
Ymmärtää, miten venttiilin pääteyhteydet vaikuttavat järjestelmän kokonaiskustannuksiin (TCO) ja pitkän aikavälin käyttöturvallisuuteen.
Miksi venttiilin päätyliitännät määräävät järjestelmän käyttöiän?
Nestekäsittelyn maailmassa venttiili on vain niin luotettava kuin sen liitäntä putkistojärjestelmään. Vaikka insinöörit keskittyvät usein sisäisiin mekanismeihin, kuten tulppaan, kiekkoon tai istukkaan, venttiili venttiilin liitäntä on paikka, jossa kriittisimmät viat tapahtuvat. Teollisuuden kunnossapitotietojen mukaan yli 60% suunnittelemattomista putkistokatkoksista johtuu pikemminkin liitäntäkohtien vuodoista kuin venttiilien sisäisistä vioista.
Oikean vaihtoehdon valitseminen venttiilin liitäntätyypit on tasapainoilua vuotojen ehdottoman estämisen (pysyvyys) ja huoltokelpoisuuden (irrotettavuus) tarpeen välillä. Väärän standardin valitseminen, kuten NPT-kierteen käyttäminen voimakkaasti tärisevässä järjestelmässä tai laippojen luokittelun yhteensopimattomuus, johtaa katastrofaaliseen mekaaniseen rasitukseen ja väsymiseen. Hankinta- ja laitosjohtajien kannalta tämä päätös vaikuttaa suoraan kokonaiskustannuksiin (Total Cost of Ownership, TCO). Yksikin hiusläpivientivuoto kriittisessä korkeapainelinjassa voi helposti aiheuttaa $10 000-$50 000 suunnittelemattoman seisokin tunnissa, mikä siirtää neulan yksinkertaisesta CAPEX-hankinnasta elintärkeäksi OPEX-strategiaksi.
Huoltoväli + paineluokitus + väliaineen myrkyllisyys = optimaalinen liitäntävalinta.
Kierreliitännät: Low Cost, High Risk?
Kierreliitännät tai loviliitännät ovat yleisin ratkaisu halkaisijaltaan pienissä putkistoissa (yleensä alle 2 tuumaa). Niitä arvostetaan niiden alhaisen aloituskustannuksen ja sen vuoksi, että ne voidaan asentaa ilman erikoishitsauslaitteita. Niihin liittyy kuitenkin luonnostaan riskejä teollisuusympäristöissä.
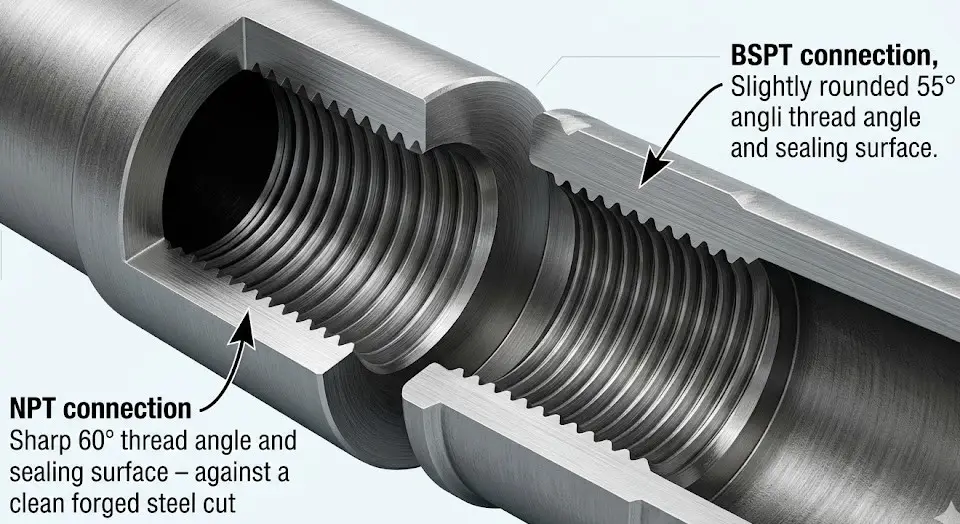
Mekaaninen ero NPT:n ja BSPT:n välillä
Kaksi yleisintä kierteitettyjen liitosten standardia ovat NPT (National Pipe Thread) ja BSPT (British Standard Pipe Taper). Näiden sekoittaminen on yleinen "aloittelijan virhe", joka johtaa välittömiin vuotoihin.
| Standardi | Kierteen kulma | Kartiokulma | Tiivistysmekanismi |
|---|---|---|---|
| NPT (ASME B1.20.1) | 60° | 1° 47′ | Metalli-metalli-kiila, jossa on tiiviste |
| BSPT (ISO 7-1) | 55° | 1° 47′ | Metalli-metalli-kiila, jossa on tiiviste |
Kartiokierteet luovat tiivisteen kierteiden fyysisen muodonmuutoksen avulla, kun niitä kiristetään, jolloin liitos "kiilautuu" tehokkaasti kiinni. Tämä edellyttää PTFE-teipin tai putkitiivisteen käyttöä kierteiden juuressa olevien mikroskooppisten aukkojen täyttämiseksi.
Tärinäloukku ja seinämän paksuuden sääntö
Vaikka kierteitetyt liitokset ovat käteviä, ne ovat alttiita "väsymisvikaantumiselle". Syklisen lämpöjännityksen tai voimakkaan tärinän (kuten mäntämoottoripumpun läheisyydessä) vaikutuksesta kierteiden juuret toimivat jännityskeskittymänä. Ajan myötä mikrosäröt voivat johtaa siihen, että venttiili katkeaa liitoskohdasta.
Lisäksi vakiintuneen teknisen käytännön mukaan kierteitetyissä teräsputkissa on oltava seinämän vähimmäispaksuus on Schedule 80 kompensoimaan kierteityksen aikana poistuvaa metallia, kun niitä käytetään kriittisissä prosessilinjoissa. Schedule 40 on yleensä hyväksyttävissä vain matalapaineisiin käyttövesijohtoihin (kuten perusvesi tai ilma).
Laippaliitännät: Teollisuuden kunnossapitostandardi
Järjestelmissä, jotka vaativat säännöllistä puhdistusta, tarkastusta tai vaihtoa, laippaliitokset ovat "huollon kuningas". Asennatpa sitten vankan 4 laippaventtiili tai korkean suorituskyvyn läppäventtiiliin, laipat tarjoavat ruuviliitännän, joka voidaan helposti purkaa putkea tuhoamatta.
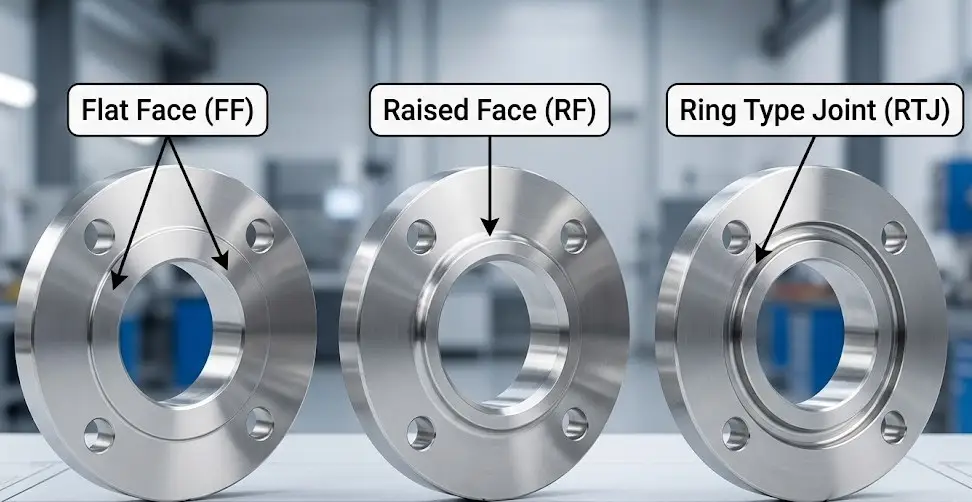
RF-, FF- ja RTJ-kasvotyyppien tulkitseminen
Laippaliitoksen onnistuminen riippuu "Face"-tyypistä. Näiden epäsuhtaisuus voi johtaa venttiilirunkojen rikkoutumiseen, erityisesti valurautaisissa yksiköissä.
- Flat Face (FF): Käytetään pääasiassa matalapainesovelluksissa. Koko pinta on tasainen, joten tarvitaan täyspintainen tiiviste. Älä koskaan pulttaa RF-teräslaippaa FF-valurautaventtiiliin, koska epätasainen vääntömomentti murtuu valurautalaippaan.
- Raised Face (RF): Yleisin teollisuustyyppi. Tiivisteen pinta on nostettu hieman pulttiympyrän yläpuolelle, jolloin suurempi paine kohdistuu pienemmälle tiivistepinta-alalle, mikä parantaa tiivistystä.
- Rengasliitos (RTJ): Valinta äärimmäiseen paineeseen (luokka 600 ja yli). Siinä käytetään metallirengasta, joka istuu koneistettuun uraan ja luo metallin ja metallin välisen tiivisteen ruuvin suuressa jännityksessä.
Laippaluokitukset ja ruuvin vääntömomentin todellisuus
Yleinen väärinkäsitys on, että luokan 150 laippa kestää 150 PSI lämpötilasta riippumatta. ASME B16.5:n mukaan paine- ja lämpötilaluokitus on dynaaminen. Esimerkiksi hiiliteräksestä (materiaaliryhmä 1.1) valmistettu luokan 150 laippa, joka on mitoitettu 285 PSI:lle ympäristön lämpötilassa, laskee tasan tarkalleen arvoon 200 PSI 400°F:n lämpötilassa, ja edelleen alaspäin 170 PSI 500°F:n lämpötilassa. Oikean ruuvin vääntömomentin varmistaminen on kriittistä; epätasainen kuormitus on #1 syy tiivisteen puhkeamiseen laippajärjestelmissä.
Hitsatut päätyliitännät: Nollavuototakuu
Kun väliaine on myrkyllistä, korkeapaineista höyryä tai vaarallisia kemikaaleja, "nollavuoto" on ainoa hyväksyttävä standardi. Hitsausliitokset tekevät venttiilistä ja putkesta yhden yhtenäisen metalliyksikön.
Socket Weld (SW): Nopea, mutta puutteellinen syövyttävissä aineissa.
Muhvihitsauksessa putki työnnetään venttiilin syvennykseen ja hitsataan reunan ympäri. Se on nopeaa eikä vaadi monimutkaista kohdistusta. Siinä on kuitenkin juju: laajentumisvaje. Normaali tekninen käytäntö edellyttää 1,6 mm:n (1/16 tuuman) rakoa pistorasian alaosassa lämpölaajenemisen mahdollistamiseksi. Tämä rako luo "pysähtyneen vyöhykkeen", jonne syövyttävät nesteet voivat kerääntyä, minkä vuoksi muhvihitsaukset eivät sovellu erittäin syövyttäviin sovelluksiin.
Butt Weld (BW): Korkeapaineinen ratkaisu
Suurissa putkissa, äärimmäisissä paineissa ja syövyttävissä nesteissä Butt Weld on kultainen standardi. Venttiilin ja putken päät viistetään (yleensä V-kulmalla) ja liitetään toisiinsa täysimittaisella hitsauksella. Näin syntyy sileä virtausreitti, jossa ei ole rakoja, mikä vähentää turbulenssia ja eroosiota. Ainoa haittapuoli on, että se on pysyvä; kunnossapito edellyttää venttiilin fyysistä katkaisemista linjasta.

Puristusliitännät: Instrumenttiasiantuntijat
Kaikkiin venttiiliyhteyksiin ei liity massiivisia pääputkia. Pienet järjestelmät, kuten järjestelmät, joissa käytetään magneettiventtiilin liitäntä analyysilaitteita tai säätöventtiilin liitäntä tarkkojen impulssilinjojen osalta tukeutuvat pitkälti puristusliittimiin.
Nämä järjestelmät käyttävät ammattimaista Kaksinkertainen liitosholkki mekanismi, jonka edelläkävijöinä ovat alan standardit, kuten Swagelok tai Parker. Kun mutteri kiristetään, etummainen liitososa luo ensisijaisen painetiivisteen venttiilin runkoa vasten, kun taas takimmainen liitososa kääntyy sisäänpäin ja tarttuu tiukasti letkuun. Tämä "purenta" luo korkeapaineisen, tärinänkestävän tiivisteen ilman lämpöä, hitsausta tai itse putken kierteittämistä. Raskaissa teollisissa prosesseissa nämä metalliset kaksoiskierukkaliitokset ovat ainoa valinta, jolla varmistetaan vuotamattomuus tiukoissa instrumenttien kalibrointisykleissä.
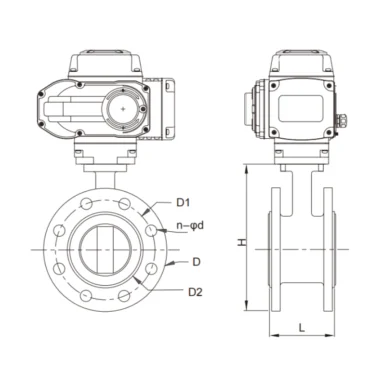
Piilotettu tappaja: miten toimilaitteen vääntömomentti ja tärinä tuhoavat heikot liitokset
Monet insinöörit tekevät sen virheen, että he valitsevat venttiiliyhteen pelkästään staattisen paineen standardien perusteella. Automaattisessa nesteenohjauksessa todellinen vaara on kuitenkin se, että Dynaaminen vääntömomentti. Kun voimakas sähköinen tai pneumaattinen toimilaite pyörittää venttiiliä nopeasti, mekaaninen voima aiheuttaa vipuvaikutuksen liitoskohtiin.
VINCER Engineering Insight: Vincer arvioi koko mekaanisen järjestelmän ennen kuin suosittelee ratkaisua. Yli 10 vuoden nesteohjauskokemukseen ja yli 10 insinöörin tiimiin tukeutuen sovellamme "8-ulottuvuusanalyysiä" (arvioimme väliaineen, lämpötilan, paineen, liitäntänormin, ohjausmenetelmän, materiaalin, teollisuuden ominaispiirteet ja asennustilan). Suuren vääntömomentin automaatiojärjestelmiä varten laskemme toimilaitteen konsolipainon ja annamme neuvoja siitä, onko laippaluokituksia parannettava tai räätälöitävä vahvistettuja kiinnityskorvakkeita, jotta voidaan viime kädessä ehkäistä väsymisvika rajapinnassa.
Insinöörin perimmäinen päätöspuu: Yhteyden ja sovelluksen yhteensovittaminen
Yksinkertaistaaksesi valintaprosessia seuraa tätä loogista päätöspuuta löytääksesi turvallisimman ja kustannustehokkaimman liitäntätyypin putkistojärjestelmääsi.
Vaihe 1: Mikä on putken koko?
Siirry vaiheeseen 2A: Median arviointi.
- Onko se instrumentti-/impulssilinja (< 1/2″)?
→ Valitse: Puristus (kaksinkertainen liitin) - Onko neste erittäin myrkyllinen tai erittäin korkeassa paineessa (mutta EI erittäin syövyttävä)?
→ Valitse: Socket Weld (SW) - Onko neste erittäin syövyttävää?
→ Valitse: Butt Weld (BW) tai laippahitsattu. - Onko se matalapaineista vettä, ilmaa vai vaaratonta?
→ Valitse: (NPT/BSPT) *Sch 80+ suositellaan prosessijohtoihin; Sch 40 hyväksytään käyttövesijohtoihin.
Siirry vaiheeseen 2B: Arvioi huoltotiheys.
- Vaatiiko venttiili säännöllistä irrottamista, puhdistamista tai tarkastamista?
→ Valitse: RF/RTJ) - Onko kyseessä pysyvä asennus, jossa käytetään tappavia aineita tai korkeapainehöyryä?
→ Valitse: Butt Weld (BW)
Standardien (ASME/API) ja mukautettujen mittojen todellisuus
Vaikka ASME B16.10:ssä on vakiomitat, insinöörit joutuvat usein tiukkaan paikkaan, jossa vakioventtiili ei yksinkertaisesti mahdu jo olemassa olevaan, ahtaaseen putkistoon, tai vanhan koneen kierteiden syvyys ei ole vakiomittainen.
Vincer Advantage teollisuudessa: Kun vakioventtiilit eivät täytä tilarajoituksia, räätälöidyt mitat ovat välttämättömiä. Vincerillä on ISO9001-sertifioitu 7 200 m²:n tehdas, jossa on 12 CNC-konetta ja 30 tavanomaista sorvia, joten voimme hallita koko tuotantoprosessia. Kiireellisissä asiakastilauksissa, jotka edellyttävät kasvojen mittojen muuttamista, koordinoitu tiimimme hyödyntää koneistusta taotuista lohkoista, ja standardimme on 7-10 työpäivää, mikä takaa, että saat täsmälleen sopivia putkistokuorta varten.
