
Una guía exhaustiva de ingeniería para maximizar la eficiencia de la transferencia de calor, navegar por las alternativas químicas frente a las no químicas y desplegar una automatización inteligente para proteger sus equipos multimillonarios en instalaciones de climatización, centros de datos, procesamiento químico, generación de energía y tratamiento de aguas.
¿Qué es un sistema de tratamiento de agua para torres de refrigeración?
En el extenso ámbito de la fabricación industrial, el procesamiento petroquímico, la generación de energía a gran escala, los centros de datos a hiperescala, las instalaciones municipales de tratamiento de aguas y las instalaciones comerciales masivas de climatización, la torre de refrigeración es universalmente reconocida como el "pulmón industrial" de toda la instalación. Estos monumentales dispositivos de rechazo de calor son responsables de disipar millones de unidades térmicas británicas (BTU) de calor residual a la atmósfera cada hora.
Sin embargo, sin una ingeniería meticulosa y un funcionamiento continuo... sistema de tratamiento del agua de la torre de refrigeraciónSin embargo, este órgano vital se deteriora rápidamente, provocando una parada catastrófica de toda la red térmica. En esencia, el sistema de tratamiento de agua de una torre de refrigeración industrial no es un mero conjunto de tuberías y bidones de productos químicos. Es un ecosistema muy complejo y totalmente automatizado que comprende unidades avanzadas de filtración de flujo lateral, estaciones de dosificación de productos químicos de precisión, sensores de control analítico en tiempo real y válvulas de purga automatizadas de gran capacidad de respuesta. Su misión última va mucho más allá del concepto simplista de simplemente "limpiar el agua". Su verdadero propósito operativo es proteger el enorme gasto de capital (CAPEX) de sus enfriadoras centrífugas, intercambiadores de calor de titanio y equipos de proceso críticos mediante el control estricto de la química de fluidos en la interfaz microscópica de transferencia de calor.
Para entender por qué se trata de un requisito de ingeniería no negociable en lugar de una partida de mantenimiento opcional, hay que comprender a fondo la termodinámica del "efecto de concentración" y las rigurosas ecuaciones de equilibrio de masas de un circuito de refrigeración de recirculación abierto. Cuando funciona una torre de refrigeración, expulsa el calor del edificio o del proceso evaporando agua a la atmósfera. La termodinámica del calor latente de vaporización dicta que por cada 1.000 BTU de calor rechazado, debe evaporarse físicamente aproximadamente una libra de agua.
Cuando este vapor de agua pura abandona la torre y entra en la atmósfera, deja atrás 100% de los minerales disueltos, sílice, sales pesadas y residuos aerotransportados lavados en el agua restante de la cuenca. Sin una intervención mecánica y química dinámica, este fluido circulante se transforma rápidamente de agua del grifo benigna en una "salmuera" altamente concentrada, químicamente agresiva, corrosiva y fuertemente incrustante. Un protocolo integral de tratamiento del agua de refrigeración actúa exactamente como una máquina de diálisis continua para su infraestructura de climatización. Trabaja sin descanso 24 horas al día, 7 días a la semana, filtrando los sólidos en suspensión, equilibrando químicamente el pH y la alcalinidad, y purgando continuamente este fluido tóxico para mantener un estricto estado de equilibrio termodinámico. Si esto no se lleva a cabo, el funcionamiento de las instalaciones se verá gravemente afectado y se desencadenarán los tres modos principales de fallo mecánico catastrófico: incrustación mineral, corrosión electroquímica y ensuciamiento microbiológico grave.
Las amenazas invisibles: La descamación, la corrosión y las incrustaciones biológicas
Antes de sumergirse en la anatomía mecánica y el hardware específico del propio equipo de tratamiento de agua, los ingenieros y los operadores de las instalaciones deben definir claramente las tres inevitabilidades físicas y químicas distintas que dictan los procesos de tratamiento del agua de las torres de refrigeración. Ignorar estas amenazas persistentes transforma un bucle termodinámico altamente eficiente en un pasivo devorador de energía. La compleja interacción entre la dinámica de fluidos, la contaminación atmosférica y la química acuosa crea un entorno volátil en el que el fracaso en la gestión proactiva de una sola variable desencadena inevitablemente un fallo en cascada en todo el sistema mecánico.

Escamas minerales: El aislante térmico definitivo
La incrustación es un proceso de precipitación que se produce cuando la concentración de minerales disueltos -principalmente carbonato cálcico (CaCO3), sulfato de calcio (CaSO4), silicato de magnesio y sílice (SiO2) - supera sus límites naturales de solubilidad y precipita fuera de la matriz acuosa, cristalizando directamente sobre las superficies calientes de intercambio de calor. A diferencia de la mayoría de las sustancias solubles, que se disuelven más fácilmente en agua caliente, el carbonato cálcico presenta una propiedad física única conocida como solubilidad inversa. Esto significa que se vuelve menos soluble a medida que aumenta la temperatura del agua. Esta peculiaridad termodinámica crítica es precisamente la razón por la que las partes más calientes de su sistema, concretamente las paredes internas de los tubos del condensador de su enfriadora, son siempre las primeras en sufrir una incrustación mineral grave.
Las incrustaciones de sílice son especialmente temidas por los ingenieros de tratamiento de aguas industriales. Mientras que las incrustaciones básicas de carbonato cálcico pueden disolverse y eliminarse con una limpieza rutinaria con ácidos suaves (como los ácidos sulfámico o cítrico), las incrustaciones de sílice forman un revestimiento denso, duro y vítreo que es químicamente inerte a la mayoría de los ácidos de limpieza habituales. Una vez que la sílice se adhiere a un intercambiador de calor, su eliminación suele requerir tratamientos altamente peligrosos con ácido fluorhídrico o perforaciones mecánicas destructivas, lo que pone en grave peligro la integridad de los tubos de cobre.
Para predecir matemáticamente esta tendencia de escala, la industria se basa en índices termodinámicos calculados, predominantemente el Índice de saturación de Langelier (LSI) y el Índice de Estabilidad de Ryznar (RSI). El LSI es una ecuación compleja que tiene en cuenta el pH, la temperatura, el total de sólidos disueltos (TDS), la alcalinidad total y la dureza del calcio del agua. Un valor de LSI perfectamente igual a 0,0 indica que el agua está perfectamente equilibrada, sin incrustaciones ni corrosión. Un LSI negativo indica un agua agresiva y corrosiva. Un LSI positivo indica un fuerte impulso termodinámico para que el carbonato cálcico precipite y forme incrustaciones.
En las prácticas modernas de ingeniería de alta eficiencia, los gestores de las instalaciones no tienen como objetivo un LSI de 0,0. El objetivo es mantener un LSI ligeramente superior a cero (normalmente entre +0,5 y +2,0). Este entorno ligeramente incrustado proporciona una microscópica capa protectora pasivante de carbonato cálcico sobre el metal en bruto, protegiéndolo de la corrosión. Sin embargo, esta estrategia de alta tensión debe ejecutarse rigurosamente junto con dispersantes poliméricos avanzados. Estos dispersantes especializados de poliacrilato y fosfonato modifican químicamente el crecimiento de la red cristalina de la cal. Mediante el impedimento estérico y la repulsión de la carga, evitan que los cristales de calcio microscópicos se aglomeren y se adhieran a las paredes del tubo del condensador, manteniéndolos suspendidos de forma segura en el fluido a granel hasta que puedan eliminarse a través de la válvula de purga automatizada.
El impacto financiero de no controlar las incrustaciones minerales es brutal e inmediato. Las incrustaciones minerales son un aislante térmico excepcional, con una conductividad térmica muy inferior a la del cobre o el acero. Una capa microscópica de incrustaciones, de apenas 1 milímetro de grosor, actúa como una manta térmica, obligando al compresor de la enfriadora a trabajar exponencialmente más para rechazar la misma carga térmica. Esto eleva significativamente la "temperatura de aproximación" del condensador y destruye permanentemente el coeficiente de rendimiento (COP) de la enfriadora, lo que da lugar a facturas de electricidad devastadoras.
La corrosión: El implacable destructor de activos
Mientras que las incrustaciones reducen drásticamente la eficiencia térmica e inflan el OPEX, la corrosión incontrolada representa una amenaza mucho más oscura: destruye permanentemente la integridad física del equipo (CAPEX). El agua de refrigeración, especialmente cuando está muy oxigenada por la violenta acción en cascada dentro de los medios de relleno de la torre de refrigeración, actúa como un electrolito extremadamente agresivo. Este fluido altamente conductor crea la tormenta perfecta para múltiples formas de degradación del metal, incluyendo corrosión galvánica, picaduras localizadas, corrosión en grietas y adelgazamiento uniforme generalizado.
La corrosión en los sistemas de refrigeración industrial es, fundamentalmente, un complejo proceso electroquímico. Implica la transferencia de electrones de una superficie metálica a otra, facilitada por el agua conductora. Las reacciones de semicelda anódica y catódica corroen sistemáticamente las costosas paredes de las tuberías. En la zona anódica, el metal puro (como el hierro o el cobre) se oxida y se disuelve en el agua en forma de iones positivos, dejando electrones. Estos electrones viajan a través del metal hasta la zona catódica, donde suelen reducir el oxígeno disuelto en iones de hidróxido. El flujo constante de esta corriente eléctrica microscópica disuelve literalmente su equipo desde el interior.
Además, los sistemas construidos con múltiples metales se enfrentan a la grave amenaza de corrosión galvánica. Cuando metales distintos, como los tubos de cobre de los intercambiadores de calor y las tuberías de distribución de acero al carbono, se conectan eléctricamente en presencia del electrolito del agua de refrigeración, el metal menos noble (el acero al carbono) se convierte en el ánodo y se corroe a un ritmo violentamente acelerado para proteger el metal más noble (el cobre).
Las torres de refrigeración construidas con acero galvanizado se enfrentan a su propia amenaza electroquímica conocida como "óxido blanco". Se trata de un agotamiento rápido y catastrófico de la capa protectora de zinc, normalmente causado por el funcionamiento de la torre recién instalada a un pH constantemente superior a 8,2 o con una alcalinidad insuficiente durante la crítica fase inicial de pasivación. Si se desprende la capa de zinc, el acero dulce subyacente queda expuesto al agua rica en oxígeno, lo que provoca un rápido fallo del sistema.
Si estas complejas reacciones electroquímicas no se controlan mediante la aplicación precisa de inhibidores de la corrosión anódica y catódica (como molibdatos, ortofosfatos, nitritos o compuestos especializados de zinc), la corrosión localizada por picaduras puede penetrar en la pared de un tubo de condensador de cobre estándar en cuestión de meses. La corrosión por picaduras es especialmente peligrosa porque concentra todo el ataque corrosivo en una zona microscópica, perforando rápidamente el metal. Esto acaba provocando una contaminación cruzada catastrófica entre el agua de refrigeración y el refrigerante del circuito cerrado, una pérdida masiva de refrigerante a la atmósfera, paradas de emergencia imprevistas y la sustitución prematura de equipos por valor de cientos de miles, si no millones, de dólares.
Ensuciamiento biológico: El amplificador insidioso y silencioso
Las torres de refrigeración representan el entorno perfecto para la proliferación microbiológica. Están calientes, constantemente húmedas, muy oxigenadas y muy cargadas de nutrientes orgánicos extraídos directamente del aire ambiente (como polvo, polen, excrementos de pájaros y gases de escape industriales). En este biorreactor industrial ideal, las bacterias, algas, protozoos y hongos presentes en el aire prosperan de forma exponencial, formando rápidamente comunidades biológicas densas y viscosas conocidas como biopelículas en todas las superficies húmedas del sistema.
El biofilm es posiblemente la amenaza más insidiosa y difícil de tratar en cualquier sistema de agua de refrigeración. Las bacterias vivas segregan una matriz pegajosa, similar al pegamento, denominada sustancias poliméricas extracelulares (EPS). Esta capa de limo de EPS ancla firmemente la colonia bacteriana a las paredes de la tubería y actúa como un escudo impenetrable contra los tratamientos químicos estándar. Las propiedades de aislamiento térmico de esta biopelícula son catastróficas; como la biopelícula se compone principalmente de agua estancada atrapada dentro de la matriz de EPS, su resistencia térmica es hasta cuatro veces peor que la de un espesor equivalente de incrustación dura de carbonato cálcico. Un condensador sucio de biopelícula verá caer en picado su eficiencia casi de la noche a la mañana.
Además, la biopelícula crea un entorno altamente peligroso para la corrosión localizada. A medida que la biopelícula se espesa, el oxígeno no puede penetrar en las capas inferiores que tocan la tubería metálica. Esto crea un microambiente anaeróbico (sin oxígeno) en el que empiezan a proliferar bacterias especializadas, concretamente las bacterias reductoras de sulfatos (SRB). Las SRB consumen los sulfatos presentes en el agua y excretan gas sulfhídrico como subproducto metabólico. Este gas altamente tóxico y ácido reacciona con el hierro de las tuberías, provocando una corrosión microbiológicamente influenciada (MIC) extremadamente agresiva y rápida. Estos microambientes ácidos localizados pueden perforar enormes agujeros en acero al carbono estándar, cobre e incluso acero inoxidable 316L altamente resistente sin esfuerzo.
Por lo tanto, los servicios integrales de tratamiento de agua de torres de refrigeración no tratan el control biológico como un objetivo secundario. El control microbiológico agresivo y en varias fases es prioritario no sólo para mitigar los graves riesgos para la salud pública de los patógenos transportados por el aire, sino como pilar fundamental de la conservación de los activos a largo plazo y la eficiencia energética.
Anatomía de un sistema de tratamiento de agua de torre de refrigeración
Transformar el agua bruta municipal, de pozo o superficial en un medio estable de transferencia de calor requiere un enfoque mecánico altamente secuencial y automatizado. La ecuación fundamental que rige el equilibrio de masas de cualquier bucle de refrigeración es: Maquillaje = Evaporación + Purga + Deriva + Fugas del sistema. Vamos a deconstruir el sistema en sus bloques funcionales primarios, moviéndonos desde el punto de entrada del fluido hasta el punto de descarga automatizada.
Agua de reposición y etapas de pretratamiento
Cada galón de agua evaporada por la torre de refrigeración debe ser sustituido instantáneamente por "agua de reposición". El perfil químico preciso de esta agua entrante -específicamente su dureza de calcio/magnesio, concentración de sílice, alcalinidad total, metales pesados y niveles iniciales de pH - fundamentalmente dicta toda la estrategia de tratamiento posterior y el presupuesto de adquisición de productos químicos. El pretratamiento es la primera línea de defensa. Ignorar el perfil holístico del agua de reposición y comprar mezclas de productos químicos "listos para usar" es la causa más común de fallos catastróficos del sistema.

En las regiones donde el agua es excepcionalmente dura (con un alto contenido de calcio/magnesio), se suelen utilizar ablandadores de agua industriales que utilizan resinas de intercambio iónico a base de sodio. Estos enormes depósitos de fibra de vidrio eliminan físicamente el calcio del agua de reposición antes de que entre en el circuito de refrigeración. Alternativamente, para fuentes de agua extremadamente difíciles u objetivos de descarga cero de líquidos, pueden emplearse sistemas de ósmosis inversa (OI). Al eliminar de forma proactiva estos minerales "formadores de rocas" en la entrada, se reduce drásticamente la dependencia de costosos inhibidores químicos de incrustaciones aguas abajo. Y lo que es más importante, esto permite que la torre de refrigeración funcione con seguridad a ciclos de concentración significativamente más altos sin temor a una precipitación repentina de minerales.
Estación de dosificación de productos químicos y panel de automatización
El verdadero cerebro operativo de las modernas soluciones de torres de refrigeración reside en el panel de automatización basado en PLC (controlador lógico programable). Confiar en el vertido manual de productos químicos a través de cubos es una peligrosa reliquia del pasado que garantiza oscilaciones salvajes en la química del agua, despilfarro de presupuestos para productos químicos y biofloraciones altamente peligrosas. Los sistemas avanzados actuales utilizan sofisticadas sondas analíticas en línea para controlar el pH, la conductividad y el potencial de oxidación-reducción (ORP) de forma continua, 24 horas al día, 7 días a la semana, 365 días al año.
Los sensores de ORP funcionan como el radar activo del sistema, midiendo dinámicamente la fuerza desinfectante real del agua en milivoltios (mV), en lugar de simplemente calcular a ciegas el volumen de producto químico bruto inyectado. Estos paneles de automatización controlan patines de alimentación química de triple bomba de precisión que utilizan una lógica de control PID (Proporcional-Integral-Derivativo) avanzada. De este modo se evitan los peligrosos excesos o defectos de los valores de consigna de los productos químicos.
Dado que los organismos microbiológicos son muy adaptables, un protocolo químico robusto para torres de refrigeración requiere absolutamente una "dosificación de choque alternante". Esto implica utilizar el panel de automatización para alternar entre una dosificación primaria de acción rápida y una dosificación de choque alternante. biocida oxidante (como el hipoclorito de sodio, el bromo o el dióxido de cloro), que literalmente oxida y quema las paredes celulares, y un segundo biocida no oxidante (como la isotiazolinona, el glutaraldehído o el DBNPA) que altera el metabolismo interno y la capacidad reproductiva de las bacterias. Este ataque doble y escalonado impide que las colonias bacterianas desarrollen inmunidad genética y formen supercepas resistentes.
Válvulas de purga automatizadas: El cuello de botella de la ejecución
A medida que el agua pura se evapora, los minerales disueltos restantes se concentran exponencialmente. Para evitar la sobresaturación y la formación masiva de incrustaciones, una parte calculada con precisión de esta agua altamente concentrada debe descargarse de forma continua o periódica al desagüe, un proceso crítico conocido como "purga" o "purga". El panel de automatización activa esta secuencia en función de estrictos umbrales de conductividad de microSiemens (µS/cm), indicando la apertura de una válvula.
Sin embargo, el algoritmo químico más sofisticado y el controlador PLC de gama alta son completamente inútiles si falla la ejecución mecánica a nivel de la tubería. Aquí es donde entra en juego la importancia crítica de la válvula de control automatizada. Si se utiliza una electroválvula genérica de latón de baja calidad o una válvula de compuerta manual de acción lenta, inevitablemente se atascará parcialmente debido a la acumulación de partículas, incrustaciones o corrosión de los oxidantes. Para manejar las altas concentraciones de oxidantes agresivos, cloruros corrosivos y sólidos suspendidos totales (SST) pesados típicos de los escenarios de purga, las mejores prácticas de ingeniería industrial dictan el uso exclusivo de robustas válvulas de solenoide de latón de baja calidad o válvulas de compuerta manuales de acción lenta. válvulas de bola de accionamiento neumático con puerto en V o válvulas de mariposa de alto rendimiento con revestimiento de teflón. Una válvula que no se cierra con una precisión absoluta y verificable de cero fugas provoca una purga continua de productos químicos. Esto hace que los productos químicos de tratamiento del agua, increíblemente caros, se vayan por el desagüe, destruyendo permanentemente el retorno de la inversión calculado.
Dominar la filtración de flujo lateral para obtener la máxima eficacia
Muchos gestores de instalaciones consideran erróneamente que la filtración de flujo lateral es un lujo opcional, a menudo el primer elemento que se recorta durante la ingeniería de valor inicial del proyecto. En realidad, es un mecanismo vital y no negociable de ahorro de energía y reducción de productos químicos para cualquier circuito de refrigeración de más de 500 toneladas. Las torres de refrigeración, por su propio diseño, actúan como enormes depuradores de aire atmosférico. Absorben anualmente cientos de kilos de polvo, polen, insectos y gases de escape industriales. Esta carga de sólidos suspendidos totales (SST) se deposita inevitablemente en las zonas de baja velocidad del depósito de la torre, creando un lodo espeso y rico en nutrientes.

Un filtro de flujo lateral del tamaño adecuado (como un separador centrífugo o un filtro de arena de alta eficiencia) extrae de forma continua entre 51 y 101 TTP3T del agua total en circulación, elimina físicamente las partículas en suspensión de hasta 5-10 micras y devuelve el agua pulida al circuito. ¿Por qué es importante para el OPEX? Los sólidos en suspensión consumen grandes cantidades de biocidas oxidantes. Si el agua está sucia, los costosos productos químicos atacan a la suciedad inerte en lugar de a las bacterias vivas. Al eliminar físicamente la suciedad, se elimina por completo el "refugio seguro" donde se esconden las bacterias, mejorando drásticamente la eficacia de los biocidas, protegiendo las delicadas juntas de las válvulas y los impulsores de las bombas de la abrasión severa y, en última instancia, reduciendo sus costes anuales de adquisición de productos químicos hasta en 30%.
Tratamiento químico frente a tratamiento no químico: Una comparación pragmática de ingeniería
El actual debate de ingeniería entre los inhibidores químicos tradicionales y los nuevos métodos de tratamiento físicos (no químicos) requiere una evaluación brutalmente objetiva. Los ingenieros deben adaptar perfectamente la tecnología a las limitaciones medioambientales específicas del emplazamiento, los límites municipales de vertido de aguas residuales, el CAPEX disponible y los objetivos corporativos de sostenibilidad.
| Tipo de tecnología | CAPEX inicial | OPEX y mantenimiento | Impacto medioambiental | Limitaciones críticas y aplicaciones ideales |
|---|---|---|---|---|
| Química tradicional (Dispersantes poliméricos, biocidas, inhibidores) |
Bajo | Alta (compras continuas de productos químicos, logística de entrega, riesgos de manipulación manual) | Alta (vertidos tóxicos, límites municipales estrictos sobre metales pesados y fósforo) | Limitación: Fuerte escrutinio normativo y responsabilidad. Ideal: Edificios comerciales estándar, emplazamientos con presupuestos iniciales de capital extremadamente bajos. |
| Sistemas electrolíticos (Electrocoagulación / Precipitación) |
Alta | Media (Limpieza/sustitución periódica de los electrodos, consumo eléctrico sostenido) | Muy bajo (Cero toxinas sintéticas añadidas) | Limitación: Coste inicial elevado, requiere una conductividad de base relativamente estable para funcionar. Ideal: Centros de datos a hiperescala, edificios ecológicos LEED Platino que aspiran a un vertido municipal seguro. |
| Sistemas UV / Ozono (Erradicación física) |
Medio-Alto | Media (Sustitución anual de bombillas, consumo eléctrico sostenido) | Baja (cero residuos químicos o toxicidad de la purga) | Limitación: Sin protección residual en la red de tuberías. El biofilm puede formarse fácilmente en las piernas muertas. Ideal: Debe combinarse con un biocida químico secundario para una protección completa. |
El defecto fatal de los sistemas UV/Ozono puros
Mientras que la luz ultravioleta (UV) y la generación de ozono son tecnologías excepcionales, de grado hospitalario, para erradicar las bacterias en el punto exacto de contacto (dentro de la cámara del reactor cerrado), comparten un defecto de ingeniería fatal cuando se utilizan como soluciones independientes en sistemas industriales en expansión: no proporcionan ninguna protección residual a lo largo de los kilómetros de tuberías de una instalación. El agua que sale perfectamente estéril de la cámara UV puede volver a contaminarse fácilmente cuando llega a un "tramo muerto" de bajo caudal o a un intercambiador de calor remoto donde la biopelícula ya se ha establecido. Para utilizar UV u ozono de forma segura, los ingenieros deben complementar el sistema físico con un residuo químico de bajo nivel (como una alimentación continua de cloro suave) para proteger los extremos distales del circuito de refrigeración.
Nuevas alternativas electrolíticas
Los sistemas electrolíticos avanzados ofrecen un enfoque físico holístico tanto de la incrustación como del control biológico. Al hacer pasar el agua de refrigeración a través de una cámara de reactor de corriente continua (CC), estos sistemas obligan al calcio y al magnesio a precipitarse inofensivamente en un cátodo (mediante la creación de un entorno localizado de alto pH en la superficie del metal), al tiempo que generan especies reactivas de oxígeno (ROS) y cloro libre a partir de cloruros naturales en el ánodo para matar las bacterias. Dado que no se añaden productos químicos sintéticos altamente tóxicos, el agua de purga suele estar exenta de severas sanciones por vertidos tóxicos.
(Nota crucial de ingeniería: A pesar de que se comercializa como "sin productos químicos", el agua de purga electrolítica sigue estando muy concentrada con sales disueltas naturales, cloruros y una alta alcalinidad. Debe ser conducida de forma segura al alcantarillado municipal. Sin pasar primero por una extensa planta de desalinización por ósmosis inversa, el agua de purga electrolítica no debe utilizarse en ningún caso para el riego de jardines, ya que su elevada salinidad destruirá rápidamente la mecánica del suelo y matará toda la vida vegetal).
Cumplimiento de la normativa sobre legionela y la norma ASHRAE 188
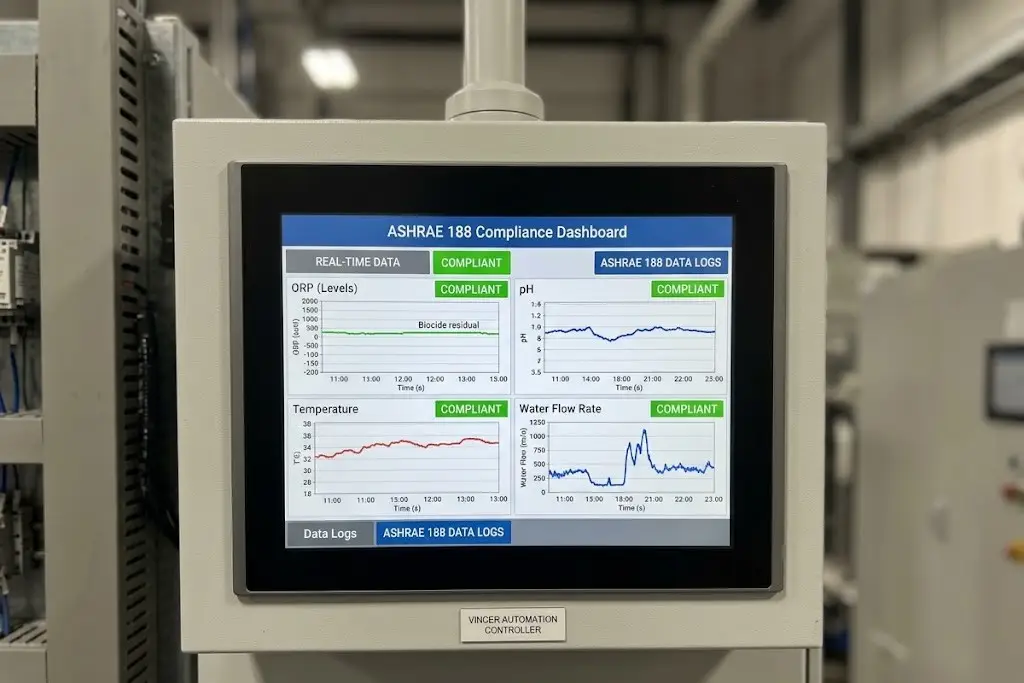
Cuando funciona una torre de refrigeración, los enormes ventiladores de tiro inducido liberan una fina niebla de gotitas de agua (conocida como deriva) a la atmósfera. Si el agua de la cuenca está contaminada con la bacteria Legionella pneumophilaEn el caso de la legionelosis, esta deriva se convierte en un arma muy eficaz para transmitir la legionelosis (una forma grave y a menudo mortal de neumonía), capaz de infectar a personas vulnerables a kilómetros de distancia en función de los patrones de viento y humedad predominantes. La publicación del Norma 188 de ASHRAE (Legionelosis: gestión de riesgos para los sistemas de agua de los edificios) estableció la base definitiva y jurídicamente vinculante para el cuidado de los sistemas de agua de los edificios comerciales e industriales.
El cumplimiento de la norma ASHRAE 188 ya no es una sugerencia de buenas prácticas; es una cuestión de estricta responsabilidad legal que exige un Plan de Gestión del Agua (PGA) exhaustivo y vivo, personalizado por un equipo de expertos. Este WMP debe incluir un diagrama detallado del flujo del proceso, un análisis riguroso de los riesgos, funciones automatizadas de dosificación continua de biocidas y un registro digital riguroso e inalterable de los parámetros del agua. En el caso de que se produzca un brote municipal atribuible a una instalación, los propietarios de edificios que no dispongan de registros de datos digitales automatizados que demuestren niveles constantes de ORP y residuos de biocidas se enfrentan a una exposición legal catastrófica, demandas multimillonarias por negligencia y daños graves e irreversibles a su reputación. Los registros manuales garabateados a lápiz por el personal de mantenimiento ya no son defendibles en los tribunales modernos.
Calcular el ROI: Cómo un tratamiento adecuado reduce el OPEX
Garantizar el presupuesto de capital para un sistema avanzado de alimentación química y automatización de torres de refrigeración requiere hablar el lenguaje financiero de la alta dirección. Esto se consigue a través de métricas concretas y verificables de conservación del agua y profundas mejoras de la eficiencia energética.
Optimización de los ciclos de concentración (COC) para ahorrar agua
La relación de "ciclos de concentración" (COC) determina la eficiencia global del agua de todo el circuito de refrigeración. Se define matemáticamente como la relación entre los sólidos disueltos en el agua de purga y los sólidos disueltos en el agua fresca de reposición. La fórmula de ingeniería que rige el cálculo de la pérdida de agua es:
Considere una torre de refrigeración de 1.000 toneladas que funciona a plena carga en un clima cálido, evaporando aproximadamente 30 galones por minuto (GPM). Si un tratamiento deficiente del agua, la falta de automatización o el miedo a las incrustaciones le obligan a funcionar con un COC conservador de 2,0, el volumen de purga será exactamente igual al volumen de evaporación (30 GPM por el desagüe). La actualización a un sistema de dosificación automática de precisión con dispersantes poliméricos avanzados permite un funcionamiento seguro y estable a un COC de 4,0 ó 5,0. Al pasar de 2,0 a 4,0 ciclos, la purga se reduce de 30 GPM a sólo 10 GPM. Se reduce matemáticamente el volumen de purga (y los recargos municipales asociados y los costes de composición química) en la asombrosa cantidad de 66%.
Evitar la formación de incrustaciones en los tubos de las enfriadoras para ahorrar enormes costes energéticos
Por impresionante que sea el enorme ahorro de agua, en realidad palidece en comparación con el ahorro eléctrico conseguido en la enfriadora centrífuga. Consideremos una enfriadora estándar de 1.000 toneladas que funciona con una tarifa eléctrica comercial conservadora de $0,12/kWh. Una capa microscópica de escamas de tan sólo 0,5 mm (0,02 pulgadas) en el interior de los tubos del condensador actúa como una potente barrera térmica, aumentando la temperatura de aproximación y reduciendo la eficiencia global de transferencia de calor en aproximadamente 10%.
A lo largo de un año normal de funcionamiento con carga pesada (unas 4.000 horas), este medio milímetro de escala se traduce en más de 1.000 millones de euros. $22.000 en costes de energía desperdiciada al año. La electricidad malgastada en sólo seis meses de funcionamiento de un enfriador a escala es más que suficiente para financiar totalmente la compra e instalación de un conjunto de dosificación de precisión y sensores totalmente automatizados de primera calidad. Actualizar el tratamiento del agua no es un gasto de mantenimiento molesto; es la estrategia de reducción de energía de mayor rendimiento disponible en una instalación comercial.
El talón de Aquiles de la ejecución: Por qué las válvulas automatizadas de alta especificación determinan el éxito del tratamiento
Se puede diseñar meticulosamente el algoritmo químico perfecto, instalar controladores PLC de calidad militar, contratar a los mejores consultores de tratamiento de aguas y obtener los biocidas a medida de mayor calidad. Sin embargo, todo el sistema multimillonario de gestión térmica fracasará por completo si sus "manos y pies" -las válvulas de control de fluidos- son inadecuados. Armar un sistema utilizando válvulas manuales genéricas de acción lenta o válvulas solenoides de latón baratas garantiza una mezcla deficiente de productos químicos, tiempos de inactividad por mantenimiento angustiosos y las fugas crónicas de purga mencionadas anteriormente.
Aquí es donde la selección de un socio de válvulas inteligente y de calidad industrial se convierte en el eje fundamental de la fiabilidad de su sistema. En el entorno volátil y de alto riesgo de la dosificación química automatizada y las secuencias de purga altamente concentradas, la durabilidad mecánica y los valores precisos del coeficiente de caudal (Cv) lo son todo. Necesita válvulas que puedan soportar caídas de presión repentinas, oxidantes altamente corrosivos y sólidos en suspensión abrasivos sin flaquear ni degradarse a lo largo de miles de ciclos.
VINCER opera en todo el mundo como uno de los principales proveedores de soluciones de válvulas automatizadas inteligentes diseñadas específicamente para estos entornos severos de control de fluidos. Cuando se trabaja con biocidas oxidantes agresivos y fluidos de purga con alto contenido de incrustaciones, las válvulas neumáticas y eléctricas de VINCER ofrecen un rendimiento antiatasco excepcional y garantizan... ANSI Clase VI sin fugas. Este sello bidireccional inflexible garantiza que nunca se vierta agua tratada químicamente y costosa por el desagüe debido a un asiento de válvula desgastado o sucio.
Más allá del rendimiento bruto del hardware, VINCER elimina las pesadillas de integración para los fabricantes de equipos (OEM) y los contratistas EPC. VINCER, que ofrece un incomparable análisis de ingeniería en 8 dimensiones (que evalúa rigurosamente el medio, la temperatura, la presión, la norma de conexión, el método de control, el material, las características del sector y las restricciones espaciales), garantiza la adaptación exacta de la aplicación a la química específica del agua. Además, VINCER proporciona una amplia Dibujos técnicos 2D/3D para encajar a la perfección en diseños de patines modulares compactos. Respaldado por las certificaciones ISO9001, CE, SIL y FDA, con plazos de entrega rápidos (7-10 días para pedidos estándar, 30 días para grandes personalizaciones), VINCER garantiza que su ejecución mecánica sea tan impecable y fiable como la química del agua.
