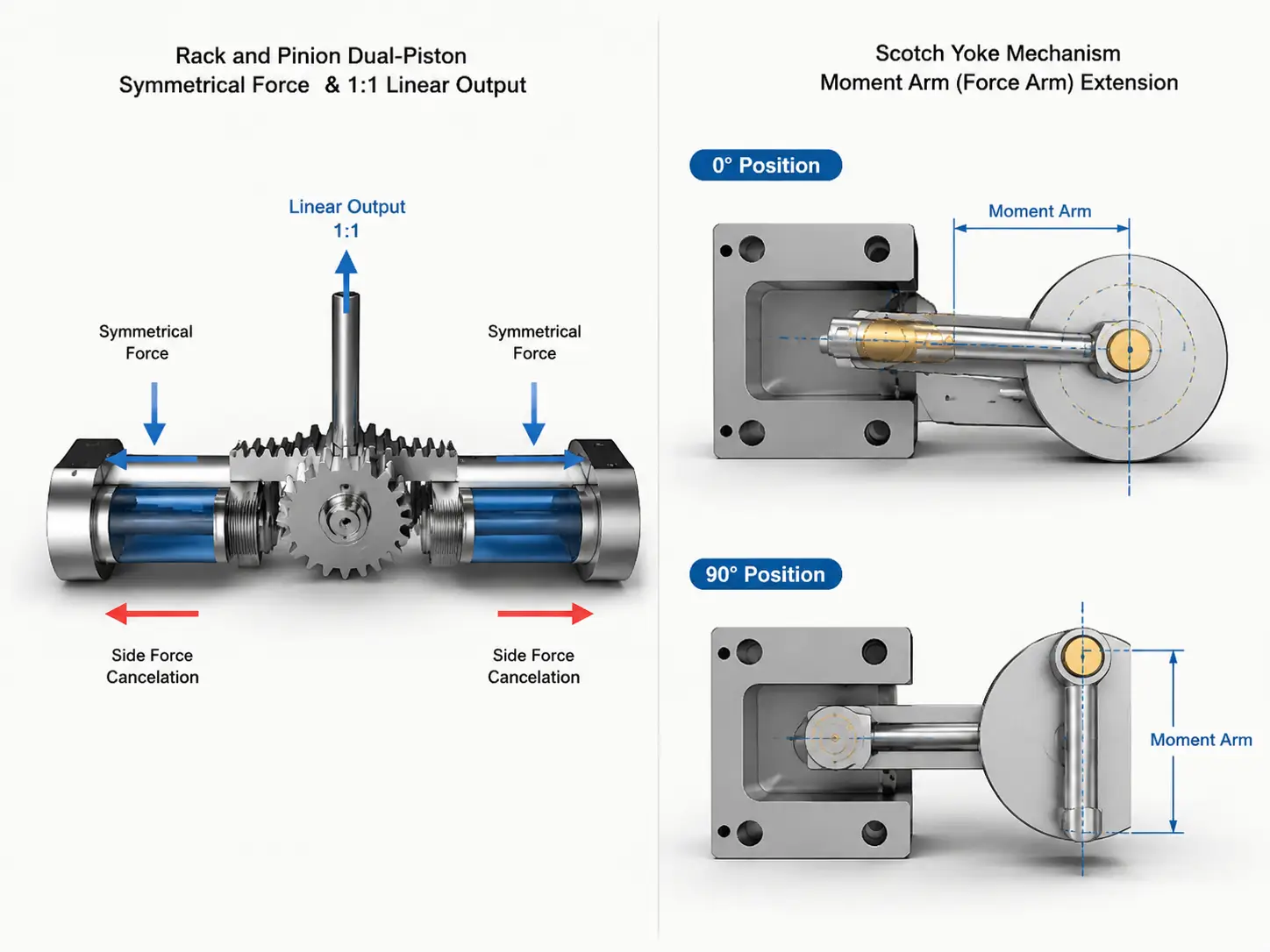
Scotch Yoke: The Lever-Action Force Multiplier
In stark contrast, the scotch yoke mechanism translates linear pneumatic piston movement into rotational motion through a sliding pin engaged within a slotted link (the yoke). As the pneumatic cylinder pushes the piston rod forward, the attached pin slides along the internal track of the rotating yoke. The physics governing this arrangement are defined by a dynamically variable moment arm. As the piston travels through its stroke, the effective length of the lever arm constantly changes relative to the pivot point.
This shifting geometry means the mechanical leverage is maximized exactly at the 0-degree (starting) and 90-degree (ending) positions. These are the precise points where an industrial quarter-turn valve encounters its absolute highest physical resistance—commonly referred to as the “breakaway” phase (unsticking the closed valve) and the “seating” phase (crushing the seal shut). This lever-action characteristic makes the scotch yoke a natural, highly efficient force multiplier. In heavy-duty automation scenarios, it can deliver significantly higher breakaway torque than a gear-driven actuator of the exact same pneumatic cylinder volume, simply by capitalizing on the mathematics of the sliding link.
The Battle of Torque Curves: Constant vs. Non-Linear
When engineers evaluate the scotch yoke vs rack and pinion paradigm, the torque output curve is undeniably the most important technical document in the room. A rack and pinion actuator provides a “flat” or linear torque curve. If the technical specification states the unit is rated for 500 Nm at a given air supply pressure, it will output exactly 500 Nm at 0 degrees, 45 degrees, and 90 degrees of travel. This flat profile is highly advantageous for standard soft-seated ball valves or concentric rubber-lined butterfly valves, where the rotational friction remains relatively uniform once the initial seal is broken.
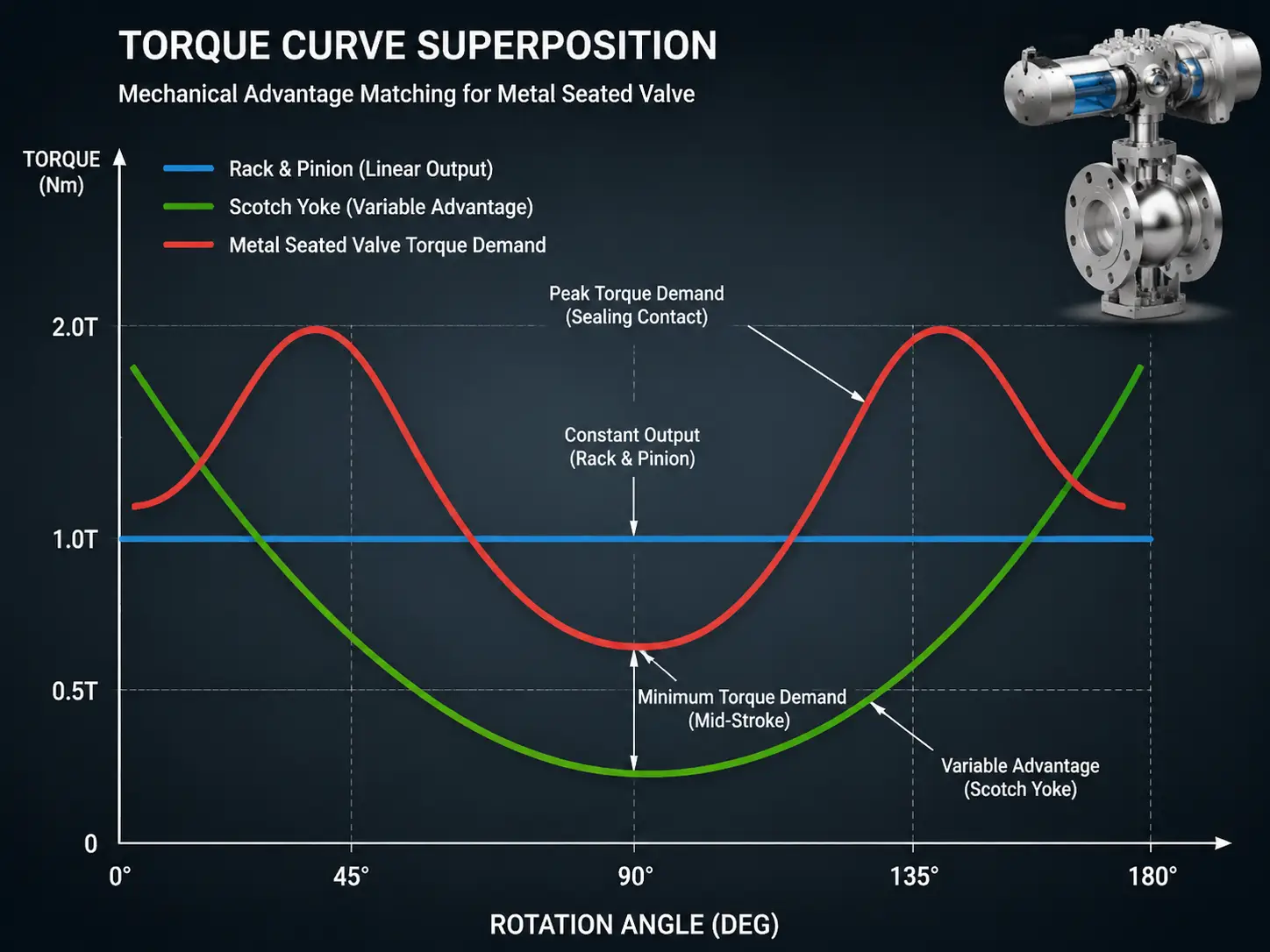
Conversely, the scotch yoke produces a parabolic, “U-shaped” torque curve. Its highest energy output is heavily concentrated at the extreme ends of the stroke, with a very significant “dip” in output capacity throughout the center of the travel (the mid-stroke or “run torque”). While novice engineers might view this mid-stroke drop as a mechanical weakness, experienced fluid dynamicists recognize it as a perfect mirror to the actual demand profile of high-performance metal-seated valves. Metal-to-metal sealing surfaces require a massive spike of torque to overcome severe static friction and thermal expansion to “break” the seal. However, once the ball or disc begins moving, it requires very little force to continue rotating through the fluid. The scotch yoke is therefore technically brilliant because it concentrates its pneumatic power exactly where the pipeline valve demands it most, preventing wasted compressed air.
Valve & Application Pairing Logic: The Engineering Matrix
Successful industrial automation requires meticulously pairing the actuator’s specific output curve with the valve’s demand profile and the overarching process control requirements. A failure to align these three variables inevitably leads to either a chronically “stuck” valve or a violently “hunting” control loop that destroys instrumentation.
The Throttling Standard: Rack and Pinion for Precision Control
For process applications requiring continuous modulating control or highly precise flow regulation (throttling operations), the rack and pinion remains the undisputed industry standard. Because the internal gear teeth are perpetually meshed under tension, there is virtually zero internal mechanical play. When this actuator is paired with a high-performance smart electro-pneumatic positioner, it can execute microscopic angular adjustments without any lag in the mechanical chain. This makes the gear-driven design absolutely ideal for soft-seated valves managing fine chemical dosing, pH neutralization in water treatment facilities, and complex HVAC chilled water loops where precision is paramount.
The ESD Powerhouse: Scotch Yoke for Fail-Safe Integrity
In critical Emergency Shutdown (ESD) scenarios—especially within seawater desalination plants, high-pressure steam distribution, or abrasive chemical mining—the scotch yoke is the universally mandated choice. These harsh environments frequently utilize heavy metal-seated valves that may sit in a stationary open position for months at a time. Over extended periods, mineral scale buildup, particulate accumulation, or severe static friction causes the breakaway torque requirement to skyrocket. The scotch yoke’s unique ability to deliver a massive torque “punch” at the 0-degree mark ensures the valve will shear through debris and actuate under the most adverse conditions. This inherent reliability is why scotch yoke mechanisms are the backbone of safety integrity loops worldwide.
Durability: The Technical Truth about Backlash and “Hunting”
Every mechanical system possesses a specific failure mode. To maintain a rigorously objective engineering perspective, we must acknowledge that while the scotch yoke is incredibly powerful, it harbors a specific technical limitation: Internal Backlash. Over the course of millions of operational cycles, the heavy sliding pin and the internal slot within the yoke will inevitably experience tribological wear, creating a microscopic gap between the components.
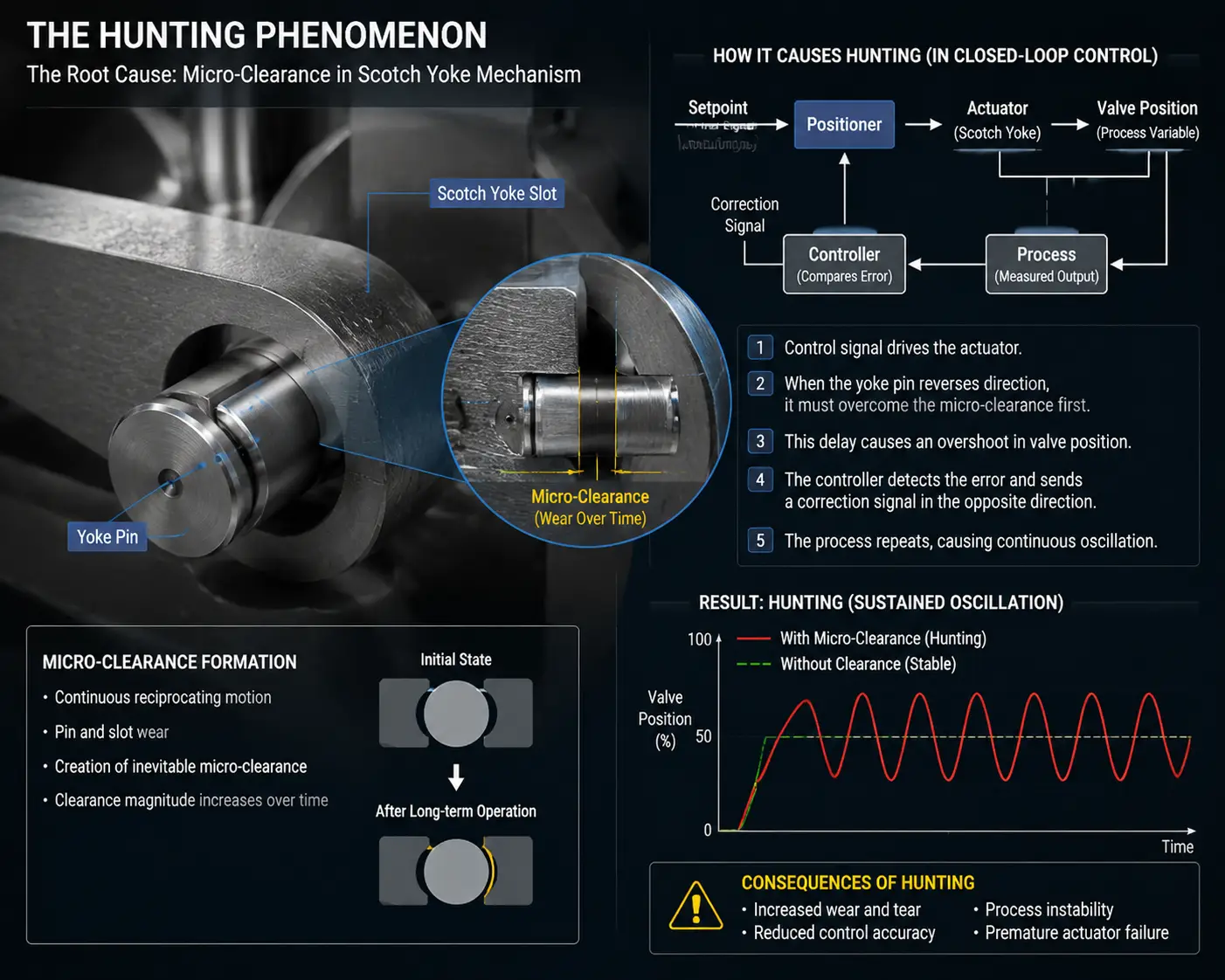
In a closed-loop modulating control system, this tiny mechanical backlash evolves into a severe operational nightmare. The programmable logic controller (PLC) sends a milliamp signal to adjust the valve position slightly. The actuator receives the air and moves internally, but because of the worn gap, the actual valve stem does not move. The controller senses the lack of flow change and sends a stronger corrective signal. Suddenly, the gap closes, the valve “jumps” aggressively past the target setpoint, and the controller frantically tries to pull it back. This continuous, destructive back-and-forth oscillation is known as “Hunting” or signal searching. Hunting generates excessive frictional heat, destroys valve stem packings, and ultimately leads to total control loop failure. Therefore, for high-frequency precision modulating service, the scotch yoke mechanism is technically prohibited by top instrumentation engineers.
Footprint, Weight, and the $1,000 Nm Commercial Threshold
The physical scale of an actuator directly dictates its economic viability and installation logistics. For small to medium torque requirements, the rack and pinion is highly compact, lightweight, and easy to mount. However, as the pipeline torque requirements approach the critical 1,000 Nm threshold, the rack and pinion design impacts a severe “physics wall.” To generate 5,000 Nm of constant linear torque, a rack and pinion would require an absurdly massive cylinder bore and exceptionally heavy, expensive gear machining to handle the immense linear stress without shearing teeth.
This scale limitation triggers a major commercial inflection point. Above 1,000 Nm, the manufacturing cost of a high-precision rack and pinion skyrockets. Here, the scotch yoke wins decisively on Total Cost of Ownership. By utilizing lever mechanics rather than relying purely on raw pneumatic volume, a scotch yoke can be manufactured much smaller and lighter for the exact same breakaway torque output. For large diameter pipelines, the scotch yoke is often the only mechanism that makes both structural and financial sense.
The Economic Case for Expert Sizing: VINCER’s Strategy
Global Standards and Technical Integrity:
Procurement departments are frequently tempted by the lowest initial unit price, but the true cost of an industrial actuator is measured by its reliability and adherence to safety standards. At VINCER VALVE, we actively shift the procurement narrative from “budget-centric compromises” to “safety-centric engineering.” Founded in 2010, VINCER brings over a decade of dedicated expertise to the fluid control sector.
We recognize that an automated valve is only as good as the engineering data supporting it. Our dedicated team of 10+ senior engineers utilizes a proprietary 8-Dimension Analysis methodology (evaluating Medium, Temperature, Pressure, Connection standard, Control mode, Material requirement, Industry characteristics, and Installation space) to ensure flawless mechanism pairing. VINCER is an ISO9001 certified manufacturer, providing robust automated solutions that carry critical international certifications such as CE and SIL (Safety Integrity Level).
Whether your application demands the high-cycle precision of our compact rack and pinion series, or the brute fail-safe power of our scotch yoke actuators equipped with premium imported sealings, we optimize your expenditure. With an industry-leading production capability that delivers standard products in just 7-10 working days, and complex customized solutions can be completed in about 30 days, VINCER ensures your process facilities operate efficiently, safely, and highly profitably without delays.

Final Checklist for Sizing Excellence
Do not finalize your procurement order without cross-referencing this critical engineering checklist:
- Control Loop Objective: Do you need precision PID flow regulation? Choose Rack and Pinion.
- Valve Seating Friction: Does the valve utilize metal-to-metal sealing? Choose Scotch Yoke.
- Torque Scale Factor: Does the breakaway torque requirement exceed 1,000 Nm? Choose Scotch Yoke for superior ROI.
- Safety Rating Directives: Are you designing an ESD system requiring stringent SIL ratings? Choose Scotch Yoke.
- Operational Frequency: Is the valve operating constantly (>1 million cycles) with soft seats? Choose Rack and Pinion.
Still uncertain about the specific torque curve demands of your process media, or dealing with highly viscous fluids that complicate standard sizing charts? Guessing leads directly to system failure.
