
Ein umfassender technischer Leitfaden zur Maximierung der Wärmeübertragungseffizienz, zur Abwägung zwischen chemischen und nicht-chemischen Alternativen und zum Einsatz intelligenter Automatisierung zum Schutz Ihrer millionenschweren Anlagen in den Bereichen HLK, Rechenzentren, chemische Verarbeitung, Stromerzeugung und Wasseraufbereitung.
Was ist ein Kühlturm-Wasseraufbereitungssystem?
In den weitläufigen Bereichen der industriellen Fertigung, der petrochemischen Verarbeitung, der Stromerzeugung in großem Maßstab, der Rechenzentren in Übergröße, der kommunalen Wasseraufbereitungsanlagen und der massiven kommerziellen HVAC-Installationen ist der Kühlturm allgemein als die "industrielle Lunge" der gesamten Anlage bekannt. Diese monumentalen Geräte zur Wärmeabfuhr sind dafür verantwortlich, dass jede Stunde Millionen von British Thermal Units (BTUs) an Abwärme in die Atmosphäre abgegeben werden.
Doch ohne ein sorgfältig entwickeltes, kontinuierlich arbeitendes Kühlturm-WasseraufbereitungssystemWenn dieses lebenswichtige Organ nicht mehr funktioniert, kommt das gesamte Wärmenetz in einem katastrophalen Zustand zum Stillstand. Ein industrielles Kühlturm-Wasseraufbereitungssystem ist im Kern nicht nur eine Ansammlung von Rohren und chemischen Fässern. Es handelt sich um ein hochkomplexes, vollautomatisches Ökosystem, das fortschrittliche Seitenstrom-Filtereinheiten, Präzisions-Chemikaliendosierstationen, analytische Echtzeit-Überwachungssensoren und reaktionsschnelle automatische Abschlämmventile umfasst. Seine eigentliche Aufgabe geht weit über das vereinfachte Konzept der "Wasserreinigung" hinaus. Seine eigentliche Aufgabe besteht darin, die enormen Investitionskosten (CAPEX) Ihrer Zentrifugalkühler, Titan-Wärmetauscher und kritischen Prozessanlagen zu schützen, indem es die Flüssigkeitschemie an der mikroskopischen Wärmeübertragungsschnittstelle genau kontrolliert.
Um zu verstehen, warum dies eine nicht verhandelbare technische Anforderung und kein optionaler Wartungsposten ist, muss man die Thermodynamik des "Konzentrationseffekts" und die strengen Gleichungen der Massenbilanz eines offenen Kühlkreislaufs genau verstehen. Wenn ein Kühlturm in Betrieb ist, gibt er Gebäude- oder Prozesswärme ab, indem er Wasser in die Atmosphäre verdampft. Die Thermodynamik der latenten Verdampfungswärme schreibt vor, dass für jede 1.000 BTU abgeleitete Wärme etwa ein Pfund Wasser physikalisch verdampft werden muss.
Wenn dieser reine Wasserdampf den Turm verlässt und in die Atmosphäre gelangt, hinterlässt er 100% der gelösten Mineralien, Siliziumdioxid, Schwersalze und Ablagerungen aus der Luft im verbleibenden Wasser des Beckens. Ohne dynamisches mechanisches und chemisches Eingreifen verwandelt sich diese zirkulierende Flüssigkeit schnell von harmlosem Leitungswasser in eine hochkonzentrierte, chemisch aggressive, korrosive und stark verkalkende "Sole". Ein umfassendes Kühlwasseraufbereitungsprotokoll wirkt genau wie eine kontinuierliche Dialysemaschine für Ihre HLK-Infrastruktur. Es arbeitet unermüdlich rund um die Uhr, filtert Schwebstoffe heraus, gleicht den pH-Wert und die Alkalinität chemisch aus und spült diese giftige Flüssigkeit kontinuierlich aus, um einen strengen Zustand des thermodynamischen Gleichgewichts zu erhalten. Wird dies nicht beachtet, hat dies schwerwiegende Folgen für den Betrieb der Anlage und führt zu den drei Hauptursachen für katastrophales mechanisches Versagen: mineralische Ablagerungen, elektrochemische Korrosion und schwere mikrobiologische Verschmutzung.
Die unsichtbaren Bedrohungen: Tiefe Einblicke in Skalierung, Korrosion und biologischen Bewuchs
Bevor man sich mit der mechanischen Anatomie und der spezifischen Hardware der Wasseraufbereitungsanlage selbst befasst, müssen Ingenieure und Anlagenbetreiber die drei unterschiedlichen physikalischen und chemischen Unvermeidbarkeiten klar definieren, die die Wasseraufbereitungsprozesse in Kühltürmen bestimmen. Werden diese ständigen Bedrohungen ignoriert, verwandelt sich ein hocheffizienter thermodynamischer Kreislauf in eine energieverschlingende Belastung. Das komplexe Zusammenspiel zwischen Flüssigkeitsdynamik, atmosphärischer Verschmutzung und Wasserchemie schafft eine unbeständige Umgebung, in der das Versäumnis, eine einzelne Variable proaktiv zu steuern, unweigerlich zu einem kaskadenartigen Versagen des gesamten mechanischen Systems führt.

Mineralische Verzunderung: Der ultimative Wärmedämmstoff
Kesselstein ist ein Ausfällungsprozess, der auftritt, wenn die Konzentration gelöster Mineralien - hauptsächlich Kalziumkarbonat (CaCO3), Kalziumsulfat (CaSO4), Magnesiumsilikat und Kieselsäure (SiO2) - übersteigt ihre natürliche Löslichkeitsgrenze und fällt aus der wässrigen Matrix aus und kristallisiert direkt auf heißen Wärmetauscherflächen. Im Gegensatz zu den meisten löslichen Substanzen, die sich in heißem Wasser leichter auflösen, weist Kalziumkarbonat eine einzigartige physikalische Eigenschaft auf, die als umgekehrte Löslichkeit. Das bedeutet, dass es mit steigender Wassertemperatur immer weniger löslich wird. Diese kritische thermodynamische Eigenheit ist der Grund, warum die heißesten Teile Ihres Systems, insbesondere die Innenwände der Kondensatorrohre Ihrer Wasserkühlmaschine, immer als erstes unter starker Mineralienablagerung leiden.
Kieselsäureablagerungen sind bei den Ingenieuren der industriellen Wasseraufbereitung besonders gefürchtet. Während basische Kalziumkarbonatablagerungen oft durch routinemäßige Reinigung mit milden Säuren (z. B. Sulfat- oder Zitronensäure) aufgelöst und ausgespült werden können, bildet Kieselsäure eine dichte, harte, glasartige Beschichtung, die gegenüber den meisten Standard-Reinigungssäuren chemisch inert ist. Wenn sich die Kieselsäure erst einmal auf einem Wärmetauscher festgesetzt hat, muss sie oft mit hochgefährlicher Flusssäure behandelt oder durch zerstörerisches mechanisches Bohren entfernt werden, was die Integrität der Kupferrohre ernsthaft gefährdet.
Zur mathematischen Vorhersage dieser Skalierungstendenz stützt sich die Industrie auf berechnete thermodynamische Indizes, vor allem auf den Langelier-Sättigungsindex (LSI) und dem Ryznar-Stabilitätsindex (RSI). Der LSI ist eine komplexe Gleichung, die den pH-Wert des Wassers, die Temperatur, die Gesamtmenge der gelösten Feststoffe (TDS), die Gesamtalkalität und die Kalziumhärte berücksichtigt. Ein LSI-Wert von 0,0 bedeutet, dass das Wasser perfekt ausgeglichen ist - weder kalkhaltig noch korrosiv. Ein negativer LSI-Wert weist auf aggressives, korrosives Wasser hin. Ein positiver LSI-Wert weist auf einen starken thermodynamischen Antrieb für die Ausfällung von Kalziumkarbonat und die Bildung von Kesselstein hin.
In der modernen Hocheffizienztechnik streben die Facility Manager keinen LSI von 0,0 an. Stattdessen wird absichtlich ein LSI-Wert knapp über Null angestrebt (normalerweise zwischen +0,5 und +2,0). Diese leicht verzunderte Umgebung bildet eine mikroskopisch kleine, passivierende Schutzschicht aus Kalziumkarbonat über dem Rohmetall, die es vor Korrosion schützt. Diese Strategie der hohen Belastung muss jedoch in Verbindung mit fortschrittlichen Polymerdispergiermitteln rigoros durchgeführt werden. Diese spezialisierten Polyacrylat- und Phosphonat-Dispergiermittel verändern chemisch das Kristallgitterwachstum des Kalkes. Durch sterische Hinderung und Ladungsabstoßung verhindern sie, dass die mikroskopisch kleinen Kalziumkristalle agglomerieren und an den Wänden der Kondensatorrohre haften bleiben, so dass sie sicher in der Hauptflüssigkeit schweben, bis sie über das automatische Ablassventil entfernt werden können.
Die finanziellen Auswirkungen eines Versäumnisses bei der Bekämpfung von Mineralablagerungen sind brutal und unmittelbar. Mineralischer Kesselstein ist ein außergewöhnlicher Wärmeisolator mit einer Wärmeleitfähigkeit, die nur einen Bruchteil der von Kupfer oder Stahl beträgt. Eine mikroskopisch kleine, nur 1 Millimeter dicke Kesselsteinschicht wirkt wie eine Wärmedecke und zwingt den Verdichter der Kältemaschine, exponentiell mehr zu arbeiten, um die gleiche Wärmelast abzuweisen. Dies führt zu einem erheblichen Anstieg der Kondensator-Annäherungstemperatur" und zerstört dauerhaft den COP (Coefficient of Performance) der Kältemaschine, was zu verheerenden Stromrechnungen führt.
Korrosion: Der unerbittliche Zerstörer von Werten
Während Skalierung die thermische Effizienz drastisch reduziert und die Betriebskosten in die Höhe treibt, stellt unkontrollierte Korrosion eine weitaus größere Bedrohung dar: Sie zerstört dauerhaft die physische Integrität der Ausrüstung (CAPEX). Kühlwasser, insbesondere wenn es durch die heftige Kaskadenbildung im Kühlturm stark mit Sauerstoff angereichert ist, wirkt wie ein extrem aggressiver Elektrolyt. Diese hoch leitfähige Flüssigkeit schafft den perfekten Sturm für verschiedene Formen der Metallzerstörung, einschließlich galvanischer Korrosion, örtlicher Lochfraß, Spaltkorrosion und allgemeiner gleichmäßiger Ausdünnung.
Die Korrosion in industriellen Kühlsystemen ist im Grunde ein komplexer elektrochemischer Prozess. Es geht um die Übertragung von Elektronen von einer Metalloberfläche auf eine andere, die durch das leitfähige Wasser begünstigt wird. Anodische und kathodische Halbzellenreaktionen zerfressen systematisch die Wände Ihrer teuren Rohrleitungen. An der anodischen Stelle oxidiert reines Metall (wie Eisen oder Kupfer) und löst sich als positive Ionen im Wasser auf, wobei Elektronen zurückbleiben. Diese Elektronen wandern durch das Metall zur kathodischen Stelle, wo sie normalerweise gelösten Sauerstoff zu Hydroxidionen reduzieren. Der ständige Fluss dieses mikroskopisch kleinen elektrischen Stroms löst Ihre Geräte buchstäblich von innen heraus auf.
Außerdem besteht bei Systemen, die aus mehreren Metallen bestehen, die große Gefahr, dass galvanische Korrosion. Wenn ungleiche Metalle, wie z. B. Wärmetauscherrohre aus Kupfer und Verteilerrohre aus Kohlenstoffstahl, in Gegenwart des Kühlwasserelektrolyts elektrisch miteinander verbunden werden, wird das unedlere Metall (der Kohlenstoffstahl) zur Anode und korrodiert zum Schutz des edleren Metalls (des Kupfers) in einem stark beschleunigten Tempo.
Kühltürme aus verzinktem Stahl sind einer ganz eigenen elektrochemischen Bedrohung ausgesetzt, die als "Weißrost" bekannt ist. Dabei handelt es sich um einen schnellen, katastrophalen Abbau der schützenden Zinkschicht, der in der Regel dadurch verursacht wird, dass der neu installierte Turm während der kritischen Anfangsphase der Passivierung bei einem pH-Wert von konstant über 8,2 oder mit unzureichender Alkalität betrieben wird. Wenn die Zinkschicht abgetragen wird, ist der darunter liegende Baustahl dem sauerstoffreichen Wasser ausgesetzt, was zu einem schnellen Ausfall des Systems führt.
Wenn diese komplexen elektrochemischen Reaktionen nicht durch den präzisen Einsatz von anodischen und kathodischen Korrosionsschutzmitteln (wie Molybdate, Orthophosphate, Nitrite oder spezielle Zinkverbindungen) gestoppt werden, kann die Lochfraßkorrosion die Wand eines Standard-Kupferkondensatorrohrs innerhalb weniger Monate durchdringen. Lochfraß ist besonders gefährlich, weil er den gesamten Korrosionsangriff auf einen mikroskopisch kleinen Bereich konzentriert und sich schnell durch das Metall bohrt. Dies führt schließlich zu einer katastrophalen Kreuzkontamination zwischen dem Kühlwasser und dem Kältemittel im geschlossenen Kreislauf, zu massiven Kältemittelverlusten in die Atmosphäre, zu ungeplanten Notausfällen und zum vorzeitigen Austausch von Anlagen, der sich auf Hunderttausende, wenn nicht gar Millionen von Dollar beläuft.
Biologischer Bewuchs: Der heimtückische und stille Verstärker
Kühltürme stellen die ultimative, perfekte Umgebung für die mikrobiologische Vermehrung dar. Sie sind warm, ständig feucht, stark sauerstoffhaltig und stark mit organischen Nährstoffen belastet, die direkt aus der Umgebungsluft (wie Staub, Pollen, Vogelkot und Industrieabgase) abgeschieden werden. In diesem idealen industriellen Bioreaktor gedeihen Bakterien, Algen, Protozoen und Pilze exponentiell und bilden schnell dichte, schleimige biologische Gemeinschaften, die als Biofilme auf allen befeuchteten Systemoberflächen bekannt sind.
Biofilm ist wohl die heimtückischste und am schwierigsten zu behandelnde Bedrohung in jedem Kühlwassersystem. Die lebenden Bakterien scheiden eine klebrige, leimartige Matrix aus, die als extrazelluläre polymere Substanzen (EPS) bezeichnet wird. Diese EPS-Schleimschicht verankert die Bakterienkolonie fest an den Rohrwänden und wirkt als undurchdringlicher Schutzschild gegen herkömmliche chemische Behandlungen. Die wärmeisolierenden Eigenschaften dieses Biofilms sind katastrophal: Da der Biofilm hauptsächlich aus stehendem Wasser besteht, das in der EPS-Matrix eingeschlossen ist, ist sein Wärmewiderstand bis zu viermal schlechter als der einer gleich dicken harten Kalkschicht. Bei einem mit Biofilm verschmutzten Kondensator sinkt der Wirkungsgrad fast über Nacht.
Darüber hinaus schafft der Biofilm eine höchst gefährliche Umgebung für lokale Korrosion. Wenn sich der Biofilm verdichtet, kann der Sauerstoff nicht bis zu den unteren Schichten vordringen, die das Metallrohr berühren. Dadurch entsteht eine anaerobe (sauerstofffreie) Mikroumgebung, in der spezialisierte Bakterien, insbesondere sulfatreduzierende Bakterien (SRB), zu gedeihen beginnen. SRBs verbrauchen die im Wasser vorhandenen Sulfate und scheiden Schwefelwasserstoffgas als metabolisches Nebenprodukt aus. Dieses hochgiftige und saure Gas reagiert mit dem Eisen in den Rohren und verursacht eine äußerst aggressive und schnelle mikrobiologisch beeinflusste Korrosion (MIC). Diese lokalisierten sauren Mikroumgebungen können mühelos massive Löcher in Standard-Kohlenstoffstahl, Kupfer und sogar hochresistenten 316L-Edelstahl bohren.
Daher ist die biologische Kontrolle bei der umfassenden Wasseraufbereitung für Kühltürme nicht nur ein zweitrangiges Ziel. Eine aggressive, mehrstufige mikrobiologische Kontrolle hat Priorität, nicht nur um die ernsten Risiken für die öffentliche Gesundheit durch Krankheitserreger in der Luft zu mindern, sondern auch als Grundpfeiler für die langfristige Erhaltung der Anlagen und die Energieeffizienz.
Anatomie eines Wasseraufbereitungssystems für Kühltürme
Die Umwandlung von kommunalem Rohwasser, Brunnen- oder Oberflächenwasser in ein stabiles Wärmeträgermedium erfordert einen hochgradig sequentiellen, stark automatisierten mechanischen Ansatz. Die grundlegende Gleichung für die Massenbilanz eines jeden Kühlkreislaufs lautet: Nachspeisung = Verdunstung + Abschlämmung + Abdrift + Systemlecks. Zerlegen wir das System in seine primären Funktionsblöcke und gehen wir dabei von der Eintrittsstelle der Flüssigkeit bis zur automatischen Entleerung.
Nachspeisewasser und Vorbehandlungsstufen
Jede einzelne Gallone Wasser, die vom Kühlturm verdampft wird, muss sofort durch "Ergänzungswasser" ersetzt werden. Das genaue chemische Profil dieses zugeführten Wassers - insbesondere sein Kalzium-/Magnesiumhärte, Kieselsäurekonzentration, Gesamtalkalität, Schwermetalle und Ausgangs-pH-Werte - diktiert im Wesentlichen die gesamte nachgeschaltete Behandlungsstrategie und das Budget für die Beschaffung von Chemikalien. Die Vorbehandlung ist die entscheidende Verteidigungslinie. Das Ignorieren des ganzheitlichen Zusatzwasserprofils und der Kauf von chemischen Mischungen von der Stange ist die häufigste Ursache für katastrophale Systemausfälle.

In Regionen mit besonders hartem Wasser (hoher Kalzium-/Magnesiumgehalt) werden häufig industrielle Wasserenthärter eingesetzt, die Ionenaustauscherharze auf Natriumbasis verwenden. Diese massiven Glasfasertanks entfernen das Kalzium aus dem Zusatzwasser, bevor es in den Kühlkreislauf gelangt. Für extrem schwierige Wasserquellen oder bei dem Ziel, keine Flüssigkeit abzuleiten, können alternativ Umkehrosmosesysteme (RO) eingesetzt werden. Durch die proaktive Entfernung dieser "steinbildenden" Mineralien am Einlass wird die Abhängigkeit von teuren nachgeschalteten chemischen Kesselsteinhemmern drastisch reduziert. Noch wichtiger ist, dass der Kühlturm dadurch sicher mit wesentlich höheren Konzentrationszyklen betrieben werden kann, ohne plötzliche Mineralausfällungen befürchten zu müssen.
Die Chemikaliendosierstation und die Automatisierungstafel
Das wahre Betriebsgehirn moderner Kühlturmlösungen liegt in der SPS-basierten (speicherprogrammierbaren) Automatisierungstafel. Das manuelle Ablassen von Chemikalien über Eimer ist ein gefährliches Relikt aus der Vergangenheit, das wilde Schwankungen in der Wasserchemie, verschwendete Chemikalienbudgets und hochgefährliche Bioblooms garantiert. Die modernen Systeme von heute verwenden hochentwickelte Inline-Analysesonden zur kontinuierlichen Überwachung von pH-Wert, Leitfähigkeit und Oxidations-Reduktions-Potenzial (ORP), rund um die Uhr und 365 Tage die Woche.
ORP-Sensoren fungieren als aktives Radar des Systems und messen dynamisch die tatsächliche Desinfektionskraft des Wassers in Millivolt (mV), anstatt nur blind die eingespritzte Chemikalienmenge zu berechnen. Diese Automatisierungspanels steuern Präzisions-Chemikalienzufuhrsysteme mit drei Pumpen, die eine fortschrittliche PID-Steuerlogik (Proportional-Integral-Derivativ) verwenden. Dies verhindert ein gefährliches Über- oder Unterschreiten der chemischen Sollwerte.
Da mikrobiologische Organismen sehr anpassungsfähig sind, erfordert ein robustes Chemikalienprotokoll für Kühltürme unbedingt eine "alternierende Schockdosierung". Dabei wird das Automatisierungspanel verwendet, um abwechselnd eine schnell wirkende primäre oxidierendes Biozid (wie Natriumhypochlorit, Brom oder Chlordioxid), das die Zellwände buchstäblich oxidiert und verbrennt, und eine sekundäre nicht oxidierendes Biozid (wie Isothiazolinon, Glutaraldehyd oder DBNPA), die den internen Stoffwechsel und die Vermehrungsfähigkeit der Bakterien stören. Dieser zweigleisige, gestaffelte Angriff verhindert, dass die Bakterienkolonien eine genetische Immunität entwickeln und resistente Superstämme bilden.
Automatisierte Abschlämmventile: Der Engpass bei der Ausführung
Wenn reines Wasser verdunstet, konzentrieren sich die verbleibenden gelösten Mineralien exponentiell. Um eine Übersättigung und massive Ablagerungen zu verhindern, muss ein genau berechneter Teil dieses hochkonzentrierten Wassers kontinuierlich oder in regelmäßigen Abständen in den Abfluss abgeleitet werden - ein kritischer Prozess, der als "Abschlämmung" oder "Ablass" bekannt ist. Das Automatisierungspanel löst diese Sequenz auf der Grundlage strenger MikroSiemens (µS/cm)-Leitfähigkeitsschwellenwerte aus und signalisiert das Öffnen eines Ventils.
Der ausgeklügeltste chemische Algorithmus und die hochwertigste SPS-Steuerung sind jedoch völlig nutzlos, wenn die mechanische Ausführung auf der Rohrebene versagt. Hier kommt die entscheidende Bedeutung des automatischen Regelventils ins Spiel. Wenn ein minderwertiges Messing-Magnetventil oder ein langsam arbeitender Handschieber verwendet wird, bleibt es aufgrund von Partikelablagerungen, Kesselstein oder Korrosion durch die Oxidationsmittel unweigerlich teilweise geöffnet. Um die hohen Konzentrationen an aggressiven Oxidationsmitteln, korrosiven Chloriden und schweren Schwebstoffen zu bewältigen, die in Abschlämmungsszenarien typisch sind, schreiben die besten Praktiken der Industrietechnik die ausschließliche Verwendung von robusten pneumatisch betätigte V-Kugelhähne oder teflonausgekleidete Hochleistungsabsperrklappen. Ein Ventil, das nicht mit absoluter, überprüfbarer Präzision leckagefrei schließt, führt zu einem kontinuierlichen Chemikalienabfluss. Dadurch werden Ihre unglaublich teuren Wasseraufbereitungschemikalien direkt in den Abfluss gespült, was Ihre kalkulierte Rendite dauerhaft zunichte macht.
Beherrschung der Seitenstromfiltration für maximale Effizienz
Viele Gebäudemanager betrachten die Nebenstromfiltration fälschlicherweise als optionalen Luxus, der oft als erstes bei der anfänglichen Wertanalyse (VE) des Projekts gestrichen wird. In Wirklichkeit ist sie ein unverzichtbarer, nicht verhandelbarer Mechanismus zur Energieeinsparung und Chemikalienreduzierung für jeden Kühlkreislauf über 500 Tonnen. Kühltürme fungieren aufgrund ihrer Konstruktion als massive Luftwäscher. Sie saugen jährlich Hunderte von Kilogramm Staub, Pollen, Insekten und Industrieabgase aus der Luft auf. Diese Gesamtmenge an Schwebstoffen (Total Suspended Solids, TSS) setzt sich unweigerlich in den Bereichen mit geringer Strömungsgeschwindigkeit im Turmbecken ab und bildet einen dicken, nährstoffreichen Schlamm.

Ein richtig dimensionierter Nebenstromfilter (z. B. ein Zentrifugalabscheider oder ein hocheffizienter Sandfilter) zieht kontinuierlich 5% bis 10% des gesamten zirkulierenden Wassers ab, entfernt physikalisch die Schwebstoffe bis auf 5-10 Mikrometer und führt das polierte Wasser in den Kreislauf zurück. Warum ist dies für die Betriebskosten von Bedeutung? Schwebstoffe verbrauchen große Mengen Ihrer oxidierenden Biozide. Wenn Ihr Wasser verschmutzt ist, greifen die teuren Chemikalien den inerten Schmutz anstelle der lebenden Bakterien an. Indem Sie den Schmutz physisch entfernen, beseitigen Sie den "sicheren Hafen", in dem sich die Bakterien verstecken, verbessern die Wirksamkeit der Biozide drastisch, schützen empfindliche Ventildichtungen und Pumpenlaufräder vor starkem Abrieb und senken letztendlich Ihre jährlichen Kosten für die Beschaffung von Chemikalien um bis zu 30%.
Chemische vs. nicht-chemische Behandlung: Ein pragmatischer technischer Vergleich
Die laufende technische Debatte zwischen traditionellen chemischen Inhibitoren und neuen physikalischen (nicht-chemischen) Behandlungsmethoden erfordert eine brutal objektive Bewertung. Ingenieure müssen die Technologie perfekt auf die spezifischen Umweltauflagen des Standorts, die kommunalen Abwassereinleitungsgrenzwerte, die verfügbaren Investitionsausgaben und die Nachhaltigkeitsziele des Unternehmens abstimmen.
| Technologie Typ | Anfängliche CAPEX | OPEX & Wartung | Auswirkungen auf die Umwelt | Kritische Grenzen und ideale Anwendungen |
|---|---|---|---|---|
| Traditionelle Chemie (Polymerdispergiermittel, Biozide, Inhibitoren) |
Niedrig | Hoch (laufende Einkäufe von Chemikalien, Lieferlogistik, Risiken der manuellen Handhabung) | Hoch (giftige Abwässer, strenge kommunale Grenzwerte für Schwermetalle und Phosphor) | Einschränkung: Starke behördliche Kontrolle und Haftung. Ideal: Gewerbliche Standardgebäude, Standorte mit extrem niedrigem Anfangsinvestitionsvolumen. |
| Elektrolytische Systeme (Elektrokoagulation / Fällung) |
Hoch | Mittel (Regelmäßige Reinigung/Ersatz der Elektroden, Dauerhafter Stromverbrauch) | Sehr gering (keine zugesetzten synthetischen Toxine) | Einschränkung: Hohe Anschaffungskosten, erfordert eine relativ konstante Grundleitfähigkeit, um zu funktionieren. Ideal: Hyper-Scale-Rechenzentren, grüne LEED-Platin-Gebäude mit dem Ziel einer sicheren kommunalen Entsorgung. |
| UV/Ozon-Systeme (Physische Ausrottung) |
Mittel-Hoch | Mittel (Jährlicher Glühlampenwechsel, Dauerhafter Stromverbrauch) | Gering (keine chemischen Rückstände oder Toxizität des Abwassers) | Einschränkung: Kein Restschutz im Rohrleitungsnetz. In toten Beinen kann sich leicht ein Biofilm bilden. Ideal: Muss für einen umfassenden Schutz mit einem sekundären chemischen Biozid kombiniert werden. |
Der fatale Fehler von reinen UV/Ozon-Systemen
Ultraviolettes Licht (UV) und Ozonerzeugung sind zwar außergewöhnliche, krankenhausgeeignete Technologien zur Ausrottung von Bakterien genau an der Kontaktstelle (innerhalb der geschlossenen Reaktorkammer), haben aber einen fatalen technischen Fehler, wenn sie als Einzellösungen in weitläufigen Industrieanlagen eingesetzt werden: sie bieten absolut keinen Restschutz für die vielen Kilometer an Rohrleitungen in einer Anlage. Wasser, das die UV-Kammer völlig keimfrei verlässt, kann leicht wieder kritisch verunreinigt werden, wenn es ein "totes Bein" mit geringem Durchfluss oder einen entfernten Wärmetauscher erreicht, in dem sich bereits ein Biofilm festgesetzt hat. Um UV oder Ozon sicher einsetzen zu können, müssen die Techniker das physikalische System mit einer geringen chemischen Restmenge (z. B. einer kontinuierlichen Zufuhr von mildem Chlor) ergänzen, um die distalen Enden des Kühlkreislaufs zu schützen.
Aufkommende elektrolytische Alternativen
Fortgeschrittene elektrolytische Systeme bieten einen ganzheitlichen physikalischen Ansatz sowohl für die Kalkablagerung als auch für die biologische Kontrolle. Indem das Kühlwasser durch eine Gleichstrom-Reaktorkammer geleitet wird, zwingen diese Systeme Kalzium und Magnesium dazu, sich unschädlich auf einer Kathode abzusetzen (indem sie eine lokale Umgebung mit hohem pH-Wert an der Metalloberfläche schaffen), während sie gleichzeitig reaktive Sauerstoffspezies (ROS) und freies Chlor aus natürlich vorkommenden Chloriden an der Anode erzeugen, um Bakterien abzutöten. Da keine hochgiftigen synthetischen Chemikalien zugesetzt werden, ist das Abschlämmwasser im Allgemeinen von strengen Strafen für die Einleitung giftiger Stoffe befreit.
(Wichtiger technischer Hinweis: Obwohl es als "chemikalienfrei" vermarktet wird, ist das Wasser aus der elektrolytischen Abschlämmung immer noch hochkonzentriert und enthält natürlich gelöste Salze, Chloride und einen hohen Alkaligehalt. Es muss sicher in die städtische Kanalisation geleitet werden. Elektrolyseabwasser darf auf keinen Fall für die Landschaftsbewässerung verwendet werden, wenn es nicht zuvor eine große Umkehrosmoseanlage durchlaufen hat, da der hohe Salzgehalt die Bodenmechanik schnell zerstört und alle Pflanzen abtötet).
Einhaltung von Legionellen und der Norm ASHRAE 188
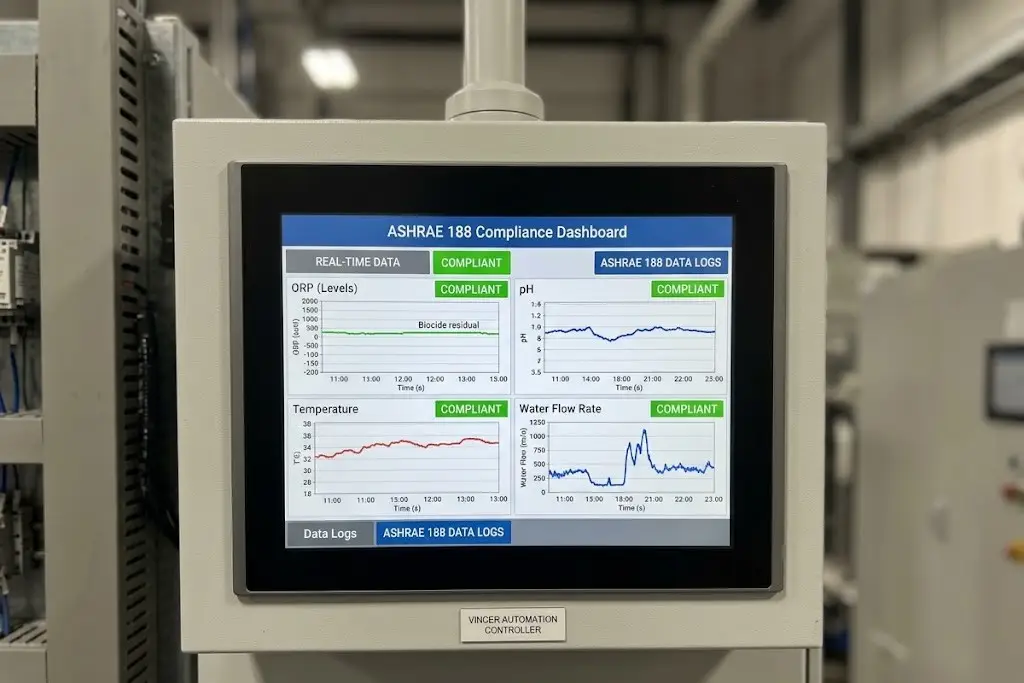
Wenn ein Kühlturm in Betrieb ist, setzen die massiven Saugzugventilatoren einen feinen Nebel aus Wassertröpfchen (die so genannte Abdrift) in die Atmosphäre frei. Wenn das Wasser im Becken mit Bakterien kontaminiert ist Legionella pneumophilaWenn die Legionärskrankheit (eine schwere, oft tödlich verlaufende Form der Lungenentzündung) in die Luft gelangt, wird diese Abdrift zu einem hochwirksamen, waffenfähigen Übertragungssystem, das je nach den vorherrschenden Windverhältnissen und der Luftfeuchtigkeit gefährdete Personen kilometerweit anstecken kann. Die Veröffentlichung der ASHRAE-Norm 188 (Legionellose: Risikomanagement für Wassersysteme in Gebäuden) die endgültige, rechtsverbindliche Grundlage für die Pflege von Wassersystemen in gewerblichen und industriellen Gebäuden geschaffen.
Die Einhaltung von ASHRAE 188 ist nicht mehr nur ein Best-Practice-Vorschlag, sondern eine strikte gesetzliche Haftungsfrage, die einen umfassenden, lebendigen und von einem Expertenteam angepassten Wassermanagementplan (WMP) erfordert. Dieser WMP muss ein detailliertes Prozessflussdiagramm, eine strenge Risikoanalyse, eine automatische, kontinuierliche Bioziddosierung und eine strenge, unveränderliche digitale Datenaufzeichnung der Wasserparameter enthalten. Im Falle eines kommunalen Ausbruchs, der auf eine Anlage zurückgeführt werden kann, drohen Gebäudeeigentümern ohne automatisierte digitale Datenprotokolle, die gleichbleibende ORP-Werte und Biozidrückstände belegen, katastrophale rechtliche Risiken, millionenschwere Klagen wegen Fahrlässigkeit und schwere, irreversible Rufschädigung. Manuelle Logbücher, die vom Wartungspersonal mit Bleistift gekritzelt wurden, sind in modernen Gerichtssälen nicht mehr zu verteidigen.
Berechnen Sie den ROI: Wie eine korrekte Behandlung die OPEX senkt
Um das Kapitalbudget für ein hochmodernes Kühlturm-Chemikalienzufuhr- und Automatisierungssystem zu sichern, muss man die Finanzsprache der Unternehmensleitung sprechen. Dies geschieht durch konkrete, überprüfbare Metriken zur Wassereinsparung und tiefgreifende Energieeffizienzgewinne.
Optimierung der Konzentrationszyklen (COC) zur Wassereinsparung
Das "Cycles of Concentration"-Verhältnis (COC) bestimmt die Gesamtwassereffizienz Ihres gesamten Kühlkreislaufs. Es ist mathematisch definiert als das Verhältnis der gelösten Feststoffe im Abschlämmwasser im Vergleich zu den gelösten Feststoffen im frischen Frischwasser. Die maßgebliche technische Formel zur Berechnung des Wasserverlustes lautet:
Stellen Sie sich einen 1.000-Tonnen-Kühlturm vor, der unter Volllast in einem warmen Klima betrieben wird und etwa 30 Gallonen pro Minute verdampft (GPM). Wenn eine schlechte Wasseraufbereitung, fehlende Automatisierung oder die Angst vor Ablagerungen Sie dazu zwingt, mit einem konservativen COC von 2,0 zu arbeiten, entspricht Ihr Abschlämmvolumen genau dem Verdampfungsvolumen (30 GPM in den Abfluss). Die Umrüstung auf ein automatisches Präzisionsdosiersystem mit hochentwickelten Polymerdispergiermitteln ermöglicht einen sicheren, stabilen Betrieb mit einem COC von 4,0 oder 5,0. Durch den Wechsel von 2,0 auf 4,0 Zyklen sinkt die Abschlämmmenge von 30 GPM auf nur 10 GPM. Sie reduzieren Ihr Abschlämmvolumen - und die damit verbundenen kommunalen Abwasserzuschläge und Kosten für chemische Zusätze - um ein Vielfaches 66%.
Verhinderung der Skalierung von Kühlerrohren zur Einsparung enormer Energiekosten
So beeindruckend die massiven Wassereinsparungen auch sind, sie verblassen im Vergleich zu den Stromeinsparungen, die mit der Zentrifugalkältemaschine erzielt werden. Nehmen wir einen Standardkühler mit einer Kapazität von 1.000 Tonnen, der mit einem konservativen kommerziellen Stromtarif von $0,12/kWh betrieben wird. Eine mikroskopisch kleine Zunderschicht von nur 0,5 mm (0,02 Zoll) im Inneren der Kondensatorrohre wirkt wie eine starke thermische Barriere, erhöht die Anströmtemperatur und verringert die Gesamtwärmeübertragungseffizienz um etwa 10%.
Über ein typisches Betriebsjahr mit hoher Belastung (ca. 4.000 Stunden) entspricht dieser eine halbe Millimeter Skalierung einem Wert von über $22.000 an reinen Energieverschwendungskosten jährlich. Der Strom, der in nur sechs Monaten des Betriebs eines skalierten Kühlers verschwendet wird, ist mehr als genug, um den Kauf und die Installation eines hochwertigen, vollautomatischen Sensor- und Präzisionsdosiersystems zu finanzieren. Die Aufrüstung Ihrer Wasseraufbereitung ist keine lästige Wartungsausgabe, sondern die ertragreichste Strategie zur Energieeinsparung, die in einer gewerblichen Einrichtung möglich ist.
Die Achillesferse der Ausführung: Warum hochspezialisierte automatisierte Ventile über den Behandlungserfolg entscheiden
Sie können den perfekten chemischen Algorithmus entwickeln, SPS-Steuerungen in Militärqualität installieren, die besten Berater für die Wasseraufbereitung einstellen und die hochwertigsten maßgeschneiderten Biozide beschaffen. Das gesamte, mehrere Millionen Dollar teure Wärmemanagementsystem wird jedoch völlig versagen, wenn seine "Hände und Füße" - die Flüssigkeitsregelventile - unzureichend sind. Wenn man ein System aus allgemeinen, langsam wirkenden Handventilen oder billigen Messingmagnetventilen zusammenschustert, sind eine schlechte Chemikalienmischung, quälende Ausfallzeiten bei der Wartung und die bereits erwähnten chronischen Abschlämmleckagen garantiert.
Hier wird die Wahl eines intelligenten, industrietauglichen Ventilpartners zum ultimativen Dreh- und Angelpunkt für die Zuverlässigkeit Ihres Systems. In der volatilen Umgebung der automatisierten Chemikaliendosierung und der hochkonzentrierten Abschlämmsequenzen sind mechanische Beständigkeit und präzise Durchflusskoeffizienten (Cv)-Werte alles. Sie benötigen Ventile, die plötzliche Druckabfälle, hochkorrosive Oxidationsmittel und abrasive Schwebstoffe bewältigen können, ohne zu zittern oder sich über Tausende von Zyklen hinweg zu verschlechtern.
VINCER ist ein weltweit führender Anbieter von intelligenten automatisierten Ventillösungen, die speziell für diese anspruchsvollen Fluidsteuerungsumgebungen entwickelt wurden. Im Umgang mit aggressiven oxidierenden Bioziden und kalkhaltigen Abschlämmungsflüssigkeiten bieten die pneumatisch und elektrisch betätigten Ventile von VINCER eine außergewöhnliche Verklemmungsschutzleistung und garantieren ANSI-Klasse VI ohne Leckage. Diese kompromisslose, bidirektionale Dichtung stellt sicher, dass Sie niemals teures, chemisch behandeltes Wasser aufgrund eines verschlissenen oder verschmutzten Ventilsitzes in den Abfluss leiten müssen.
Über die reine Hardwareleistung hinaus beseitigt VINCER die Integrationsalpträume von Anlagenbauern (OEMs) und EPC-Auftragnehmern. VINCER bietet eine unübertroffene 8-dimensionale technische Analyse (strenge Bewertung von Medium, Temperatur, Druck, Anschlussstandard, Regelverfahren, Material, Branchenmerkmalen und räumlichen Einschränkungen) und gewährleistet eine exakte Anpassung an Ihre spezifische Wasserchemie. Darüber hinaus bietet VINCER umfangreiche Technische 2D/3D-Zeichnungen um sich nahtlos in kompakte modulare Skid-Designs einzufügen. Mit ISO9001-, CE-, SIL- und FDA-Zertifizierungen und kurzen Lieferzeiten (7-10 Tage für Standardbestellungen, 30 Tage für umfangreiche kundenspezifische Anpassungen) garantiert VINCER, dass Ihre mechanische Ausführung so makellos und zuverlässig ist wie Ihre Wasserchemie.
