
Verstehen, wie sich Ventilanschlüsse auf die Gesamtbetriebskosten (TCO) Ihres Systems und die langfristige Betriebssicherheit auswirken.
Warum Ventilendanschlüsse die Lebensdauer Ihres Systems bestimmen
In der Welt des Flüssigkeitshandlings ist ein Ventil nur so zuverlässig wie seine Schnittstelle mit dem Rohrleitungssystem. Während sich Ingenieure oft auf die internen Mechanismen - wie Kegel, Scheibe oder Sitz - konzentrieren, ist die Ventilanschluss ist der Ort, an dem die meisten kritischen Ausfälle auftreten. Nach Angaben der industriellen Instandhaltung sind mehr als 60% der ungeplanten Rohrleitungsabschaltungen auf Leckagen an Verbindungsstellen und nicht auf interne Ventilausfälle zurückzuführen.
Die Auswahl des richtigen Ventilanschlussarten ist eine Gratwanderung zwischen absoluter Leckvermeidung (Dauerhaftigkeit) und der Notwendigkeit der Zugänglichkeit für Wartungszwecke (Demontierbarkeit). Die Wahl des falschen Standards, wie z. B. die Verwendung eines NPT-Gewindes in einem vibrationsintensiven System oder nicht angepasste Flanschwerte, führt zu katastrophalen mechanischen Belastungen und Ermüdung. Für Beschaffungs- und Betriebsleiter wirkt sich diese Entscheidung direkt auf die Gesamtbetriebskosten (Total Cost of Ownership - TCO) aus. Ein einziges haarfeines Leck in einer kritischen Hochdruckleitung kann leicht $10.000 bis $50.000 pro Stunde an ungeplanten Ausfallzeiten verursachen, was die Nadel von einer einfachen CAPEX-Anschaffung zu einer wichtigen OPEX-Strategie verschiebt.
Wartungshäufigkeit + Druckstufe + Medientoxizität = Ihre optimale Wahl für den Anschluss.
Endverschlüsse mit Gewinde: Geringe Kosten, hohes Risiko?
Gewindeverbindungen oder gekerbte Verbindungen sind die häufigste Lösung für Rohrleitungen mit kleinem Durchmesser (in der Regel unter 2 Zoll). Sie werden wegen ihrer niedrigen Anschaffungskosten und der Tatsache geschätzt, dass sie ohne spezielle Schweißgeräte installiert werden können. In industriellen Umgebungen sind sie jedoch mit Risiken behaftet.
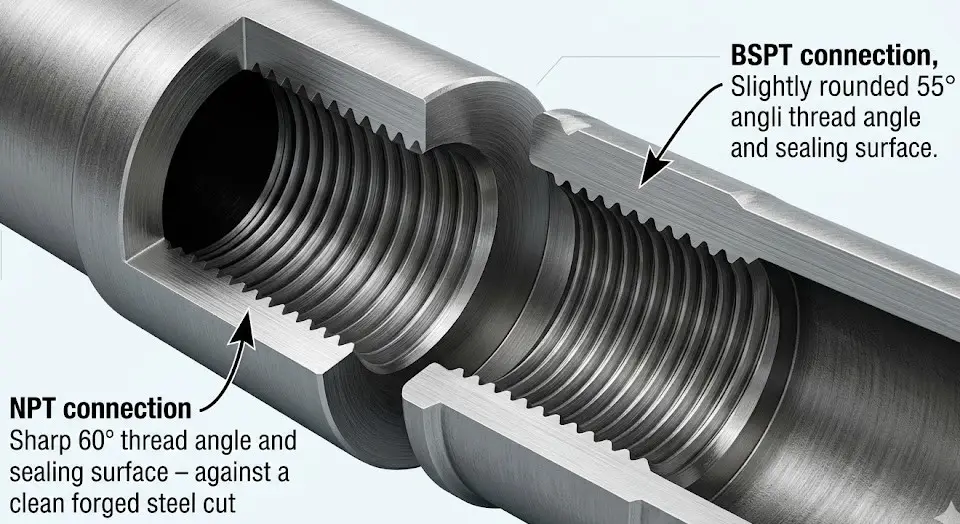
Der mechanische Unterschied zwischen NPT und BSPT
Die beiden vorherrschenden Normen für Gewindeanschlüsse sind NPT (National Pipe Thread) und BSPT (British Standard Pipe Taper). Diese zu verwechseln ist ein häufiger Anfängerfehler, der sofort zu Undichtigkeiten führt.
| Standard | Gewinde Winkel | Kegelwinkel | Dichtungsmechanismus |
|---|---|---|---|
| NPT (ASME B1.20.1) | 60° | 1° 47′ | Metall-Metall-Keil mit Dichtungsmasse |
| BSPT (ISO 7-1) | 55° | 1° 47′ | Metall-Metall-Keil mit Dichtungsmasse |
Konische Gewinde erzeugen eine Dichtung durch die physikalische Verformung des Gewindes beim Anziehen, wodurch die Verbindung effektiv "verkeilt" wird. Dies erfordert die Verwendung von PTFE-Band oder Rohrdichtungsmasse, um die mikroskopisch kleinen Lücken am Gewindegrund zu füllen.
Die Schwingungsfalle und die Wandstärkeregel
Gewindeverbindungen sind zwar praktisch, aber anfällig für "Ermüdungsbrüche". Bei zyklischer thermischer Belastung oder starken Vibrationen (z. B. in der Nähe einer Hubkolbenpumpe) wirkt der Gewindegrund als Spannungskonzentrator. Mit der Zeit können Mikrorisse dazu führen, dass das Ventil an der Verbindungsstelle abreißt.
Darüber hinaus schreibt die technische Standardpraxis vor, dass Stahlrohre mit Gewinde eine Mindestwandstärke von Schedule 80 um das beim Gewindeschneiden entfernte Metall zu kompensieren, wenn es in kritischen Prozessleitungen verwendet wird. Schedule 40 ist im Allgemeinen nur für Niederdruck-Versorgungsleitungen (z. B. für Wasser oder Luft) geeignet.
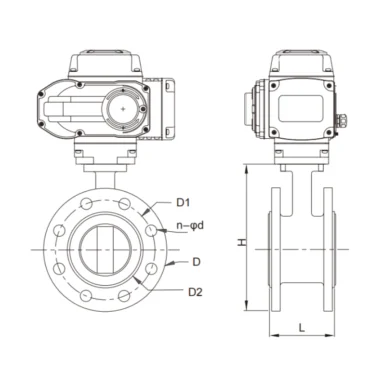
Flanschanschlüsse: Der Industriestandard für die Wartung
Für Systeme, die regelmäßig gereinigt, inspiziert oder ausgetauscht werden müssen, sind Flanschverbindungen der "König der Wartung". Ob Sie eine robuste Anlage installieren 4 Flanschschieber oder eine Hochleistungsklappe, bieten Flansche eine verschraubte Schnittstelle, die leicht demontiert werden kann, ohne das Rohr zu zerstören.
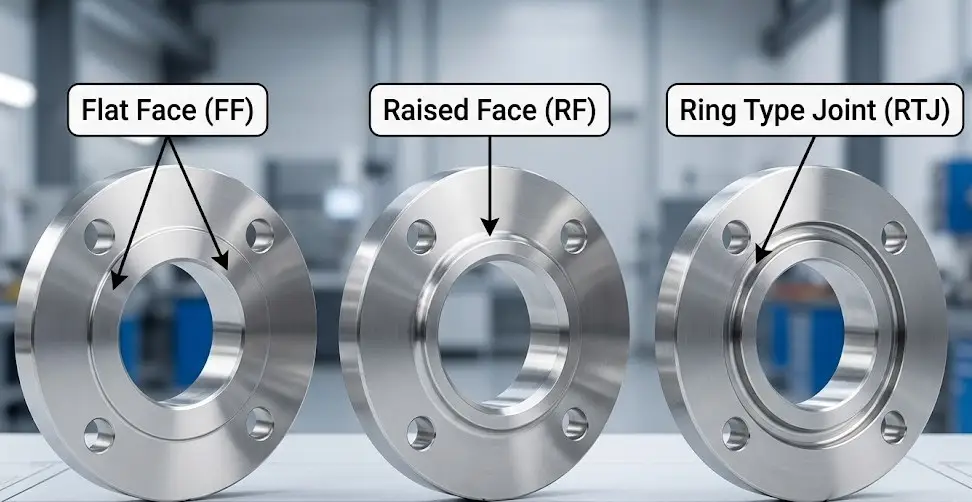
Entschlüsselung von RF-, FF- und RTJ-Gesichtstypen
Der Erfolg einer Flanschverbindung hängt vom "Face"-Typ ab. Eine Fehlanpassung kann zu gebrochenen Ventilgehäusen führen, insbesondere bei Gusseiseneinheiten.
- Flache Fläche (FF): Wird meist in Niederdruckanwendungen eingesetzt. Die gesamte Oberfläche ist flach und erfordert eine vollflächige Dichtung. Schrauben Sie niemals einen RF-Stahlflansch an ein FF-Gusseisenventil, da das ungleichmäßige Drehmoment den Gusseisenflansch reißen lässt.
- Erhöhtes Gesicht (RF): Der häufigste industrielle Typ. Die Dichtungsfläche ist leicht über den Verschraubungskreis angehoben, wodurch mehr Druck auf eine kleinere Dichtungsfläche ausgeübt wird und eine bessere Abdichtung erreicht wird.
- Ring Type Joint (RTJ): Die erste Wahl für extreme Drücke (Klasse 600 und höher). Sie verwendet einen Metallring, der in einer gefrästen Nut sitzt und unter hoher Schraubenspannung eine Metall-Metall-Dichtung erzeugt.
Flanschwerte und die Realität des Schraubendrehmoments
Ein weit verbreiteter Irrglaube ist, dass ein Flansch der Klasse 150 unabhängig von der Temperatur 150 PSI aushalten kann. Nach ASME B16.5 ist die Druck-Temperatur-Bewertung dynamisch. Ein Flansch aus Kohlenstoffstahl (Werkstoffgruppe 1.1) der Klasse 150, der für 285 PSI bei Umgebungstemperatur ausgelegt ist, fällt beispielsweise auf genau 200 PSI bei 400°Fund weiter nach unten zu 170 PSI bei 500°F. Die Sicherstellung des richtigen Schraubendrehmoments ist von entscheidender Bedeutung; ungleichmäßige Belastung ist die #1 Ursache für das Ausblasen von Dichtungen in Flanschsystemen.
Geschweißte Endverbindungen: Die Null-Leckage-Garantie
Wenn es sich um toxische Medien, Hochdruckdampf oder gefährliche Chemikalien handelt, ist "Null Leckage" der einzig akzeptable Standard. Durch Schweißverbindungen werden Ventil und Rohrleitung zu einer einzigen, durchgehenden Metalleinheit.
Muffenschweißen (SW): Schnell, aber unzureichend für korrosive Medien
Bei der Muffenschweißung wird das Rohr in einen vertieften Bereich des Ventils eingeführt und um den Rand herum kehlgeschweißt. Das geht schnell und erfordert keine komplizierte Ausrichtung. Allerdings gibt es einen Haken: die Dehnungsfuge. Nach der üblichen technischen Praxis ist an der Unterseite der Muffe ein Spalt von 1,6 mm (1/16 Zoll) erforderlich, um eine Wärmeausdehnung zu ermöglichen. Dieser Spalt schafft eine "stagnierende Zone", in der sich korrosive Flüssigkeiten ansammeln können, wodurch Muffenschweißungen für hochkorrosive Anwendungen ungeeignet sind.
Stumpfschweißen (BW): Die ultimative Hochdrucklösung
Für große Rohre, extreme Drücke und korrosive Flüssigkeiten ist die Stumpfschweißung der Goldstandard. Die Enden des Ventils und des Rohrs werden abgeschrägt (in der Regel eine V-Fase) und mit einer voll durchdringenden Schweißnaht verbunden. So entsteht ein glatter Fließweg ohne Spalten, der Turbulenzen und Erosion reduziert. Der einzige Nachteil ist, dass es sich um eine dauerhafte Lösung handelt; zur Wartung muss das Ventil aus der Leitung herausgeschnitten werden.

Kompressionsanschlüsse: Die Instrumentenspezialisten
Nicht jeder Ventilanschluss erfordert massive Hauptleitungen. Kleinere Systeme, wie z. B. solche mit einer Anschluss Magnetventil für Analyseinstrumente oder ein Regelventilanschluss für Präzisions-Impulsleitungen sind in hohem Maße auf Klemmverschraubungen angewiesen.
Diese Systeme nutzen eine professionelle Doppelte Aderendhülse Mechanismus, der von Industriestandards wie Swagelok oder Parker entwickelt wurde. Wenn die Mutter angezogen wird, erzeugt der vordere Klemmring eine primäre Druckdichtung gegen den Ventilkörper, während der hintere Klemmring nach innen klappt und das Rohr fest umschließt. Durch diesen "Biss" entsteht eine hochdruckfeste, vibrationsbeständige Dichtung, ohne dass Hitze, Schweißen oder Gewindeschneiden am Rohr selbst erforderlich sind. In schweren industriellen Prozessen sind diese metallischen Doppelklemmringverbindungen die einzige Wahl, um bei den strengen Kalibrierungszyklen der Instrumente keine Leckagen zu verursachen.
Der verborgene Killer: Wie Antriebsdrehmoment und Vibrationen schwache Verbindungen zerstören
Viele Ingenieure begehen den Fehler, einen Ventilanschluss ausschließlich auf der Grundlage statischer Drucknormen auszuwählen. Bei der automatisierten Flüssigkeitssteuerung besteht die wahre Gefahr jedoch darin Dynamisches Drehmoment. Wenn ein leistungsstarker elektrischer oder pneumatischer Antrieb ein Ventil schnell betätigt, erzeugt die mechanische Kraft eine Hebelwirkung auf die Anschlusspunkte.
VINCER Engineering Einblicke: Bei Vincer bewerten wir das gesamte mechanische System, bevor wir eine Lösung empfehlen. Mit über 10 Jahren Erfahrung in der Fluidtechnik und einem engagierten Team von mehr als 10 Ingenieuren wenden wir eine "8-Dimensionen-Analyse" an (Bewertung von Medium, Temperatur, Druck, Anschlussstandard, Steuerungsmethode, Material, Brancheneigenschaften und Einbauraum). Bei Automatisierungssystemen mit hohem Drehmoment berechnen wir das freitragende Gewicht des Stellantriebs, um Sie zu beraten, ob Sie die Flanschwerte erhöhen oder verstärkte Montagehalterungen anfertigen müssen, um letztendlich Ermüdungsbrüche an der Schnittstelle zu vermeiden.
Der ultimative Entscheidungsbaum des Ingenieurs: Verbindung und Anwendung aufeinander abstimmen
Um Ihren Auswahlprozess zu vereinfachen, folgen Sie diesem logischen Entscheidungsbaum, um die sicherste und kostengünstigste Verbindungsart für Ihr Rohrleitungssystem zu finden.
Schritt 1: Welche Größe hat das Rohr?
Fahren Sie mit Schritt 2A fort: Bewerten Sie die Medien.
- Handelt es sich um eine Instrumenten-/Impulsleitung (< 1/2″)?
→ Wählen Sie: Kompression (Doppelklemmring) - Ist die Flüssigkeit hochgiftig oder steht sie unter extremem Druck (aber NICHT hochkorrosiv)?
→ Wählen Sie: Muffenschweißen (SW) - Ist die Flüssigkeit stark korrosiv?
→ Wählen Sie: Stumpfschweißen (BW) oder Flanschen - Handelt es sich um Niederdruckwasser, Luft oder nicht gefährliche Stoffe?
→ Wählen Sie: Mit Gewinde (NPT/BSPT) *Sch 80+ empfohlen für Prozessleitungen; Sch 40 akzeptabel für Versorgungsleitungen.
Fahren Sie mit Schritt 2B fort: Bewerten Sie die Wartungshäufigkeit.
- Muss das Ventil regelmäßig ausgebaut, gereinigt oder überprüft werden?
→ Wählen Sie: Geflanscht (RF/RTJ) - Handelt es sich um eine feste Installation mit tödlichen Medien oder Hochdruckdampf?
→ Wählen Sie: Stumpfschweißen (BW)
Navigieren durch Normen (ASME/API) und die Realität von kundenspezifischen Abmessungen
Obwohl die ASME B16.10 Standardabmessungen von Angesicht zu Angesicht" vorschreibt, geraten Ingenieure oft in die Klemme, wenn ein Standardventil einfach nicht in eine bereits vorhandene, enge Rohrleitung passt oder eine ältere Maschine eine nicht genormte Gewindetiefe erfordert.
Der Vincer-Vorteil in der Fertigung: Wenn Standardventile nicht ausreichen, um Ihre Platzanforderungen zu erfüllen, sind kundenspezifische Abmessungen unerlässlich. Vincer verfügt über ein ISO9001-zertifiziertes, 7.200 m² großes Werk, das mit 12 CNC-Maschinen und 30 konventionellen Drehbänken ausgestattet ist, so dass wir den gesamten Produktionsprozess kontrollieren können. Für dringende kundenspezifische Aufträge, die eine Änderung der Abmessungen von Angesicht zu Angesicht erfordern, nutzt unser koordiniertes Team die Bearbeitung von geschmiedeten Blöcken. Unser Standard liegt bei 7-10 Arbeitstagen, wodurch sichergestellt wird, dass Sie die exakte Passform für Ihren Rohrleitungskörper erhalten.
