
Una guida ingegneristica esaustiva per massimizzare l'efficienza del trasferimento di calore, orientarsi tra alternative chimiche e non chimiche e implementare un'automazione intelligente per proteggere le vostre apparecchiature multimilionarie in impianti HVAC, centri dati, processi chimici, produzione di energia e trattamento delle acque.
Che cos'è un sistema di trattamento dell'acqua delle torri di raffreddamento?
Nell'ampio regno della produzione industriale, della lavorazione petrolchimica, della produzione di energia su larga scala, dei centri dati su vasta scala, degli impianti di trattamento delle acque municipali e delle massicce installazioni commerciali HVAC, la torre di raffreddamento è universalmente riconosciuta come il "polmone industriale" dell'intera struttura. Questi monumentali dispositivi di smaltimento del calore sono responsabili della dissipazione di milioni di British Thermal Units (BTU) di calore residuo nell'atmosfera ogni singola ora.
Tuttavia, senza una progettazione meticolosa e un funzionamento continuo sistema di trattamento dell'acqua della torre di raffreddamentoQuesto organo vitale si deteriora rapidamente, portando l'intera rete termica a un catastrofico arresto. Un sistema di trattamento dell'acqua delle torri di raffreddamento industriali non è semplicemente un insieme di tubi e fusti chimici. Si tratta di un ecosistema altamente complesso e completamente automatizzato che comprende unità di filtrazione laterale avanzate, stazioni di dosaggio di prodotti chimici di precisione, sensori di monitoraggio analitico in tempo reale e valvole di sfiato automatiche altamente reattive. La sua missione finale va ben oltre il concetto troppo semplice di "pulizia dell'acqua". Il suo vero scopo operativo è proteggere l'ingente spesa di capitale (CAPEX) dei vostri refrigeratori centrifughi, scambiatori di calore in titanio e apparecchiature di processo critiche, controllando strettamente la chimica del fluido all'interfaccia microscopica di trasferimento del calore.
Per capire perché si tratta di un requisito ingegneristico non negoziabile e non di una voce di manutenzione opzionale, è necessario comprendere a fondo la termodinamica dell'"Effetto di concentrazione" e le rigorose equazioni del bilancio di massa di un circuito di raffreddamento a ricircolo aperto. Quando una torre di raffreddamento funziona, respinge il calore dell'edificio o del processo facendo evaporare l'acqua nell'atmosfera. La termodinamica del calore latente di vaporizzazione impone che per ogni 1.000 BTU di calore respinto, circa un chilo di acqua deve essere fisicamente evaporato.
Quando questo vapore acqueo puro lascia la torre ed entra nell'atmosfera, lascia dietro di sé 100% di minerali disciolti, silice, sali pesanti e detriti aerodispersi nell'acqua del bacino rimanente. Senza un intervento meccanico e chimico dinamico, questo fluido circolante si trasforma rapidamente da acqua di rubinetto benigna in una "salamoia" altamente concentrata, chimicamente aggressiva, corrosiva e fortemente incrostante. Un protocollo completo di trattamento dell'acqua di raffreddamento agisce esattamente come una macchina per la dialisi continua dell'infrastruttura HVAC. Lavora senza sosta 24 ore su 24, 7 giorni su 7, filtrando i solidi sospesi, bilanciando chimicamente il pH e l'alcalinità e spurgando continuamente questo fluido tossico per mantenere un rigoroso stato di equilibrio termodinamico. La mancata applicazione di questo principio comporta un grave tributo alle operazioni dell'impianto, innescando le tre modalità principali di guasto meccanico catastrofico: incrostazioni minerali, corrosione elettrochimica e gravi incrostazioni microbiologiche.
Le minacce invisibili: Approfondimento su incrostazioni, corrosione e incrostazioni biologiche
Prima di addentrarsi nell'anatomia meccanica e nell'hardware specifico dell'apparecchiatura di trattamento dell'acqua, gli ingegneri e i gestori degli impianti devono definire chiaramente le tre inevitabilità fisiche e chimiche che determinano i processi di trattamento dell'acqua delle torri di raffreddamento. Ignorare queste minacce persistenti trasforma un ciclo termodinamico altamente efficiente in una passività che divora energia. La complessa interazione tra dinamica dei fluidi, contaminazione atmosferica e chimica acquosa crea un ambiente volatile in cui la mancata gestione proattiva di una singola variabile innesca inevitabilmente un guasto a cascata nell'intero sistema meccanico.

Scaglie minerali: L'isolante termico per eccellenza
L'incrostazione è un processo di precipitazione che si verifica quando la concentrazione di minerali disciolti, principalmente carbonato di calcio (CaCO), si riduce.3), solfato di calcio (CaSO4), silicato di magnesio e silice (SiO2) - supera i limiti naturali di solubilità e precipita fuori dalla matrice acquosa, cristallizzando direttamente sulle superfici calde di scambio termico. A differenza della maggior parte delle sostanze solubili che si sciolgono più facilmente in acqua calda, il carbonato di calcio presenta una proprietà fisica unica nota come solubilità inversa. Ciò significa che diventa meno solubile all'aumentare della temperatura dell'acqua. Questa caratteristica termodinamica critica è il motivo per cui le parti più calde del sistema, in particolare le pareti interne dei tubi del condensatore del refrigeratore, sono sempre le prime a soffrire di gravi incrostazioni minerali.
Le incrostazioni di silice sono particolarmente temute dai tecnici del trattamento delle acque industriali. Mentre le incrostazioni di base di carbonato di calcio possono spesso essere sciolte e lavate via con la normale pulizia con acidi delicati (come i lavaggi con acido solfammico o citrico), le incrostazioni di silice formano un rivestimento denso e duro, simile al vetro, chimicamente inerte alla maggior parte degli acidi di pulizia standard. Una volta che la silice si deposita su uno scambiatore di calore, spesso è necessario un trattamento con acido fluoridrico altamente pericoloso o una perforazione meccanica distruttiva per rimuoverla, minacciando gravemente l'integrità dei tubi di rame.
Per prevedere matematicamente questa tendenza a scalare, l'industria si affida a indici termodinamici calcolati, prevalentemente il Indice di saturazione di Langelier (LSI) e l'indice di stabilità Ryznar (RSI). L'LSI è un'equazione complessa che tiene conto di pH, temperatura, solidi totali disciolti (TDS), alcalinità totale e durezza del calcio dell'acqua. Un valore LSI perfettamente pari a 0,0 indica un'acqua perfettamente bilanciata, né calcarea né corrosiva. Un LSI negativo indica un'acqua aggressiva e corrosiva. Un LSI positivo indica una forte spinta termodinamica alla precipitazione del carbonato di calcio e alla formazione di incrostazioni.
Nelle moderne pratiche di ingegneria ad alta efficienza, i gestori degli impianti non mirano a un LSI pari a 0,0. Si punta invece a mantenere un LSI leggermente superiore allo zero (in genere da +0,5 a +2,0). Questo ambiente leggermente calcareo fornisce un microscopico strato passivante protettivo di carbonato di calcio sul metallo grezzo, proteggendolo dalla corrosione. Tuttavia, questa strategia ad alta sollecitazione deve essere rigorosamente eseguita in combinazione con disperdenti polimerici avanzati. Questi disperdenti specializzati in poliacrilato e fosfonato modificano chimicamente la crescita del reticolo cristallino delle incrostazioni. Grazie all'ostacolo sterico e alla repulsione di carica, impediscono ai microscopici cristalli di calcio di agglomerarsi e di aderire alle pareti del tubo del condensatore, mantenendoli in modo sicuro in sospensione nel fluido sfuso fino a quando non possono essere rimossi tramite la valvola di scarico automatica.
L'impatto finanziario di un mancato controllo delle incrostazioni minerali è brutale e immediato. Le incrostazioni minerali sono un eccezionale isolante termico, con una conducibilità termica che è una frazione di quella del rame o dell'acciaio. Uno strato microscopico di incrostazioni, dello spessore di appena un millimetro, agisce come una coperta termica, costringendo il compressore del refrigeratore a lavorare esponenzialmente di più per respingere lo stesso carico termico. Questo fa aumentare in modo significativo la "temperatura di approccio" del condensatore e distrugge in modo permanente il coefficiente di prestazione (COP) del refrigeratore, portando a bollette elettriche devastanti.
Corrosione: L'implacabile distruttore di beni
Mentre le incrostazioni riducono drasticamente l'efficienza termica e gonfiano gli OPEX, la corrosione incontrollata rappresenta una minaccia molto più grave: distrugge in modo permanente l'integrità fisica dell'apparecchiatura (CAPEX). L'acqua di raffreddamento, soprattutto se altamente ossigenata dalla violenta azione a cascata all'interno dei mezzi di riempimento della torre di raffreddamento, agisce come un elettrolita estremamente aggressivo. Questo fluido altamente conduttivo crea la tempesta perfetta per molteplici forme di degrado del metallo, tra cui la corrosione galvanica, la vaiolatura localizzata, la corrosione interstiziale e l'assottigliamento uniforme generalizzato.
La corrosione nei sistemi di raffreddamento industriali è, fondamentalmente, un complesso processo elettrochimico. Comporta il trasferimento di elettroni da una superficie metallica all'altra, facilitato dall'acqua conduttrice. Le reazioni anodiche e catodiche delle semicelle intaccano sistematicamente le costose pareti delle tubazioni. Nel sito anodico, il metallo puro (come il ferro o il rame) si ossida e si dissolve nell'acqua come ioni positivi, lasciando dietro di sé degli elettroni. Questi elettroni viaggiano attraverso il metallo fino al sito catodico, dove in genere riducono l'ossigeno disciolto in ioni idrossido. Il flusso costante di questa microscopica corrente elettrica dissolve letteralmente le apparecchiature dall'interno.
Inoltre, i sistemi costruiti con più metalli devono affrontare il grave pericolo di corrosione galvanica. Quando metalli dissimili, come i tubi dello scambiatore di calore in rame e le tubature di distribuzione in acciaio al carbonio, sono collegati elettricamente in presenza dell'elettrolita dell'acqua di raffreddamento, il metallo meno nobile (l'acciaio al carbonio) diventa l'anodo e si corrode a una velocità violentemente accelerata per proteggere il metallo più nobile (il rame).
Le torri di raffreddamento costruite con acciaio zincato devono affrontare una minaccia elettrochimica unica, nota come "ruggine bianca". Si tratta di un rapido e catastrofico esaurimento del rivestimento protettivo di zinco, in genere causato dal funzionamento della torre appena installata con un pH costantemente superiore a 8,2 o con un'alcalinità insufficiente durante la fase critica di passivazione iniziale. Se lo strato di zinco viene rimosso, l'acciaio dolce sottostante è esposto all'acqua ricca di ossigeno, con conseguente rapido guasto del sistema.
Se queste complesse reazioni elettrochimiche non sono controllate dall'applicazione precisa di inibitori della corrosione anodica e catodica (come molibdati, ortofosfati, nitriti o composti di zinco specializzati), la corrosione localizzata da pitting può penetrare nella parete di un tubo condensatore in rame standard nel giro di pochi mesi. La vaiolatura è particolarmente pericolosa perché concentra l'intero attacco corrosivo su un'area microscopica, perforando rapidamente il metallo. Questo porta a una catastrofica contaminazione incrociata tra l'acqua di raffreddamento e il refrigerante a circuito chiuso, a una massiccia perdita di refrigerante nell'atmosfera, a tempi di fermo imprevisti e alla sostituzione prematura di apparecchiature per centinaia di migliaia, se non milioni, di dollari.
Incrostazioni biologiche: Un amplificatore insidioso e silenzioso
Le torri di raffreddamento rappresentano l'ambiente perfetto per la proliferazione microbiologica. Sono calde, costantemente umide, altamente ossigenate e fortemente cariche di nutrienti organici prelevati direttamente dall'aria ambiente (come polvere, polline, escrementi di uccelli e scarichi industriali). In questo bioreattore industriale ideale, i batteri, le alghe, i protozoi e i funghi presenti nell'aria prosperano in modo esponenziale, formando rapidamente comunità biologiche dense e viscide, note come biofilm, su tutte le superfici bagnate del sistema.
Il biofilm è probabilmente la minaccia più insidiosa e difficile da trattare in qualsiasi sistema di raffreddamento dell'acqua. I batteri vivi secernono una matrice collosa e appiccicosa chiamata Sostanze Polimeriche Extracellulari (EPS). Questo strato di melma EPS fissa saldamente la colonia batterica alle pareti del tubo e agisce come uno scudo impenetrabile contro i trattamenti chimici standard. Le proprietà di isolamento termico di questo biofilm sono catastrofiche; poiché il biofilm è composto per lo più da acqua stagnante intrappolata nella matrice EPS, la sua resistenza termica è fino a quattro volte peggiore di uno spessore equivalente di incrostazioni di carbonato di calcio. Un condensatore sporcato da biofilm vedrà la sua efficienza crollare quasi da un giorno all'altro.
Inoltre, il biofilm crea un ambiente altamente pericoloso per la corrosione localizzata. Quando il biofilm si ispessisce, l'ossigeno non riesce a penetrare negli strati inferiori che toccano il tubo metallico. Si crea così un microambiente anaerobico (privo di ossigeno) in cui iniziano a prosperare batteri specializzati, in particolare i batteri che riducono i solfati (SRB). Gli SRB consumano i solfati presenti nell'acqua ed espellono idrogeno solforato come sottoprodotto metabolico. Questo gas altamente tossico e acido reagisce con il ferro delle tubature, causando una corrosione estremamente aggressiva e rapida influenzata da microbi (MIC). Questi micro-ambienti acidi localizzati possono scavare senza sforzo buchi massicci nell'acciaio al carbonio standard, nel rame e persino nell'acciaio inossidabile 316L altamente resistente.
Pertanto, i servizi completi di trattamento dell'acqua delle torri di raffreddamento non considerano il controllo biologico come un obiettivo secondario. Un controllo microbiologico aggressivo e in più fasi è prioritario non solo per mitigare i gravi rischi per la salute pubblica degli agenti patogeni aerodispersi, ma anche come pilastro fondamentale per la conservazione a lungo termine delle risorse e l'efficienza energetica.
Anatomia di un sistema di trattamento dell'acqua delle torri di raffreddamento
La trasformazione dell'acqua grezza comunale, di pozzo o di superficie in un mezzo di trasferimento del calore stabile richiede un approccio meccanico altamente sequenziale e fortemente automatizzato. L'equazione fondamentale del bilancio di massa di qualsiasi circuito di raffreddamento è: Trucco = Evaporazione + Blowdown + Deriva + Perdite del sistema. Decostruiamo il sistema nei suoi blocchi funzionali principali, passando dal punto di ingresso del fluido al punto di scarico automatico.
Acqua di reintegro e fasi di pre-trattamento
Ogni singolo gallone di acqua evaporata dalla torre di raffreddamento deve essere immediatamente sostituito da "acqua di reintegro". L'esatto profilo chimico di quest'acqua in entrata, in particolare il suo durezza calcio/magnesio, concentrazione di silice, alcalinità totale, metalli pesanti e livelli iniziali di pH. - fondamentalmente detta l'intera strategia di trattamento a valle e il budget per l'acquisto di prodotti chimici. Il pretrattamento è la prima linea di difesa. Ignorare il profilo olistico dell'acqua di reintegro e acquistare miscele di prodotti chimici "standard" è la causa più comune di guasti catastrofici del sistema.

Nelle regioni afflitte da acqua eccezionalmente dura (ad alto contenuto di calcio/magnesio), vengono spesso utilizzati addolcitori d'acqua industriali che utilizzano resine a scambio ionico a base di sodio. Questi enormi serbatoi in vetroresina eliminano fisicamente il calcio dall'acqua di reintegro prima che questa entri nel circuito di raffreddamento. In alternativa, per fonti d'acqua estremamente difficili o per obiettivi di scarico a liquido zero, si possono utilizzare sistemi a osmosi inversa (RO). Rimuovendo proattivamente questi minerali "rocciosi" all'ingresso, si riduce drasticamente il ricorso a costosi inibitori chimici a valle. Inoltre, ciò consente alla torre di raffreddamento di funzionare in sicurezza con cicli di concentrazione significativamente più elevati senza temere la precipitazione improvvisa di minerali.
La stazione di dosaggio dei prodotti chimici e il pannello di automazione
Il vero cervello operativo delle moderne soluzioni per torri di raffreddamento risiede nel pannello di automazione basato su PLC (Programmable Logic Controller). Affidarsi allo scarico manuale dei prodotti chimici tramite secchi è una pericolosa reliquia del passato che garantisce oscillazioni selvagge della chimica dell'acqua, sprechi di prodotti chimici e fioriture biologiche altamente pericolose. I sistemi avanzati di oggi utilizzano sofisticate sonde analitiche in linea per monitorare il pH, la conducibilità e il potenziale di ossidoriduzione (ORP) in modo continuo, 24 ore su 24, 7 giorni su 7, 365 giorni all'anno.
I sensori ORP fungono da radar attivo del sistema, misurando dinamicamente l'effettiva forza sanificante dell'acqua in millivolt (mV), anziché calcolare alla cieca il volume di prodotto chimico iniettato. Questi pannelli di automazione controllano skid di alimentazione chimica a tre pompe di precisione utilizzando una logica di controllo PID (Proporzionale-Integrale-Derivativo) avanzata. In questo modo, si evitano pericolosi superamenti o sottovalutazioni dei setpoint chimici.
Poiché gli organismi microbiologici sono altamente adattivi, un protocollo chimico robusto per le torri di raffreddamento richiede assolutamente un "dosaggio alternato degli shock". Ciò implica l'utilizzo del pannello di automazione per alternare un dosaggio primario ad azione rapida con uno ad azione rapida. biocida ossidante (come l'ipoclorito di sodio, il bromo o il biossido di cloro) che ossida e brucia letteralmente le pareti delle cellule, e una sostanza secondaria biocida non ossidante (come l'isotiazolinone, la glutaraldeide o il DBNPA) che alterano il metabolismo interno e le capacità riproduttive dei batteri. Questo duplice attacco scaglionato impedisce alle colonie batteriche di sviluppare l'immunità genetica e di formare super ceppi resistenti.
Valvole di scarico automatizzate: Il collo di bottiglia dell'esecuzione
Quando l'acqua pura evapora, i minerali disciolti rimasti si concentrano in modo esponenziale. Per evitare la sovrasaturazione e l'insorgere di fenomeni di incrostazione massiccia, è necessario scaricare continuamente o periodicamente nello scarico una parte di quest'acqua altamente concentrata, un processo critico noto come "blowdown" o "bleed-off". Il pannello di automazione attiva questa sequenza in base a soglie di conducibilità rigorose di microSiemens (µS/cm), segnalando l'apertura di una valvola.
Tuttavia, l'algoritmo chimico più sofisticato e il controllore PLC di fascia alta sono completamente inutili se l'esecuzione meccanica si guasta a livello del tubo. È qui che entra in gioco l'importanza cruciale della valvola di controllo automatica. Se si utilizza un'elettrovalvola generica in ottone di bassa qualità o una valvola a saracinesca manuale ad azione lenta, è inevitabile che rimanga parzialmente aperta a causa dell'accumulo di particolato, delle incrostazioni o della corrosione dovuta agli ossidanti. Per gestire le alte concentrazioni di ossidanti aggressivi, cloruri corrosivi e forti Solidi Totali Sospesi (TSS) tipiche degli scenari di blowdown, le migliori pratiche di ingegneria industriale impongono l'uso esclusivo di valvole robuste. valvole a sfera con attacco a V ad azionamento pneumatico o valvole a farfalla ad alte prestazioni rivestite in teflon. Una valvola che non si chiude con assoluta e verificabile precisione a perdita zero provoca un continuo spurgo di sostanze chimiche. In questo modo, i costosissimi prodotti chimici per il trattamento dell'acqua vengono scaricati direttamente nello scarico, distruggendo definitivamente il ROI calcolato.
Padronanza della filtrazione a flusso laterale per la massima efficienza
Molti responsabili di impianti considerano erroneamente la filtrazione a flusso laterale come un lusso opzionale, spesso la prima voce da tagliare durante l'ingegneria del valore (VE) del progetto iniziale. In realtà, si tratta di un meccanismo vitale e non negoziabile di risparmio energetico e riduzione delle sostanze chimiche per qualsiasi circuito di raffreddamento superiore a 500 tonnellate. Le torri di raffreddamento, per loro stessa concezione, agiscono come enormi depuratori d'aria atmosferica. Ogni anno aspirano centinaia di chili di polvere, polline, insetti e scarichi industriali presenti nell'aria. Questo carico di solidi sospesi totali (TSS) si deposita inevitabilmente nelle aree a bassa velocità del bacino della torre, creando un fango denso e ricco di nutrienti.

Un filtro laterale correttamente dimensionato (come un separatore centrifugo o un filtro a sabbia ad alta efficienza) preleva continuamente da 5% a 10% dell'acqua totale in circolazione, rimuove fisicamente le particelle in sospensione fino a 5-10 micron e restituisce l'acqua pulita al circuito. Perché questo è importante per l'OPEX? I solidi in sospensione consumano quantità massicce di biocidi ossidanti. Se l'acqua è sporca, i costosi prodotti chimici attaccano lo sporco inerte invece dei batteri vivi. Rimuovendo fisicamente la sporcizia, si elimina completamente il "porto sicuro" in cui si nascondono i batteri, migliorando drasticamente l'efficacia dei biocidi, proteggendo le delicate guarnizioni delle valvole e le giranti delle pompe da gravi abrasioni e, in definitiva, riducendo i costi annuali di approvvigionamento dei prodotti chimici fino a 30%.
Trattamento chimico e non chimico: Un confronto ingegneristico pragmatico
Il dibattito ingegneristico in corso tra gli inibitori chimici tradizionali e i metodi di trattamento fisico (non chimico) emergenti richiede una valutazione brutalmente obiettiva. Gli ingegneri devono adattare perfettamente la tecnologia ai vincoli ambientali specifici del sito, ai limiti di scarico delle acque reflue municipali, ai CAPEX disponibili e agli obiettivi di sostenibilità aziendale.
| Tipo di tecnologia | CAPEX iniziale | OPEX e manutenzione | Impatto ambientale | Limitazioni critiche e applicazioni ideali |
|---|---|---|---|---|
| Chimica tradizionale (Disperdenti polimerici, biocidi, inibitori) |
Basso | Alto (acquisti continui di prodotti chimici, logistica di consegna, rischi di manipolazione manuale) | Elevato (scarichi tossici, limiti comunali severi per i metalli pesanti e il fosforo) | Limitazione: Pesante controllo normativo e responsabilità. Ideale: Edifici commerciali standard, siti con budget di capitale iniziale estremamente basso. |
| Sistemi elettrolitici (Elettrocoagulazione / Precipitazione) |
Alto | Medio (pulizia/sostituzione periodica degli elettrodi, consumo di energia elettrica sostenuto) | Molto basso (zero tossine sintetiche aggiunte) | Limitazione: Costo iniziale elevato, richiede una conducibilità di base relativamente costante per funzionare. Ideale: Centri dati su larga scala, edifici verdi LEED Platinum che puntano a scarichi municipali sicuri. |
| Sistemi UV/Ozono (Sradicamento fisico) |
Medio-alto | Media (sostituzione annuale delle lampadine, consumo di energia elettrica sostenuto) | Basso (zero residui chimici o tossicità del blowdown) | Limitazione: Nessuna protezione residua nella rete di tubazioni. Il biofilm può formarsi facilmente nelle gambe morte. Ideale: Deve essere abbinato a un biocida chimico secondario per una protezione completa. |
Il difetto fatale dei sistemi UV/Ozono puri
Sebbene la luce ultravioletta (UV) e la generazione di ozono siano tecnologie eccezionali, di livello ospedaliero, in grado di eradicare i batteri nell'esatto punto di contatto (all'interno della camera del reattore chiuso), esse presentano un difetto ingegneristico fatale quando vengono utilizzate come soluzioni autonome in sistemi industriali estesi: non forniscono assolutamente alcuna protezione residua in tutti i chilometri di tubazioni di un impianto. L'acqua perfettamente sterile che esce dalla camera UV può facilmente ricontaminarsi in modo critico quando raggiunge una "gamba morta" a basso flusso o uno scambiatore di calore remoto dove il biofilm si è già insediato. Per utilizzare in modo sicuro i raggi UV o l'ozono, i tecnici devono comunque integrare il sistema fisico con un residuo chimico di basso livello (come un'alimentazione continua di cloro leggero) per proteggere le estremità distali del circuito di raffreddamento.
Alternative elettrolitiche emergenti
I sistemi elettrolitici avanzati offrono un approccio fisico olistico sia al controllo delle incrostazioni che a quello biologico. Facendo passare l'acqua di raffreddamento attraverso una camera di reattori a corrente continua (DC), questi sistemi costringono il calcio e il magnesio a precipitare in modo innocuo su un catodo (creando un ambiente localizzato ad alto pH sulla superficie del metallo), generando contemporaneamente specie reattive dell'ossigeno (ROS) e cloro libero dai cloruri presenti naturalmente all'anodo per uccidere i batteri. Poiché non vengono aggiunte sostanze chimiche sintetiche altamente tossiche, l'acqua di scarico è generalmente esente da severe sanzioni per gli scarichi tossici.
(Nota ingegneristica fondamentale: nonostante sia molto pubblicizzata come "priva di sostanze chimiche", l'acqua di scarico elettrolitica è ancora altamente concentrata con sali disciolti naturali, cloruri ed elevata alcalinità. Deve essere convogliata in modo sicuro nella rete fognaria comunale. Senza passare attraverso un impianto di desalinizzazione RO, l'acqua di scarico elettrolitica non deve assolutamente essere utilizzata per l'irrigazione del paesaggio, poiché l'elevata salinità distruggerà rapidamente la meccanica del suolo e ucciderà tutte le piante).
Conformità alla legionella e allo standard ASHRAE 188
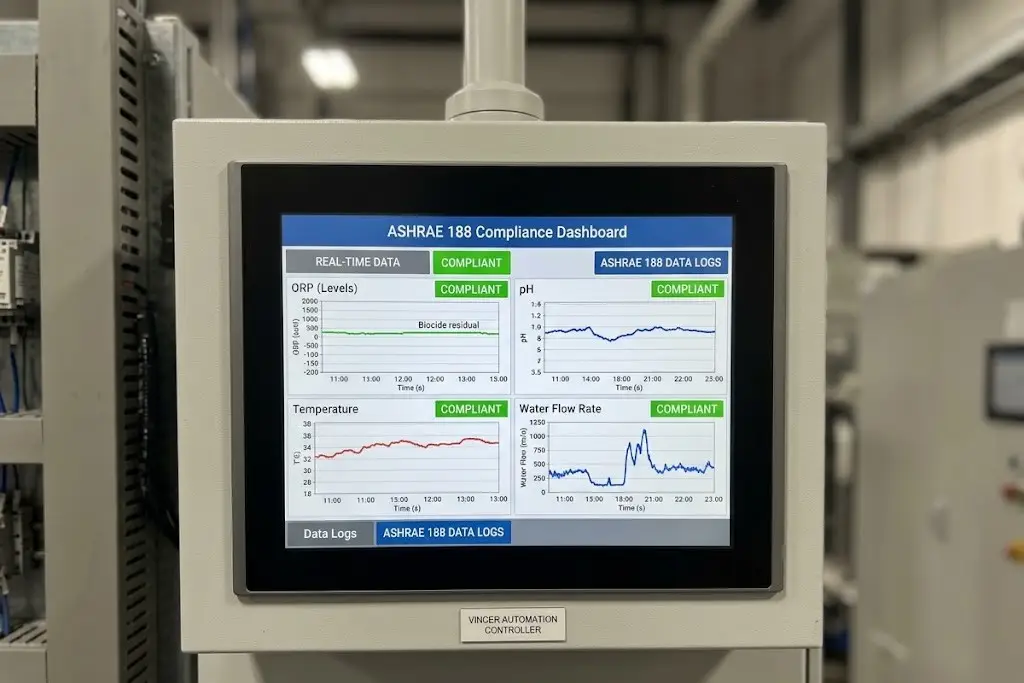
Quando una torre di raffreddamento è in funzione, i massicci ventilatori a corrente indotta rilasciano nell'atmosfera una sottile nebbia di gocce d'acqua (nota come deriva). Se l'acqua del bacino è contaminata dal batterio Legionella pneumophilaQuesta deriva diventa un sistema di trasporto altamente efficace e armato per la legionellosi (una forma grave e spesso mortale di polmonite), in grado di infettare individui vulnerabili a chilometri di distanza, a seconda dell'andamento dei venti e dell'umidità. La pubblicazione del Standard ASHRAE 188 (Legionellosi: gestione del rischio per i sistemi idrici degli edifici) ha stabilito la linea di base definitiva e giuridicamente vincolante per la cura degli impianti idrici degli edifici commerciali e industriali.
La conformità alla norma ASHRAE 188 non è più un suggerimento di best practice, ma una questione di responsabilità legale che richiede un piano di gestione dell'acqua (WMP) completo e vivo, personalizzato da un team di esperti. Questo WMP deve includere un diagramma di flusso di processo dettagliato, un'analisi rigorosa dei rischi, funzionalità di dosaggio continuo automatizzato dei biocidi e una registrazione digitale rigorosa e inalterabile dei parametri dell'acqua. Nel caso di un focolaio municipale riconducibile a un impianto, i proprietari di edifici senza registri digitali automatizzati che dimostrino livelli costanti di ORP e residui di biocidi rischiano un'esposizione legale catastrofica, cause per negligenza multimilionarie e danni alla reputazione gravi e irreversibili. I registri manuali scarabocchiati a matita dal personale di manutenzione non sono più difendibili nelle moderne aule di tribunale.
Calcolo del ROI: Come un trattamento adeguato riduce gli OPEX
Per ottenere il budget di capitale per un sistema di alimentazione chimica e di automazione delle torri di raffreddamento all'avanguardia è necessario parlare il linguaggio finanziario dei dirigenti. Ciò avviene attraverso metriche concrete e verificabili di conservazione dell'acqua e profondi guadagni di efficienza energetica.
Ottimizzare i cicli di concentrazione (COC) per risparmiare acqua
Il rapporto "Cicli di concentrazione" (COC) determina l'efficienza complessiva dell'acqua dell'intero circuito di raffreddamento. È definito matematicamente come il rapporto tra i solidi disciolti nell'acqua di scarico e i solidi disciolti nell'acqua di reintegro. La formula ingegneristica per il calcolo delle perdite d'acqua è la seguente:
Si consideri una torre di raffreddamento da 1.000 tonnellate che opera a pieno carico in un clima caldo, evaporando circa 30 galloni al minuto (GPM). Se un cattivo trattamento dell'acqua, la mancanza di automazione o il timore di incrostazioni vi costringono a operare con un COC conservativo di 2,0, il volume di blowdown è esattamente uguale al volume di evaporazione (30 GPM nello scarico). L'aggiornamento a un sistema di dosaggio automatico di precisione con disperdenti polimerici avanzati consente di operare in modo sicuro e stabile a un COC di 4,0 o 5,0. Passando da cicli di 2,0 a 4,0, il blowdown scende da 30 GPM a soli 10 GPM. Si riduce matematicamente il volume del blowdown - e i relativi sovrapprezzi per le acque reflue municipali e i costi per il reintegro chimico - di un'impressionante quantità di acqua. 66%.
Prevenire l'incrostazione dei tubi dei refrigeratori per risparmiare enormi costi energetici
Per quanto impressionante sia l'enorme risparmio di acqua, in realtà impallidisce rispetto al risparmio elettrico ottenuto con il refrigeratore centrifugo. Consideriamo un refrigeratore standard da 1.000 tonnellate che opera a una tariffa elettrica commerciale prudente di $0,12/kWh. Un microscopico strato di scaglie di appena 0,5 mm (0,02 pollici) all'interno dei tubi del condensatore agisce come una potente barriera termica, aumentando la temperatura di avvicinamento e riducendo l'efficienza complessiva del trasferimento di calore di circa 10%.
Nell'arco di un tipico anno di funzionamento a carico pesante (circa 4.000 ore), questo singolo mezzo millimetro di scala si traduce in oltre $22.000 di costi di pura energia sprecata all'anno. L'elettricità sprecata in soli sei mesi di funzionamento di un refrigeratore scalare è più che sufficiente per finanziare completamente l'acquisto e l'installazione di un sistema di sensori e dosaggi di precisione di alta qualità e completamente automatizzato. L'aggiornamento del trattamento dell'acqua non è una fastidiosa spesa di manutenzione, ma la strategia di riduzione dell'energia a più alto rendimento disponibile in una struttura commerciale.
Il tallone d'Achille dell'esecuzione: Perché le valvole automatiche ad alta precisione determinano il successo del trattamento
È possibile progettare meticolosamente l'algoritmo chimico perfetto, installare controllori PLC di livello militare, impiegare i migliori consulenti per il trattamento dell'acqua e procurarsi biocidi su misura della massima qualità. Tuttavia, l'intero sistema di gestione termica da milioni di dollari fallirà completamente se le sue "mani e piedi" - le valvole di controllo dei fluidi - sono inadeguate. Mettere insieme un sistema utilizzando valvole manuali generiche e lente o elettrovalvole in ottone a basso costo garantisce una miscelazione chimica scadente, tempi di inattività per la manutenzione e le perdite croniche di blowdown menzionate in precedenza.
È qui che la scelta di un partner intelligente e di livello industriale per le valvole diventa la chiave di volta dell'affidabilità del sistema. Nell'ambiente volatile e ad alto rischio del dosaggio automatico di sostanze chimiche e delle sequenze di scarico altamente concentrate, la durata meccanica e i valori precisi del coefficiente di flusso (Cv) sono tutto. Servono valvole in grado di gestire improvvise cadute di pressione, ossidanti altamente corrosivi e solidi in sospensione abrasivi, senza vacillare o degradarsi per migliaia di cicli.
VINCER opera a livello mondiale come fornitore leader di soluzioni di valvole automatiche intelligenti progettate specificamente per questi ambienti di controllo dei fluidi severi. Quando si ha a che fare con biocidi ossidanti e aggressivi e con fluidi di scarico pesanti come le incrostazioni, le valvole ad azionamento pneumatico ed elettrico di VINCER offrono eccezionali prestazioni anti-inceppamento e garantiscono ANSI Classe VI a tenuta zero. Questa tenuta bidirezionale e senza compromessi garantisce di non disperdere mai nello scarico acqua trattata chimicamente e costosa a causa di una sede della valvola usurata o sporca.
Oltre alle prestazioni hardware, VINCER elimina gli incubi dell'integrazione per i costruttori di apparecchiature (OEM) e gli appaltatori EPC. Grazie a un'impareggiabile analisi ingegneristica a 8 dimensioni (che valuta rigorosamente il fluido, la temperatura, la pressione, lo standard di connessione, il metodo di controllo, il materiale, le caratteristiche del settore e i vincoli spaziali), VINCER garantisce l'esatta corrispondenza dell'applicazione alla chimica dell'acqua specifica. Inoltre, VINCER fornisce un'ampia Disegni tecnici 2D/3D per adattarsi perfettamente ai progetti di skid modulari compatti. Sostenuta dalle certificazioni ISO9001, CE, SIL e FDA, con tempi di consegna rapidi (7-10 giorni per gli ordini standard, 30 giorni per le personalizzazioni più complesse), VINCER garantisce che l'esecuzione meccanica sia impeccabile e affidabile come la chimica dell'acqua.
