
Introduction
Dans les industries lourdes telles que la pétrochimie, le transport de GNL et le dessalement en mer, l'automatisation fiable des vannes quart de tour est un impératif de sécurité. Les ingénieurs sont confrontés à des pressions différentielles extrêmes, à des fluides hautement corrosifs et à des frottements statiques importants. Les actionneurs linéaires standard à entraînement par engrenage tombent souvent en panne dans ces conditions. actionneur à arcade scotch la solution mécanique définitive et robuste pour les systèmes de contrôle de flux industriels.
Le défi principal de l'actionnement des vannes quart de tour
Pour vraiment comprendre la supériorité technique de ce mécanisme de bloc coulissant spécifique, il est essentiel de disséquer d'abord les forces physiques et hydrodynamiques invisibles qu'il doit continuellement surmonter. Lors de l'automatisation d'infrastructures de pipelines à usage intensif, telles que les pipelines construits selon les spécifications API 6D, les exigences mécaniques imposées au système d'actionnement vont bien au-delà d'un simple mouvement de rotation. Les principaux adversaires de la dynamique des fluides et du fonctionnement des vannes sont les suivants Stiction (frottement statique), le frottement dynamique des roulements, le couple hydrodynamique et l'immense pression différentielle (ΔP) qui peut souvent dépasser 150 bars dans les applications de canalisation principale.
Prenons l'exemple d'un énorme robinet à tournant sphérique de 24 pouces de classe 600 installé dans un oléoduc principal ou dans une prise d'eau de mer à haute pression pour le dessalement. Au cours des cycles opérationnels standard, cette vanne peut rester entièrement ouverte ou entièrement fermée pendant plusieurs mois consécutifs, servant uniquement de nœud d'isolement d'urgence. Au cours de cette période stationnaire prolongée, les matériaux polymères du siège - tels que le polytétrafluoroéthylène (PTFE) vierge, le polyéther-éther-cétone (PEEK) ou les composites élastomères renforcés (comme le Devlon) - subissent un phénomène thermodynamique et mécanique connu sous le nom d'"écoulement à froid" ou de fluage élastomérique.
Sous la pression continue de la conduite, ces polymères migrent de façon microscopique et se compriment dans la micro-structure poreuse de la surface de la bille métallique. Simultanément, la pression du fluide en amont exerce des dizaines de milliers de livres de force latérale, coinçant la bille agressivement contre le mécanisme d'étanchéité en aval. Cela crée un effet de verrouillage mécanique massif entre la bille et les sièges. La force de rotation initiale nécessaire pour briser cette prise statique, surmonter l'interférence du siège et dégager le boisseau est scientifiquement appelée couple de rupture à l'ouverture (BTO). Si un actionneur ne peut pas fournir un pic de couple soudain et disproportionné exactement à la position 0 degré, la vanne restera simplement grippée, déclenchant une défaillance en cascade dans tout le système de contrôle du processus et risquant de provoquer une grave surpression en amont.
La métaphore de l'ingénierie du "camion immobilisé
Imaginez cette valve fortement grippée comme un énorme camion à pleine charge bloqué sur une pente raide. La poussée mécanique initiale nécessaire pour briser l'adhérence statique du pneu sur la route et faire tourner les roues à partir d'un arrêt complet est astronomique. Cependant, une fois que le camion commence à rouler, l'élan cinétique prend le dessus et la force continue nécessaire pour le maintenir en mouvement diminue considérablement. C'est ce qu'on appelle le "couple de marche".
Dans l'automatisation des vannes, cela se traduit directement par la différence massive entre le couple de BTO et le couple de marche. Le couple de fonctionnement n'est généralement que de 30% à 40% de l'exigence initiale de BTO. Le dimensionnement d'un réducteur à couple linéaire standard pour répondre à une exigence extrême de BTO se traduit par un actionneur largement surdimensionné, excessivement coûteux et consommant des quantités d'air comprimé totalement inutiles pendant toute la course de 90 degrés. L'industrie avait besoin d'une liaison mécanique qui concentre mathématiquement son avantage mécanique maximal précisément là où le pipeline en a le plus besoin.
Anatomie et cinématique de l'actionneur Scotch Yoke
La brillance mécanique de la actionneur pneumatique à arcade réside dans la conversion non linéaire de la poussée linéaire en couple de rotation. Contrairement aux conceptions à pignon et crémaillère qui reposent sur l'engagement continu de dents d'engrenage fragiles, cet actionneur utilise une liaison mécanique coulissante spécialement conçue pour absorber et transmettre des contraintes extrêmes sans usure prématurée, fatigue du métal ou grippage.
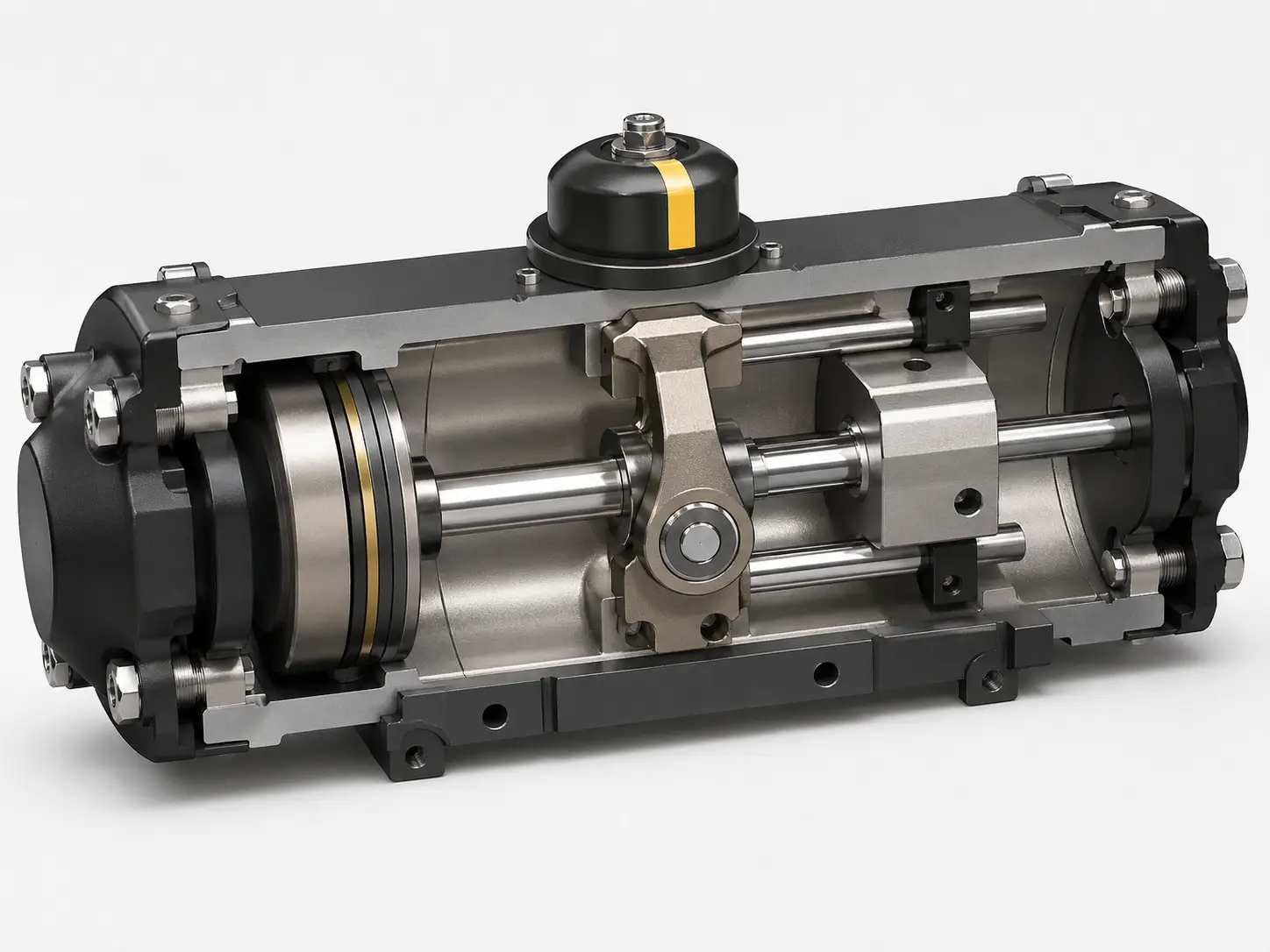
Le cœur de la mécanique : Pistons, blocs coulissants et culasses
En examinant l'architecture interne d'une unité lourde, nous pouvons identifier avec précision les composants hautement techniques qui régissent ce transfert d'énergie cinétique. Chaque élément est sélectionné métallurgiquement pour supporter des millions de cycles :
- Le cylindre de puissance : Entraîné par de l'air comprimé ou de l'huile hydraulique, ce vérin de précision génère une poussée linéaire pure. Les parois internes sont traitées de manière critique par nickelage chimique (ENP) sur une épaisseur d'au moins 25 microns, ou par anodisation dure. Cela crée une finition de surface semblable à du verre avec une valeur Ra (rugosité moyenne) extrêmement faible, qui empêche la corrosion due à l'humidité dans l'alimentation en air et minimise le frottement dynamique des joints, ce qui prolonge considérablement la durée de vie des joints toriques.
- L'assemblage du piston et de la tige : Le piston est équipé de joints dynamiques spécialisés - typiquement en caoutchouc nitrile-butadiène (NBR) pour les applications standard de -20°C à +80°C, ou en composites fluorocarbone (Viton) et silicone pour les environnements à haute/basse température extrêmes - afin d'éviter les fuites de dérivation pneumatique. La tige de piston en acier au carbone à haute résistance transfère la poussée linéaire vers l'avant dans le boîtier central sans se déformer sous l'effet d'une pression énorme.
- Le bloc coulissant et la barre de guidage : Il s'agit d'un point critique de défaillance dans les conceptions de qualité médiocre. Un actionneur de qualité supérieure utilise une barre de guidage robuste, chromée dur, pour absorber les charges latérales destructrices. Le bloc coulissant (ou roulement à rouleaux), généralement usiné dans des alliages de bronze autolubrifiants à haute résistance (tels que le C93200), se déplace linéairement le long de ce guide tout en s'engageant dans la fente de l'arcade centrale. En absorbant les forces radiales générées lors de la rotation, ce mécanisme empêche les forces transversales de dégrader les joints de la tige de piston, garantissant ainsi l'absence de fuite dans le temps.
- L'arcade de l'actionneur : Le moyeu central rotatif est généralement coulé à la cire perdue en fonte ductile (par exemple, ASTM A536) ou forgé en acier au carbone pour les applications à couple très élevé. Il se fixe directement sur la tige de la soupape. Lorsque le bloc coulissant pousse contre la fente interne de l'arcade, il force un mouvement de rotation régulier de 90 degrés.
Décoder la courbe de couple en U
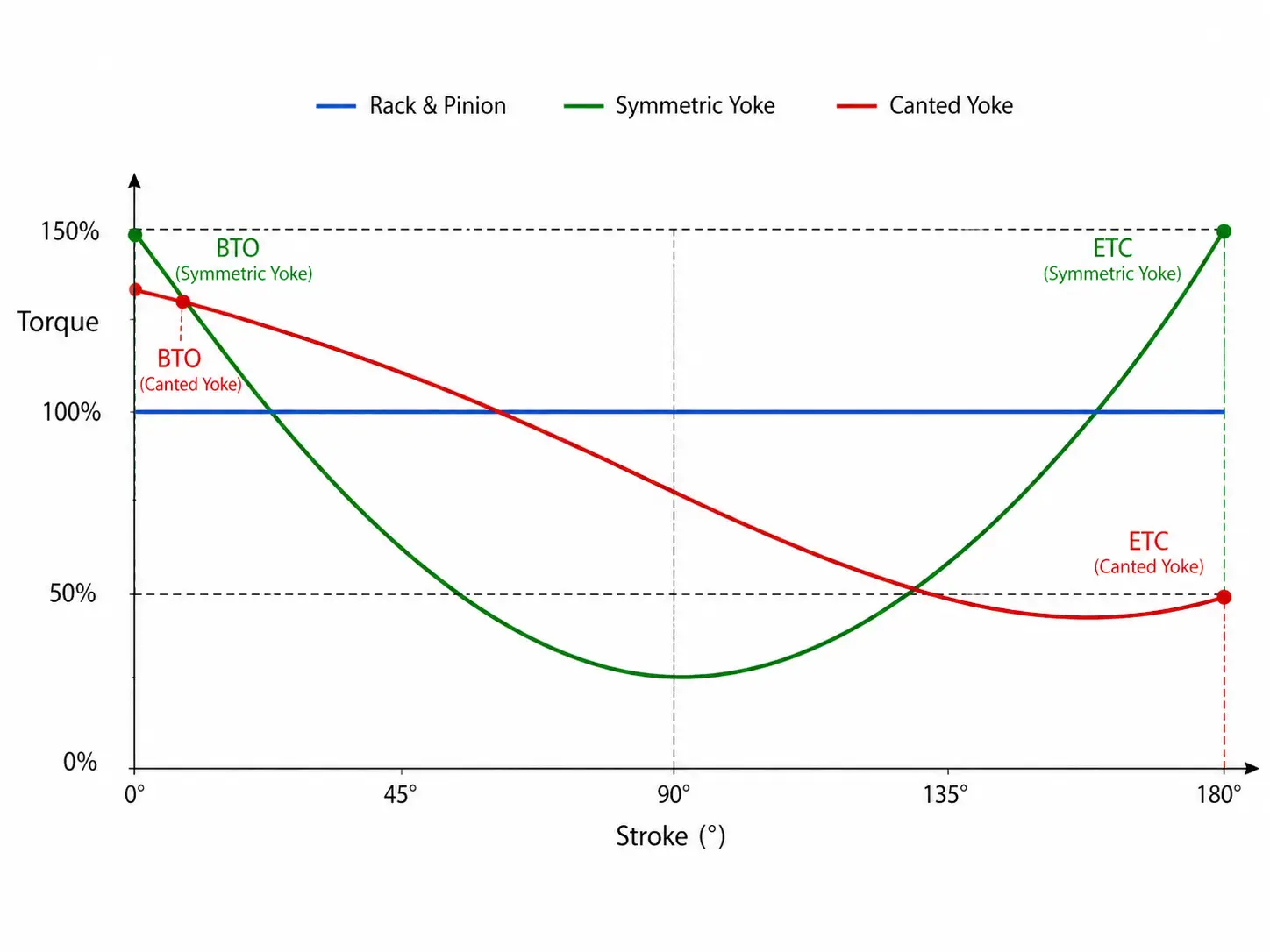
Dans la cinématique du génie mécanique, le couple (τ) est le produit croisé de la force (F) et de la distance entre le bras et le moment (r). Dans ce mécanisme spécifique, alors que le cylindre pneumatique pousse avec une force linéaire constante (en supposant une pression d'alimentation en air stable), l'angle entre le bloc coulissant et la fente de l'étrier change continuellement tout au long de la course de 90 degrés. Par conséquent, la longueur du bras de moment effectif change dynamiquement, générant une courbe de couple en forme de U très caractéristique.
Il est absolument indispensable de comprendre les trois points critiques de cette courbe mathématique pour dimensionner correctement l'actionneur afin d'éviter le cisaillement de la tige :
- Ouverture à la rupture (BTO) / 0 degré : La soupape est complètement fermée contre la pression maximale de la ligne, et le frottement est à son maximum absolu. Dans cette géométrie spécifique, le bras de levier de l'arcade est à sa longueur effective maximale. L'actionneur délivre un pic de couple maximum explosif, cisaillant avec succès le boisseau des sièges en polymère sans nécessiter de cylindre pneumatique surdimensionné.
- Couple d'exécution / 45 degrés : Lorsque la vanne tourne vers le point médian, la cavité de la bille est exposée et le fluide commence à s'écouler. La résistance physique et la pression différentielle diminuent considérablement. En conséquence, la géométrie de l'arcade coulissante réduit le bras de levier à sa longueur la plus courte, ce qui ramène le couple de sortie à son point le plus bas (le bas du "U"). Cette caractéristique mécanique garantit que l'air comprimé n'est pas gaspillé et que la vitesse de la course reste très constante.
- De bout en bout (ETC) / 90 degrés : Lorsque la vanne termine sa course d'un quart de tour pour refermer la canalisation, la bille doit se rétracter dans les sièges en polymère contre la vitesse totale du fluide qui s'écoule. Le bras de levier de l'arcade s'allonge à nouveau, fournissant un second pic de couple de sortie pour assurer une fermeture étanche aux bulles et aux fuites, conforme aux normes rigoureuses des tests d'étanchéité de l'API 598.
Géométrie de l'empiècement : Modèles symétriques ou inclinés
Si la compréhension de la courbe de couple standard en forme de U est fondamentale, l'automatisation avancée des pipelines exige un réglage fin de cette sortie pour qu'elle corresponde parfaitement aux signatures de couple distinctes des différents types de vannes. Les fabricants y parviennent en modifiant fondamentalement l'usinage géométrique de la piste de l'axe de l'arcade, en classant les mécanismes en deux familles principales : Symétrique et incliné. Une mauvaise spécification à ce niveau entraînera une défaillance opérationnelle.
Arcades symétriques : La norme pour les robinets à tournant sphérique et les robinets à tournant conique
Dans une conception symétrique, la fente interne de l'arcade est usinée parfaitement parallèlement à l'axe longitudinal de l'actionneur lorsque le mécanisme se trouve exactement à mi-course (45 degrés). Cette symétrie géométrique implique que le bras de levier à 0 degré est mathématiquement et physiquement identique au bras de levier à 90 degrés. Par conséquent, en supposant une pression d'air constante, le couple de rupture à l'ouverture (BTO) est exactement égal au couple de fin de fermeture (ETC).
Les arcades symétriques constituent la norme technique absolue pour les robinets à tournant sphérique montés sur tourillon et les robinets à tournant conique lubrifiés. Ces types de vannes spécifiques nécessitent une force massive pour se dégager au début de la course en raison de la friction, mais de manière critique, elles nécessitent également une force tout aussi élevée pour presser la bille dans le siège et établir une étanchéité sûre à double blocage et purge (DBB) contre une pression différentielle élevée à la fin de la course. La courbe en U équilibrée et symétrique répond parfaitement à cette double demande de pointe, offrant une marge de sécurité fiable pour l'isolation de la haute pression et garantissant que la vanne ne se bloque pas à 85 degrés.
Arcades inclinées : Optimisation dimensionnelle pour les vannes papillon
Une culasse inclinée (ou inclinée/asymétrique) modifie complètement le paradigme mécanique. En inclinant légèrement la fente de l'arcade - typiquement usinée à un angle de 10 à 15 degrés par rapport à l'axe central de l'actionneur - les ingénieurs modifient fondamentalement l'endroit où l'avantage mécanique maximal se produit pendant la rotation. Ce déplacement géométrique sacrifie le couple de fermeture (ETC) pour amplifier massivement le couple d'ouverture (BTO) jusqu'à 20% à 30%, sans augmenter la taille du cylindre.
Cette conception est explicitement et exclusivement conçue pour les vannes papillon à haute performance et à triple excentration. Contrairement aux robinets à tournant sphérique, le disque d'un robinet à papillon bascule simplement dans le siège à la fin de sa course. La fermeture et l'étanchéité nécessitent un couple relativement faible. Cependant, l'ouverture d'une vanne papillon massive contre une pression différentielle élevée et des conditions de fonctionnement extrêmes nécessite un couple relativement faible. interférence du siège (couple de désolidarisation)L'exigence en matière de BTO est stupéfiante. En utilisant un arcade inclinée, la géométrie augmente artificiellement la force de désengagement initiale. Cela permet aux ingénieurs de spécifier un vérin pneumatique physiquement plus petit et plus rentable pour obtenir la même capacité d'ouverture, ce qui permet d'économiser un espace précieux et de réduire de manière significative la consommation d'air de l'usine.
Etrier écossais contre pignon et crémaillère : Une perspective TCO
Un débat technique récurrent parmi les ingénieurs en instrumentation et les entrepreneurs EPC porte sur le choix entre les mécanismes à pignon et crémaillère entraînés par engrenage et l'architecture à étrier coulissant. Le choix d'une spécification incorrecte n'affecte pas seulement les dépenses d'investissement initiales (CAPEX), mais aussi le coût total de possession (TCO) sur un cycle de vie opérationnel de 10 à 20 ans, en tenant compte de la maintenance, de la consommation d'air et des temps d'arrêt.
Les actionneurs à crémaillère génèrent une courbe de couple plate, constante et linéaire. Comme le bras de levier (le rayon de l'engrenage) ne change jamais, la sortie reste la même de 0 à 90 degrés. Ils sont exceptionnellement bien adaptés aux vannes de petite taille (typiquement < 6 pouces) qui ne souffrent pas d'interférences sévères au niveau du siège. Cependant, lorsque les exigences de couple dépassent le seuil de 2 000 à 3 000 Nm, le fait d'obliger une unité entraînée par engrenage à répondre à la demande massive de BTO entraîne un surdimensionnement volumétrique important. En outre, le meulage continu des dents de l'engrenage sous une pression différentielle élevée entraîne rapidement des piqûres, des contraintes de cisaillement et des défaillances mécaniques prématurées.
Calcul du coût total de possession sur 10 ans (scénario réel)
Pour aller au-delà de l'abstraction théorique, calculons l'impact financier profond à l'aide d'un scénario d'ingénierie concret : l'automatisation d'une vanne à bille de 24 pouces de classe 600 dans un environnement difficile de raffinerie sur un cycle de vie de 10 ans.
- L'option pignon et crémaillère (la fausse économie) : L'unité surdimensionnée requise coûte environ $15,000 de CAPEX initial. Au bout de 10 ans, soumis à de fortes contraintes et à des charges ponctuelles sur les engrenages, il nécessite au moins deux révisions internes majeures. En outre, son cylindre surdimensionné consomme 40% d'air d'instrumentation en plus, ce qui alourdit le réseau de compresseurs de l'usine. Si l'on tient compte des pièces détachées, de la main-d'œuvre, des coûts énergétiques excédentaires et du coût dévastateur des arrêts imprévus des pipelines, les coûts d'exploitation liés à la maintenance dépassent facilement les 1,5 million d'euros. $12,000. Total du CTP sur 10 ans : $27,000+.
- Option "Scotch Yoke" (investissement technique) : Un mécanisme de type "scotch yoke" correctement dimensionné présente un coût de fabrication initial plus élevé, de l'ordre de $18,000 (une prime CAPEX de 20%). Cependant, le frottement est absorbé en toute sécurité par des blocs de glissement durables et autolubrifiants et par des barres de guidage chromées. Parce qu'il est correctement dimensionné pour la courbe en U, il économise l'air comprimé. Sur une période de 10 ans, il ne nécessite que des remplacements de kits de joints souples de base, pour un coût d'environ 1,5 million d'euros. $1,500. Total du CTP sur 10 ans : $19,500.
La conclusion : En absorbant un coût d'investissement initial légèrement plus élevé, l'installation réalise une économie d'énergie vérifiée. des économies de plus de 27%tout en maximisant le temps de fonctionnement du processus, en réduisant la charge des compresseurs et en minimisant les risques pour la sécurité.
| Critères d'ingénierie | Mécanisme à crémaillère et pignon | Mécanisme de l'étrier écossais |
|---|---|---|
| Profil du couple délivré | Linéaire (couple constant sur toute la course de 90°) | Forme en U (le couple maximal est mathématiquement concentré à 0° et 90°) |
| Spécification de la soupape idéale | Vannes à boule/papillon de petit diamètre (< 6") | Robinets à tourillon de grand diamètre, robinets à tournant sphérique, robinets à tournant conique, robinets à papillon à haute performance |
| Caractéristiques d'usure | Piqûres et cisaillement des dents d'engrenage sous contrainte élevée et continue | Frottement de glissement (très durable avec des guides en alliage de bronze) |
| Impact financier du TCO | CAPEX inférieur, OPEX de remplacement/consommation d'air/temps d'arrêt beaucoup plus élevé | CAPEX plus élevé, OPEX de maintenance sur 10 ans exceptionnellement bas |
Architectures à sécurité intégrée et conformité aux normes ESD
Dans les industries de transformation dangereuses telles que le raffinage pétrochimique, les parcs de stockage et le traitement du GNL, un actionneur de vanne n'est pas simplement un outil de régulation du débit. Il constitue l'ultime ligne de défense mécanique contre les surpressions catastrophiques, les rejets toxiques et les catastrophes environnementales. Il est absolument essentiel de comprendre comment le mécanisme de l'arcade s'intègre aux modules d'alimentation à sécurité intégrée pour se conformer aux directives de sécurité rigoureuses de l'usine et aux protocoles d'arrêt d'urgence (ESD).
Configurations à double effet (DA)
Dans une configuration standard à double effet (DA), l'air comprimé de l'instrument est utilisé pour entraîner le piston pneumatique dans les deux sens, ce qui alimente à la fois les courses d'ouverture et de fermeture de la vanne. De manière inhérente, si l'usine subit une perte totale de pression d'air ou une panne électrique, l'actionneur perd toute force motrice. La vanne présentera un comportement de type "Fail-Last", restant entièrement immobile dans sa position actuelle. Pour les nœuds de sécurité critiques, cette absence d'isolation automatique est fondamentalement inacceptable.
Cependant, les ingénieurs peuvent obtenir une fonctionnalité de sécurité critique sans migrer vers une conception à ressort en associant un actionneur DA à un dispositif de sécurité dédié. Accumulateur pneumatique (réservoir de volume). Ce réservoir sous pression certifié stocke un volume prédéterminé d'air comprimé. En cas de chute de pression à l'échelle de l'usine, des vannes pilotes intégrées et des clapets anti-retour détectent la défaillance et acheminent instantanément l'air stocké de l'accumulateur vers le cylindre, en plaçant la vanne dans sa position de sécurité désignée. Bien que très efficaces, les réservoirs volumétriques augmentent considérablement l'encombrement, le poids et la complexité de la tuyauterie de l'ensemble.
Modules de rappel par ressort (SR) et exigences SIL
Pour les vannes ESD les plus critiques - les éléments finaux d'un système instrumenté de sécurité (SIS) - les ingénieurs de sécurité exigent un système de contrôle de la sécurité. actionneur pneumatique à arcade simple effetCette architecture est connue sous le nom de configuration à ressort de rappel (SR). Dans cette architecture, la pression de l'air est introduite dans le cylindre pour actionner la soupape tout en comprimant simultanément un ressort mécanique massif et résistant (ou un ensemble imbriqué de plusieurs ressorts).
Le système maintient activement cet état de compression pendant l'exploitation normale du pipeline. Si le système de contrôle subit une perte de puissance catastrophique, une rupture de la conduite d'air ou un signal de déclenchement d'urgence intentionnel, la pression pneumatique est instantanément évacuée par des vannes d'échappement rapides. L'immense énergie potentielle stockée dans le ressort mécanique est libérée, entraînant le piston vers l'arrière et faisant tourner la vanne jusqu'à sa position de sécurité (soit Fail-Close pour isoler le flux, soit Fail-Open pour relâcher la pression vers un système de torche) sans nécessiter un seul joule d'énergie externe.
Ces unités étant la dernière ligne de défense, elles doivent faire l'objet d'un audit rigoureux par une tierce partie afin d'obtenir la certification SIL (Safety Integrity Level) conformément à la norme IEC 61508. Les actionneurs déployés dans ces nœuds doivent généralement être conformes aux normes SIL 2 ou SIL 3, ce qui garantit des taux de probabilité de défaillance à la demande (PFD) extrêmement faibles.

Sources d'énergie pneumatiques et hydrauliques
Avant de finaliser l'architecture de sécurité, les ingénieurs de l'usine doivent évaluer en profondeur et déterminer le fluide moteur optimal pour entraîner le piston. Si la cinématique interne et la géométrie de l'arcade centrale restent absolument identiques, les propriétés physiques de la source d'énergie déterminent le temps de réponse dynamique de l'actionneur, son encombrement et les protocoles de maintenance.
Systèmes pneumatiques fonctionnent à l'aide d'air propre et comprimé, généralement régulé entre 5 et 8 bars (70 et 115 psi). Les gaz sont par nature hautement compressibles, ce qui confère aux systèmes pneumatiques des temps de course exceptionnellement rapides. Cette rapidité d'actionnement - capable d'actionner des vannes massives en moins de 3 secondes - en fait la norme absolue pour les vannes ESD qui doivent se fermer presque instantanément pour isoler les ruptures de pipelines. En outre, les systèmes pneumatiques sont très rentables à installer et ne présentent aucun risque de contamination de l'environnement ; un joint qui saute ne fait qu'évacuer de l'air inoffensif dans l'atmosphère.
Systèmes hydrauliquesLes actionneurs hydrauliques, à l'inverse, utilisent des fluides synthétiques incompressibles fonctionnant à des pressions extrêmes, souvent comprises entre 100 et 300 bars (1 450 à 4 350 psi). Comme les liquides possèdent un module de masse élevé et ne se compriment pas, les actionneurs hydrauliques offrent un contrôle de positionnement parfaitement rigide et précis, éliminant toute hésitation "spongieuse". Le principal avantage technique réside dans l'extrême densité de la force. Un vérin hydraulique peut générer une poussée linéaire massive à partir d'un profil étonnamment compact. Lorsqu'il s'agit d'automatiser des vannes de canalisations principales gigantesques sur des plates-formes offshore où l'espace structurel est très limité, les vérins hydrauliques sont largement préférés, même s'ils nécessitent des unités de puissance hydrauliques (HPU) complexes et des protocoles de propreté des fluides très stricts.
Surmonter les goulets d'étranglement en matière de délais et de contrôle de la qualité dans l'automatisation des vannes
La spécification de la courbe de couple mathématiquement correcte, de la géométrie de l'étrier et de l'architecture de sécurité n'est que le fondement théorique de l'automatisation des pipelines. Dans l'exécution d'un projet réel, il est primordial de garantir la livraison de la chaîne d'approvisionnement dans les délais et la correspondance métallurgique exacte pour que les essais d'acceptation du site (SAT) soient réussis.

VANNE VINCER est structurellement conçu pour éliminer ces goulets d'étranglement de la chaîne d'approvisionnement grâce à un écosystème de fabrication transparent et très efficace. Grâce à un site de 7 200 mètres carrés, à quatre lignes de production automatisées dédiées et à plus de 10 ans d'expertise spécialisée dans le contrôle des fluides, nous fournissons une voie mathématiquement sûre du dimensionnement technique à l'installation finale de la canalisation.
Optimisez l'automatisation de votre pipeline grâce à un dimensionnement précis
Nous nous appuyons sur des données techniques solides et des protocoles de contrôle de la qualité rigoureux pour garantir que chaque assemblage de vannes automatisées fonctionne parfaitement sous une pression différentielle extrême.
- Analyse mathématique de la superposition des couples : Pour éviter un cisaillement catastrophique de la tige ou un grippage de la vanne, nos ingénieurs tracent les exigences hydrodynamiques et d'interférence du siège de votre vanne spécifique par rapport aux courbes en U de notre actionneur, en vérifiant que la sortie franchit parfaitement vos facteurs de sécurité sans dépasser le couple maximal admissible de la tige (MAST) de la vanne.
- Des délais d'exécution accélérés et prévisibles : La planification agile de la production nous permet de livrer des vannes automatisées standard en 7 à 10 jours ouvrablesLes entreprises de l'Union européenne sont en mesure de réaliser des travaux complexes et lourds sur mesure dans un délai de 15 à 30 jours seulement.
- 100% Vérification visuelle et documentaire : Chaque unité est soumise à un processus d'inspection rigoureux, comprenant des essais hydrostatiques de la coque et des essais de cycles dynamiques. Avant l'expédition, vous recevez les certificats, les photos de l'inspection secondaire en haute définition et les vidéos des essais fonctionnels. Ce que vous approuvez est exactement ce qui arrive sur votre site.
Vous êtes prêt à spécifier votre prochain ensemble de vannes automatisées ?
Soumettez vos paramètres de fonctionnement exacts (fluide, ΔP, plages de température, contraintes d'espace). Notre équipe d'ingénieurs vous fournira une solution préliminaire d'automatisation multi-produits dans les 48 heures, avec l'intégration dimensionnelle CAO 2D/3D correspondante.
