
Un guide d'ingénierie exhaustif pour maximiser l'efficacité du transfert de chaleur, comparer les alternatives chimiques et non chimiques, et déployer une automatisation intelligente pour protéger vos équipements de plusieurs millions de dollars dans les installations de CVC, de centres de données, de traitement chimique, de production d'énergie et de traitement de l'eau.
Qu'est-ce qu'un système de traitement de l'eau des tours de refroidissement ?
Dans le vaste domaine de la fabrication industrielle, du traitement pétrochimique, de la production d'énergie à grande échelle, des centres de données à grande échelle, des installations municipales de traitement des eaux et des installations commerciales massives de chauffage, de ventilation et de climatisation, la tour de refroidissement est universellement reconnue comme le "poumon industriel" de l'ensemble de l'installation. Ces dispositifs monumentaux de rejet de la chaleur sont responsables de la dissipation de millions de British Thermal Units (BTU) de chaleur perdue dans l'atmosphère chaque heure.
Cependant, sans un système d'information méticuleusement conçu et fonctionnant en continu, il n'est pas possible de mettre en place un système de gestion de l'information. système de traitement de l'eau de la tour de refroidissementEn cas de défaillance, cet organe vital se détériore rapidement, entraînant un arrêt catastrophique de l'ensemble du réseau thermique. À la base, un système de traitement de l'eau d'une tour de refroidissement industrielle n'est pas simplement un ensemble de tuyaux et de fûts de produits chimiques. Il s'agit d'un écosystème très complexe, entièrement automatisé, comprenant des unités de filtration latérales avancées, des stations de dosage de produits chimiques de précision, des capteurs de surveillance analytique en temps réel et des vannes de purge automatisées très réactives. Sa mission ultime va bien au-delà du concept simplifié de "nettoyage de l'eau". Son véritable objectif opérationnel est de protéger les dépenses d'investissement massives (CAPEX) de vos refroidisseurs centrifuges, de vos échangeurs de chaleur en titane et de vos équipements de traitement critiques en contrôlant étroitement la chimie des fluides à l'interface microscopique de transfert de chaleur.
Pour comprendre pourquoi il s'agit d'une exigence technique non négociable plutôt que d'un poste de maintenance facultatif, il faut bien comprendre la thermodynamique de l'"effet de concentration" et les équations rigoureuses du bilan massique d'une boucle de refroidissement ouverte à recirculation. Lorsqu'une tour de refroidissement fonctionne, elle rejette la chaleur du bâtiment ou du processus en évaporant de l'eau dans l'atmosphère. La thermodynamique de la chaleur latente de vaporisation impose que pour chaque 1 000 BTU de chaleur rejetée, environ une livre d'eau doit être physiquement évaporée.
Lorsque cette vapeur d'eau pure quitte la tour et pénètre dans l'atmosphère, elle laisse derrière elle 100% des minéraux dissous, de la silice, des sels lourds et des débris aériens nettoyés dans l'eau restante du bassin. Sans intervention mécanique et chimique dynamique, ce fluide en circulation se transforme rapidement d'une eau du robinet bénigne en une "saumure" hautement concentrée, chimiquement agressive, corrosive et fortement entartrante. Un protocole complet de traitement de l'eau de refroidissement agit exactement comme une machine de dialyse continue pour votre infrastructure CVC. Il fonctionne sans relâche 24 heures sur 24, 7 jours sur 7, filtrant les solides en suspension, équilibrant chimiquement le pH et l'alcalinité, et purgeant continuellement ce fluide toxique pour maintenir un strict état d'équilibre thermodynamique. L'absence de mise en œuvre de ces mesures a des conséquences graves sur le fonctionnement de l'installation, en déclenchant les trois principaux modes de défaillance mécanique catastrophique : l'entartrage minéral, la corrosion électrochimique et l'encrassement microbiologique grave.
Les menaces invisibles : Plongée en profondeur dans l'entartrage, la corrosion et l'encrassement biologique
Avant de se plonger dans l'anatomie mécanique et le matériel spécifique de l'équipement de traitement de l'eau lui-même, les ingénieurs et les exploitants d'installations doivent définir clairement les trois inévitabilités physiques et chimiques distinctes qui dictent les processus de traitement de l'eau des tours de refroidissement. Ignorer ces menaces persistantes transforme une boucle thermodynamique très efficace en une responsabilité dévoreuse d'énergie. L'interaction complexe entre la dynamique des fluides, la contamination atmosphérique et la chimie aqueuse crée un environnement instable où l'incapacité à gérer de manière proactive une seule variable déclenche inévitablement une défaillance en cascade sur l'ensemble du système mécanique.

L'écaillage des minéraux : L'isolant thermique ultime
L'entartrage est un processus de précipitation qui se produit lorsque la concentration de minéraux dissous - principalement le carbonate de calcium (CaCO3), le sulfate de calcium (CaSO4), le silicate de magnésium et la silice (SiO2) - dépasse ses limites naturelles de solubilité et précipite hors de la matrice aqueuse, se cristallisant directement sur les surfaces d'échange de chaleur chaudes. Contrairement à la plupart des substances solubles qui se dissolvent plus facilement dans l'eau chaude, le carbonate de calcium présente une propriété physique unique appelée solubilité inverse. Cela signifie qu'il devient moins soluble à mesure que la température de l'eau augmente. Cette bizarrerie thermodynamique critique est précisément la raison pour laquelle les parties les plus chaudes de votre système, en particulier les parois internes des tubes du condenseur de votre refroidisseur, sont toujours les premières à souffrir d'un grave entartrage minéral.
Le tartre siliceux est particulièrement redouté par les ingénieurs spécialisés dans le traitement des eaux industrielles. Alors que le calcaire de base peut souvent être dissous et éliminé par un nettoyage à l'acide doux (comme les nettoyages à l'acide sulfamique ou citrique), le calcaire de silice forme une couche dense, dure, semblable à du verre, qui est chimiquement inerte pour la plupart des acides de nettoyage standard. Une fois que la silice s'est déposée sur un échangeur de chaleur, il faut souvent recourir à des traitements à l'acide fluorhydrique très dangereux ou à des forages mécaniques destructeurs pour l'éliminer, ce qui menace gravement l'intégrité des tubes en cuivre.
Pour prédire mathématiquement cette tendance à l'échelle, l'industrie s'appuie sur des indices thermodynamiques calculés, principalement le Indice de saturation de Langelier (ISL) et l'indice de stabilité de Ryznar (RSI). L'indice de stabilité est une équation complexe qui prend en compte le pH, la température, le total des solides dissous (TDS), l'alcalinité totale et la dureté calcique de l'eau. Un indice LSI parfaitement égal à 0,0 indique que l'eau est parfaitement équilibrée - ni entartrante, ni corrosive. Un indice LSI négatif indique une eau agressive et corrosive. Un indice LSI positif indique une forte poussée thermodynamique pour que le carbonate de calcium précipite et forme du tartre.
Dans les pratiques modernes d'ingénierie à haut rendement, les gestionnaires d'installations ne visent pas un ISL de 0,0. Au lieu de cela, ils visent intentionnellement à maintenir un INS légèrement supérieur à zéro (généralement compris entre +0,5 et +2,0). Cet environnement légèrement entartrant fournit une couche passivante protectrice microscopique de carbonate de calcium sur le métal brut, le protégeant de la corrosion. Toutefois, cette stratégie à forte contrainte doit être rigoureusement exécutée en conjonction avec des dispersants polymères avancés. Ces dispersants spécialisés à base de polyacrylate et de phosphonate modifient chimiquement la croissance du réseau cristallin du tartre. Grâce à l'encombrement stérique et à la répulsion des charges, ils empêchent les cristaux de calcium microscopiques de s'agglomérer et d'adhérer aux parois du tube du condenseur, les maintenant en suspension dans le fluide en vrac jusqu'à ce qu'ils puissent être éliminés par la vanne de purge automatisée.
L'impact financier de l'absence de contrôle de l'entartrage minéral est brutal et immédiat. Le tartre minéral est un isolant thermique exceptionnel, dont la conductivité thermique ne représente qu'une fraction de celle du cuivre ou de l'acier. Une couche microscopique de tartre, d'une épaisseur d'un millimètre seulement, agit comme une couverture thermique, obligeant le compresseur du refroidisseur à travailler exponentiellement plus fort pour rejeter la même charge thermique. Cela augmente considérablement la "température d'approche" du condenseur et détruit de façon permanente le coefficient de performance (COP) du refroidisseur, ce qui entraîne des factures d'électricité désastreuses.
La corrosion : L'implacable destructeur d'actifs
Si l'entartrage réduit considérablement l'efficacité thermique et gonfle les coûts d'exploitation, la corrosion incontrôlée représente une menace bien plus sombre : elle détruit de manière permanente l'intégrité physique de l'équipement (coûts d'exploitation). L'eau de refroidissement, en particulier lorsqu'elle est fortement oxygénée par l'action violente des cascades à l'intérieur du milieu de remplissage de la tour de refroidissement, agit comme un électrolyte extrêmement agressif. Ce fluide hautement conducteur crée une tempête parfaite pour de multiples formes de dégradation du métal, y compris la corrosion galvanique, les piqûres localisées, la corrosion par crevasses et l'amincissement uniforme généralisé.
La corrosion dans les systèmes de refroidissement industriels est, fondamentalement, un processus électrochimique complexe. Elle implique le transfert d'électrons d'une surface métallique à une autre, facilité par la conductivité de l'eau. Les réactions anodiques et cathodiques à demi-cellules rongent systématiquement les parois de vos coûteuses tuyauteries. Sur le site anodique, le métal pur (comme le fer ou le cuivre) s'oxyde et se dissout dans l'eau sous forme d'ions positifs, laissant derrière lui des électrons. Ces électrons voyagent à travers le métal jusqu'au site cathodique, où ils réduisent généralement l'oxygène dissous en ions hydroxyde. Le flux constant de ce courant électrique microscopique dissout littéralement votre équipement de l'intérieur.
En outre, les systèmes construits avec plusieurs métaux sont confrontés à la menace sérieuse de corrosion galvanique. Lorsque des métaux différents, tels que des tubes d'échangeur de chaleur en cuivre et des tuyaux de distribution en acier au carbone, sont connectés électriquement en présence de l'électrolyte de l'eau de refroidissement, le métal le moins noble (l'acier au carbone) devient l'anode et se corrode à une vitesse violemment accélérée pour protéger le métal le plus noble (le cuivre).
Les tours de refroidissement construites en acier galvanisé sont confrontées à une menace électrochimique unique, connue sous le nom de "rouille blanche". Il s'agit d'un appauvrissement rapide et catastrophique de la couche protectrice de zinc, généralement causé par l'exploitation de la tour nouvellement installée à un pH constamment supérieur à 8,2 ou avec une alcalinité insuffisante au cours de la phase initiale critique de passivation. Si la couche de zinc est décapée, l'acier doux sous-jacent est exposé à l'eau riche en oxygène, ce qui entraîne une défaillance rapide du système.
Si ces réactions électrochimiques complexes ne sont pas contrôlées par l'application précise d'inhibiteurs de corrosion anodique et cathodique (tels que les molybdates, les orthophosphates, les nitrites ou les composés de zinc spécialisés), une corrosion par piqûres localisée peut pénétrer la paroi d'un tube de condenseur en cuivre standard en l'espace de quelques mois. La corrosion par piqûres est particulièrement dangereuse car elle concentre l'ensemble de l'attaque corrosive sur une zone microscopique en forme de trou d'épingle, perçant rapidement le métal. Cela conduit finalement à une contamination croisée catastrophique entre l'eau de refroidissement et le réfrigérant en circuit fermé, à une perte massive de réfrigérant dans l'atmosphère, à des temps d'arrêt d'urgence imprévus et à un remplacement prématuré de l'équipement se chiffrant en centaines de milliers, voire en millions, de dollars.
Encrassement biologique : Un amplificateur insidieux et silencieux
Les tours de refroidissement représentent l'environnement ultime et parfait pour la prolifération microbiologique. Elles sont chaudes, constamment humides, fortement oxygénées et lourdement chargées de nutriments organiques prélevés directement dans l'air ambiant (tels que la poussière, le pollen, les fientes d'oiseaux et les gaz d'échappement industriels). Dans ce bioréacteur industriel idéal, les bactéries, algues, protozoaires et champignons présents dans l'air se développent de manière exponentielle, formant rapidement des communautés biologiques denses et visqueuses, appelées biofilms, sur toutes les surfaces humides du système.
Le biofilm est sans doute la menace la plus insidieuse et la plus difficile à traiter dans tout système d'eau de refroidissement. Les bactéries vivantes sécrètent une matrice collante, semblable à de la colle, appelée substances polymériques extracellulaires (EPS). Cette couche visqueuse d'EPS ancre fermement la colonie bactérienne aux parois du tuyau et agit comme un bouclier impénétrable contre les traitements chimiques standard. Les propriétés d'isolation thermique de ce biofilm sont catastrophiques ; comme le biofilm est composé principalement d'eau stagnante piégée dans la matrice EPS, sa résistance thermique est jusqu'à quatre fois inférieure à celle d'une épaisseur équivalente de tartre en carbonate de calcium dur. Un condenseur encrassé par le biofilm verra son efficacité chuter presque du jour au lendemain.
En outre, le biofilm crée un environnement extrêmement dangereux pour la corrosion localisée. À mesure que le biofilm s'épaissit, l'oxygène ne peut pas pénétrer dans les couches inférieures qui touchent le tuyau métallique. Cela crée un micro-environnement anaérobie (sans oxygène) où des bactéries spécialisées, en particulier les bactéries réductrices de sulfate (SRB), commencent à se développer. Les SRB consomment les sulfates présents dans l'eau et excrètent du sulfure d'hydrogène comme sous-produit métabolique. Ce gaz acide et hautement toxique réagit avec le fer des canalisations, provoquant une corrosion microbiologiquement influencée (MIC) extrêmement agressive et rapide. Ces micro-environnements acides localisés peuvent creuser des trous massifs dans l'acier au carbone standard, le cuivre et même l'acier inoxydable 316L très résistant, sans effort.
Par conséquent, les services complets de traitement de l'eau des tours de refroidissement ne considèrent pas le contrôle biologique comme un objectif secondaire. Un contrôle microbiologique agressif et en plusieurs étapes est prioritaire non seulement pour atténuer les risques graves pour la santé publique des pathogènes aéroportés, mais aussi comme pilier fondamental de la préservation des actifs à long terme et de l'efficacité énergétique.
Anatomie d'un système de traitement de l'eau d'une tour de refroidissement
La transformation de l'eau municipale brute, de l'eau de puits ou de l'eau de surface en un fluide caloporteur stable nécessite une approche mécanique hautement séquentielle et fortement automatisée. L'équation fondamentale du bilan de masse de toute boucle de refroidissement est la suivante : Appoint = évaporation + purge + dérive + fuites du système. Déconstruisons le système en ses principaux blocs fonctionnels, du point d'entrée du fluide au point de sortie automatisé.
Eau d'appoint et étapes de prétraitement
Chaque gallon d'eau évaporé par la tour de refroidissement doit être instantanément remplacé par de l'eau d'appoint. Le profil chimique précis de cette eau entrante - en particulier son dureté calcique/magnésienne, concentration de silice, alcalinité totale, métaux lourds et pH initial - dicte fondamentalement toute la stratégie de traitement en aval et le budget d'approvisionnement en produits chimiques. Le prétraitement constitue la première ligne de défense cruciale. Ignorer le profil holistique de l'eau d'appoint et acheter des mélanges chimiques "prêts à l'emploi" est la cause la plus fréquente d'une défaillance catastrophique du système.

Dans les régions où l'eau est exceptionnellement dure (teneur élevée en calcium/magnésium), des adoucisseurs d'eau industriels utilisant des résines échangeuses d'ions à base de sodium sont fréquemment déployés. Ces énormes réservoirs en fibre de verre éliminent physiquement le calcium de l'eau d'appoint avant qu'elle n'entre dans le circuit de refroidissement. Par ailleurs, pour les sources d'eau extrêmement difficiles ou les objectifs de rejet nul de liquide, des systèmes d'osmose inverse (RO) peuvent être utilisés. En éliminant de manière proactive ces minéraux "formant des roches" à l'entrée, le recours à des inhibiteurs de tartre chimiques coûteux en aval est considérablement réduit. Plus important encore, cela permet à la tour de refroidissement de fonctionner en toute sécurité à des cycles de concentration nettement plus élevés sans craindre une précipitation minérale soudaine.
La station de dosage de produits chimiques et le panneau d'automatisation
Le véritable cerveau opérationnel des solutions modernes pour tours de refroidissement réside dans le panneau d'automatisation basé sur l'API (Automate Programmable Industriel). Le déversement manuel de produits chimiques à l'aide de seaux est une relique dangereuse du passé qui garantit des variations importantes de la composition chimique de l'eau, un gaspillage des budgets consacrés aux produits chimiques et des proliférations de bactéries extrêmement dangereuses. Les systèmes avancés d'aujourd'hui utilisent des sondes analytiques en ligne sophistiquées pour surveiller le pH, la conductivité et le potentiel d'oxydo-réduction (ORP) en continu, 24 heures sur 24, 7 jours sur 7 et 365 jours par an.
Les capteurs ORP fonctionnent comme le radar actif du système, mesurant dynamiquement la force d'assainissement réelle de l'eau en millivolts (mV), plutôt que de calculer aveuglément le volume de produit chimique brut injecté. Ces panneaux d'automatisation contrôlent les skids d'alimentation en produits chimiques à trois pompes de précision en utilisant une logique de contrôle PID (Proportionnel-Intégral-Dérivé) avancée. Cela permet d'éviter les dépassements dangereux des points de consigne des produits chimiques.
Les organismes microbiologiques étant très adaptatifs, un protocole chimique robuste pour les tours de refroidissement nécessite absolument un "dosage alterné des chocs". Il s'agit d'utiliser le panneau d'automatisation pour alterner entre un produit primaire à action rapide et un produit chimique à action rapide. biocide oxydant (comme l'hypochlorite de sodium, le brome ou le dioxyde de chlore) qui oxyde et brûle littéralement les parois cellulaires. biocide non oxydant (comme l'isothiazolinone, le glutaraldéhyde ou le DBNPA) qui perturbe le métabolisme interne et les capacités de reproduction des bactéries. Cette double attaque échelonnée empêche les colonies bactériennes de développer une immunité génétique et de former des super souches résistantes.
Vannes de purge automatisées : Le goulot d'étranglement de l'exécution
Lorsque l'eau pure s'évapore, les minéraux dissous restants se concentrent de manière exponentielle. Pour éviter la sursaturation et l'entartrage massif, une partie précisément calculée de cette eau hautement concentrée doit être continuellement ou périodiquement évacuée vers le drain - un processus critique connu sous le nom de "blowdown" ou "bleed-off". Le panneau d'automatisation déclenche cette séquence en fonction de seuils de conductivité stricts en microSiemens (µS/cm), signalant l'ouverture d'une vanne.
Cependant, l'algorithme chimique le plus sophistiqué et le contrôleur PLC haut de gamme sont totalement inutiles si l'exécution mécanique est défaillante au niveau du tuyau. C'est là que l'importance critique de la vanne de contrôle automatisée entre en jeu. Si l'on utilise une électrovanne générique en laiton de mauvaise qualité ou un robinet-vanne manuel à action lente, elle restera inévitablement partiellement ouverte en raison de l'accumulation de particules, de l'entartrage ou de la corrosion due aux oxydants. Pour gérer les concentrations élevées d'oxydants agressifs, de chlorures corrosifs et de matières en suspension totales (MES) typiques des scénarios de purge, les meilleures pratiques d'ingénierie industrielle imposent l'utilisation exclusive d'électrovannes robustes en laiton de qualité inférieure ou d'une vanne à guillotine manuelle à action lente. vannes à boisseau sphérique en V à actionnement pneumatique ou vannes papillon à haute performance revêtues de téflon. Une vanne qui ne se ferme pas avec une précision absolue et vérifiable de zéro fuite entraîne une purge chimique continue. Les produits chimiques incroyablement coûteux utilisés pour le traitement de l'eau sont alors évacués directement dans les égouts, ce qui détruit définitivement le retour sur investissement que vous aviez calculé.
Maîtriser la filtration en flux latéral pour une efficacité maximale
De nombreux gestionnaires d'installations considèrent à tort la filtration latérale comme un luxe optionnel, souvent le premier élément à être supprimé lors de l'analyse de la valeur du projet initial. En réalité, il s'agit d'un mécanisme vital et non négociable d'économie d'énergie et de réduction des produits chimiques pour toute boucle de refroidissement de plus de 500 tonnes. Les tours de refroidissement, de par leur conception même, agissent comme d'énormes épurateurs d'air atmosphérique. Elles aspirent chaque année des centaines de kilos de poussière, de pollen, d'insectes et de gaz d'échappement industriels en suspension dans l'air. Cette charge de matières en suspension (MES) se dépose inévitablement dans les zones à faible vitesse du bassin de la tour, créant une boue épaisse et riche en nutriments.

Un filtre latéral correctement dimensionné (tel qu'un séparateur centrifuge ou un filtre à sable à haute efficacité) prélève en continu entre 51 et 101 TTP3T de l'eau totale en circulation, élimine physiquement les particules en suspension jusqu'à 5-10 microns et renvoie l'eau polie dans le circuit. Pourquoi cela est-il important pour l'OPEX ? Les matières en suspension consomment des quantités massives de biocides oxydants. Si votre eau est sale, les produits chimiques coûteux attaquent les saletés inertes au lieu des bactéries vivantes. En éliminant physiquement la saleté, vous supprimez complètement le "refuge" où se cachent les bactéries, ce qui améliore considérablement l'efficacité des biocides, protège les joints d'étanchéité délicats des vannes et les roues des pompes d'une abrasion sévère et, en fin de compte, réduit vos coûts annuels d'achat de produits chimiques jusqu'à 30%.
Traitement chimique ou non chimique : Une comparaison technique pragmatique
Le débat technique en cours entre les inhibiteurs chimiques traditionnels et les nouvelles méthodes de traitement physique (non chimique) exige une évaluation brutalement objective. Les ingénieurs doivent parfaitement adapter la technologie aux contraintes environnementales spécifiques du site, aux limites de rejet des eaux usées municipales, aux CAPEX disponibles et aux objectifs de durabilité de l'entreprise.
| Type de technologie | CAPEX initial | OPEX et maintenance | Impact sur l'environnement | Limites critiques et applications idéales |
|---|---|---|---|---|
| Produits chimiques traditionnels (Dispersants polymères, biocides, inhibiteurs) |
Faible | Élevé (achats continus de produits chimiques, logistique de livraison, risques liés à la manipulation manuelle) | Élevée (rejets toxiques, limites municipales strictes pour les métaux lourds et le phosphore) | Limitation : Un examen approfondi de la réglementation et de la responsabilité. Idéal : Bâtiments commerciaux standard, sites avec des budgets d'investissement initiaux extrêmement bas. |
| Systèmes électrolytiques (électrocoagulation / précipitation) |
Haut | Moyen (nettoyage/remplacement périodique des électrodes), une consommation électrique soutenue) | Très faible (aucune toxine synthétique ajoutée) | Limitation : Coût initial élevé, nécessite une conductivité de base relativement stable pour fonctionner. Idéal : Centres de données à grande échelle, bâtiments écologiques LEED Platine visant à une décharge municipale sûre. |
| Systèmes UV / ozone (Eradication physique) |
Moyenne-élevée | Moyenne (remplacement annuel de l'ampoule), une consommation électrique soutenue) | Faible (pas de résidus chimiques ni de toxicité des rejets) | Limitation : Pas de protection résiduelle dans le réseau de canalisations. Un biofilm peut facilement se former dans les jambes mortes. Idéal : Doit être associé à un biocide chimique secondaire pour une protection complète. |
Le défaut fatal des systèmes UV/Ozone purs
Si la lumière ultraviolette (UV) et la génération d'ozone sont des technologies exceptionnelles, de qualité hospitalière, qui permettent d'éradiquer les bactéries au point de contact exact (dans la chambre de réacteur fermée), elles présentent un défaut d'ingénierie fatal lorsqu'elles sont utilisées comme solutions autonomes dans des systèmes industriels tentaculaires : ils n'offrent aucune protection résiduelle sur les très nombreux kilomètres de tuyauterie d'une installation. L'eau parfaitement stérile qui quitte la chambre UV peut facilement être recontaminée de manière critique lorsqu'elle atteint un "bras mort" à faible débit ou un échangeur de chaleur éloigné où le biofilm s'est déjà implanté. Pour déployer les UV ou l'ozone en toute sécurité, les ingénieurs doivent encore compléter le système physique par un résidu chimique de faible niveau (comme une alimentation continue en chlore doux) afin de protéger les extrémités distales de la boucle de refroidissement.
Nouvelles alternatives électrolytiques
Les systèmes électrolytiques avancés offrent une approche physique holistique de l'entartrage et de la lutte biologique. En faisant passer l'eau de refroidissement dans une chambre de réacteur à courant continu, ces systèmes forcent le calcium et le magnésium à précipiter sans danger sur une cathode (en créant un environnement localisé à pH élevé à la surface du métal), tout en générant simultanément des espèces réactives de l'oxygène (ROS) et du chlore libre à partir des chlorures naturels à l'anode pour tuer les bactéries. Étant donné qu'aucun produit chimique synthétique hautement toxique n'est ajouté, l'eau de purge est généralement exemptée des sanctions sévères en matière de rejets toxiques.
(Remarque technique cruciale : bien qu'elle soit fortement commercialisée comme étant "sans produits chimiques", l'eau de purge électrolytique est toujours très concentrée en sels dissous naturels, en chlorures et en alcalinité élevée. Elle doit être acheminée en toute sécurité vers les égouts sanitaires municipaux. Sans passer d'abord par une vaste usine de dessalement par osmose inverse, l'eau de purge électrolytique ne doit absolument pas être utilisée pour l'irrigation des espaces verts, car la salinité élevée détruira rapidement les mécanismes du sol et tuera toute la vie végétale).
Conformité à la législation sur les légionelles et à la norme ASHRAE 188
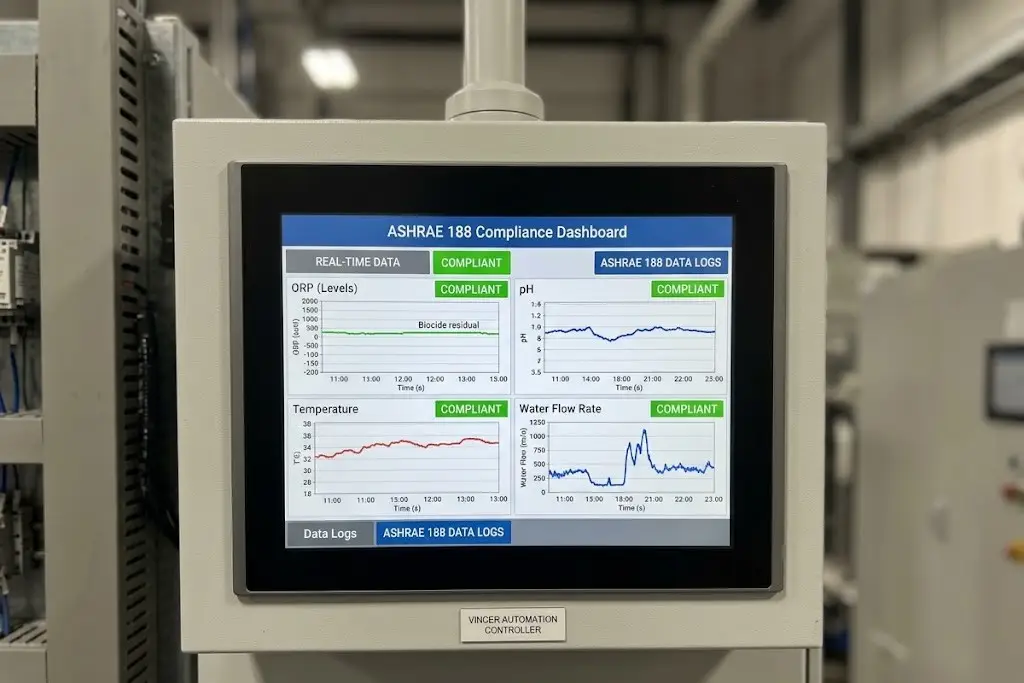
Lorsqu'une tour de refroidissement fonctionne, les énormes ventilateurs à tirage induit libèrent un fin brouillard de gouttelettes d'eau (appelé dérive) dans l'atmosphère. Si l'eau du bassin est contaminée par la bactérie Legionella pneumophilaCette dérive devient alors un vecteur très efficace de la maladie du légionnaire (une forme grave et souvent mortelle de pneumonie), capable d'infecter des personnes vulnérables à des kilomètres de distance, en fonction des vents dominants et de l'humidité. La publication de la ASHRAE Standard 188 (Legionellosis : Risk Management for Building Water Systems) a établi la base de référence définitive et juridiquement contraignante pour les systèmes d'approvisionnement en eau des bâtiments commerciaux et industriels.
La conformité à la norme ASHRAE 188 n'est plus une suggestion de meilleure pratique ; c'est une question de responsabilité juridique stricte qui exige un plan de gestion de l'eau (WMP) complet et vivant, personnalisé par une équipe d'experts. Ce plan de gestion de l'eau doit comprendre un diagramme détaillé du processus, une analyse rigoureuse des risques, des capacités de dosage automatisé et continu des biocides et un enregistrement numérique rigoureux et inaltérable des paramètres de l'eau. En cas d'épidémie municipale imputable à une installation, les propriétaires de bâtiments qui ne disposent pas de registres de données numériques automatisés prouvant la constance des niveaux de Redox et des résidus de biocides s'exposent à des risques juridiques catastrophiques, à des procès pour négligence de plusieurs millions de dollars et à des atteintes graves et irréversibles à leur réputation. Les registres manuels griffonnés au crayon par le personnel d'entretien ne sont plus défendables dans les salles d'audience modernes.
Calculer le retour sur investissement : Comment un traitement adéquat permet de réduire les coûts d'exploitation
Pour obtenir le budget d'investissement nécessaire à la mise en place d'un système d'alimentation chimique et d'automatisation de pointe pour les tours de refroidissement, il faut parler le langage financier du chef d'entreprise. Cela passe par des mesures concrètes et vérifiables de conservation de l'eau et des gains importants en termes d'efficacité énergétique.
Optimiser les cycles de concentration (COC) pour économiser l'eau
Le ratio "Cycles de concentration" (COC) détermine l'efficacité globale de l'eau de l'ensemble de la boucle de refroidissement. Il est défini mathématiquement comme le ratio des solides dissous dans l'eau de purge par rapport aux solides dissous dans l'eau fraîche d'appoint. La formule technique utilisée pour calculer les pertes d'eau est la suivante :
Considérons une tour de refroidissement de 1 000 tonnes fonctionnant à pleine charge dans un climat chaud et évaporant environ 30 gallons par minute (GPM). Si un mauvais traitement de l'eau, un manque d'automatisation ou une peur de l'entartrage vous obligent à fonctionner avec un COC prudent de 2,0, votre volume de purge est exactement égal à votre volume d'évaporation (30 GPM à l'égout). Le passage à un système de dosage automatisé de précision avec des dispersants polymères avancés permet un fonctionnement sûr et stable à un COC de 4,0 ou 5,0. En passant de cycles de 2,0 à 4,0, votre purge passe de 30 GPM à seulement 10 GPM. Vous réduisez mathématiquement votre volume de purge - et les surtaxes municipales d'eaux usées et les coûts de composition chimique associés - d'un pourcentage stupéfiant de 66%.
Prévenir l'entartrage des tubes des refroidisseurs pour économiser d'énormes coûts énergétiques
Aussi impressionnantes que soient les économies d'eau, elles ne sont pas à la hauteur des économies d'électricité réalisées par le refroidisseur centrifuge. Considérons un refroidisseur standard de 1 000 tonnes fonctionnant à un taux d'électricité commercial prudent de $0,12/kWh. Une couche microscopique de 0,5 mm à l'intérieur des tubes du condenseur agit comme une puissante barrière thermique, augmentant la température d'approche et réduisant l'efficacité globale du transfert de chaleur d'environ 10%.
Au cours d'une année de fonctionnement typique à forte charge (environ 4 000 heures), ce simple demi-millimètre d'échelle se traduit par plus de $22.000 en coûts d'énergie pure gaspillée par an. L'électricité gaspillée en seulement six mois de fonctionnement d'un refroidisseur à échelle est plus que suffisante pour financer l'achat et l'installation d'un capteur de première qualité, entièrement automatisé, et d'un système de dosage de précision. L'amélioration du traitement de l'eau n'est pas une dépense d'entretien ennuyeuse ; c'est la stratégie de réduction de la consommation d'énergie la plus rentable qui soit dans une installation commerciale.
Le talon d'Achille de l'exécution : Pourquoi les vannes automatisées de haut niveau déterminent la réussite du traitement
Vous pouvez concevoir méticuleusement l'algorithme chimique parfait, installer des contrôleurs PLC de qualité militaire, employer les meilleurs consultants en traitement de l'eau et vous procurer les biocides sur mesure de la plus haute qualité. Cependant, l'ensemble du système de gestion thermique de plusieurs millions de dollars échouera complètement si ses "mains et ses pieds" - les vannes de contrôle des fluides - sont inadéquats. L'assemblage d'un système à l'aide de vannes manuelles génériques à action lente ou d'électrovannes en laiton bon marché garantit un mélange chimique médiocre, des temps d'arrêt de maintenance angoissants et les fuites de purge chroniques mentionnées plus haut.
C'est là que le choix d'un partenaire intelligent, de qualité industrielle, devient le pivot ultime de la fiabilité de votre système. Dans l'environnement volatile et à fort enjeu du dosage chimique automatisé et des séquences de purge hautement concentrées, la durabilité mécanique et les valeurs précises du coefficient de débit (Cv) sont primordiales. Vous avez besoin de vannes capables de supporter des chutes de pression soudaines, des oxydants hautement corrosifs et des solides en suspension abrasifs sans broncher ni se dégrader sur des milliers de cycles.
VINCER VINCER est un fournisseur de premier plan de solutions de vannes automatisées intelligentes, conçues spécifiquement pour ces environnements de contrôle des fluides sévères. Lorsqu'il s'agit de biocides oxydants agressifs et de fluides de purge à forte teneur en calcaire, les vannes pneumatiques et électriques de VINCER offrent des performances exceptionnelles en matière d'anti-brouillage et garantissent ANSI Class VI zero leakage. Ce joint bidirectionnel sans compromis garantit que vous ne perdrez jamais de l'eau traitée chimiquement et coûteuse dans l'égout à cause d'un siège de soupape usé ou encrassé.
Au-delà de la performance matérielle brute, VINCER élimine les cauchemars de l'intégration pour les constructeurs d'équipements (OEM) et les entrepreneurs EPC. Grâce à une analyse technique inégalée en 8 dimensions (évaluation rigoureuse du milieu, de la température, de la pression, de la norme de raccordement, de la méthode de contrôle, du matériau, des caractéristiques industrielles et des contraintes spatiales), VINCER garantit une adaptation exacte de l'application à la chimie spécifique de l'eau. En outre, VINCER fournit des informations détaillées sur Dessins techniques 2D/3D pour s'intégrer parfaitement dans les patins modulaires compacts. Soutenu par les certifications ISO9001, CE, SIL et FDA, avec des délais de livraison rapides (7-10 jours pour les commandes standard, 30 jours pour les personnalisations importantes), VINCER garantit que votre exécution mécanique est aussi impeccable et fiable que la chimie de votre eau.
