
Einführung
In Schwerindustrien wie der petrochemischen Verarbeitung, dem Transport von Flüssiggas (LNG) und der Offshore-Entsalzung ist die zuverlässige Automatisierung von Vierteldrehventilen ein entscheidendes Sicherheitsmerkmal. Ingenieure sind mit extremen Differenzdrücken, hochkorrosiven Medien und starker Haftreibung konfrontiert. Herkömmliche zahnradgetriebene Linearantriebe versagen unter diesen Bedingungen häufig, so dass ein robuster Scotch-Yoke-Antrieb die endgültige, robuste mechanische Lösung für industrielle Durchflusskontrollsysteme.
Die zentrale Herausforderung bei der Betätigung von Vierteldrehventilen
Um die technische Überlegenheit dieses speziellen Gleitblockmechanismus wirklich zu verstehen, müssen zunächst die unsichtbaren physikalischen und hydrodynamischen Kräfte analysiert werden, die er ständig überwinden muss. Bei der Automatisierung von Hochleistungs-Pipeline-Infrastrukturen - wie z. B. Pipelines, die nach API 6D-Spezifikationen gebaut werden - gehen die mechanischen Anforderungen an das Betätigungssystem weit über eine einfache Rotationsbewegung hinaus. Die Hauptgegner in der Fluiddynamik und im Ventilbetrieb sind Reibung (statische Reibung), dynamische Lagerreibung, hydrodynamisches Drehmoment und immenser Differenzdruck (ΔP), der bei Hauptleitungsanwendungen oft 150 bar überschreiten kann.
Stellen Sie sich einen massiven 24-Zoll-Kugelhahn der Klasse 600 vor, der in einer Rohölpipeline oder einem Hochdruckeinlass zur Meerwasserentsalzung installiert ist. Während normaler Betriebszyklen kann dieses Ventil mehrere Monate hintereinander in vollständig geöffnetem oder geschlossenem Zustand verbleiben und lediglich als Notabsperrknoten dienen. Während dieser langen Stillstandszeit kommt es bei den polymeren Sitzmaterialien - wie z. B. unbehandeltem Polytetrafluorethylen (PTFE), Polyetheretherketon (PEEK) oder verstärkten Elastomerverbundwerkstoffen (wie Devlon) - zu einem thermodynamischen und mechanischen Phänomen, das als "Kaltfluss" oder elastomeres Kriechen bezeichnet wird.
Unter kontinuierlichem Leitungsdruck wandern diese Polymere mikroskopisch in die poröse Mikrostruktur der Metallkugeloberfläche und werden dort komprimiert. Gleichzeitig übt der stromaufwärts gerichtete Flüssigkeitsdruck eine seitliche Kraft von mehreren zehntausend Pfund aus, die die Kugel aggressiv gegen den stromabwärts gerichteten Dichtungsmechanismus presst. Dadurch entsteht ein massiver mechanischer Verriegelungseffekt zwischen der Kugel und den Sitzen. Die anfängliche Rotationskraft, die erforderlich ist, um diesen statischen Griff zu brechen, die Sitzüberlagerung zu überwinden und die Kugel zu lösen, wird wissenschaftlich als BTO-Drehmoment (Break to Open) bezeichnet. Wenn ein Stellantrieb nicht in der Lage ist, eine plötzliche, unverhältnismäßig hohe Drehmomentspitze genau in der 0-Grad-Position zu erzeugen, bleibt die Armatur einfach stecken, was einen kaskadenartigen Ausfall im gesamten Prozesssteuerungssystem auslöst und möglicherweise einen schweren Überdruck in der Anlage verursacht.
Die Metapher des "abgewürgten Lkw" in der Technik
Stellen Sie sich dieses stark blockierte Ventil wie einen massiven, voll beladenen Lkw vor, der an einer steilen Steigung zum Stillstand kommt. Der anfängliche mechanische Schub, der erforderlich ist, um die statische Haftung des Reifens auf der Straße zu brechen und die Räder aus dem Stillstand heraus in Bewegung zu setzen, ist astronomisch. Sobald der Lkw jedoch zu rollen beginnt, übernimmt der kinetische Impuls die Führung, und die kontinuierliche Kraft, die erforderlich ist, um ihn in Bewegung zu halten, sinkt erheblich. Dies ist das "Laufdrehmoment".
In der Armaturenautomatisierung bedeutet dies einen massiven Unterschied zwischen dem BTO-Drehmoment und dem Laufdrehmoment. Das Betriebsdrehmoment beträgt in der Regel nur 30% bis 40% der ursprünglichen BTO-Anforderung. Die Dimensionierung eines Standardgetriebes mit linearem Drehmoment zur Erfüllung einer extremen BTO-Anforderung führt zu einem Antrieb, der stark überdimensioniert und übermäßig teuer ist und während des gesamten 90-Grad-Hubs völlig unnötige Mengen an Druckluft verbraucht. Die Industrie benötigte ein mechanisches Gestänge, das seinen maximalen mechanischen Vorteil mathematisch genau dort konzentriert, wo die Pipeline ihn am meisten benötigt.
Anatomie und Kinematik des Scotch-Yoke-Aktuators
Die mechanische Brillanz des Scotch-Yoke-Pneumatikantrieb liegt in der nichtlinearen Umwandlung von linearem Schub in Rotationsdrehmoment. Im Gegensatz zu Zahnstangen- und Ritzelkonstruktionen, die sich auf den kontinuierlichen Eingriff empfindlicher Zahnradzähne verlassen, verwendet dieser Aktuator ein gleitendes mechanisches Gestänge, das speziell entwickelt wurde, um extreme Belastungen zu absorbieren und zu übertragen, ohne dass es zu vorzeitigem Verschleiß, Metallermüdung oder Abnutzung kommt.
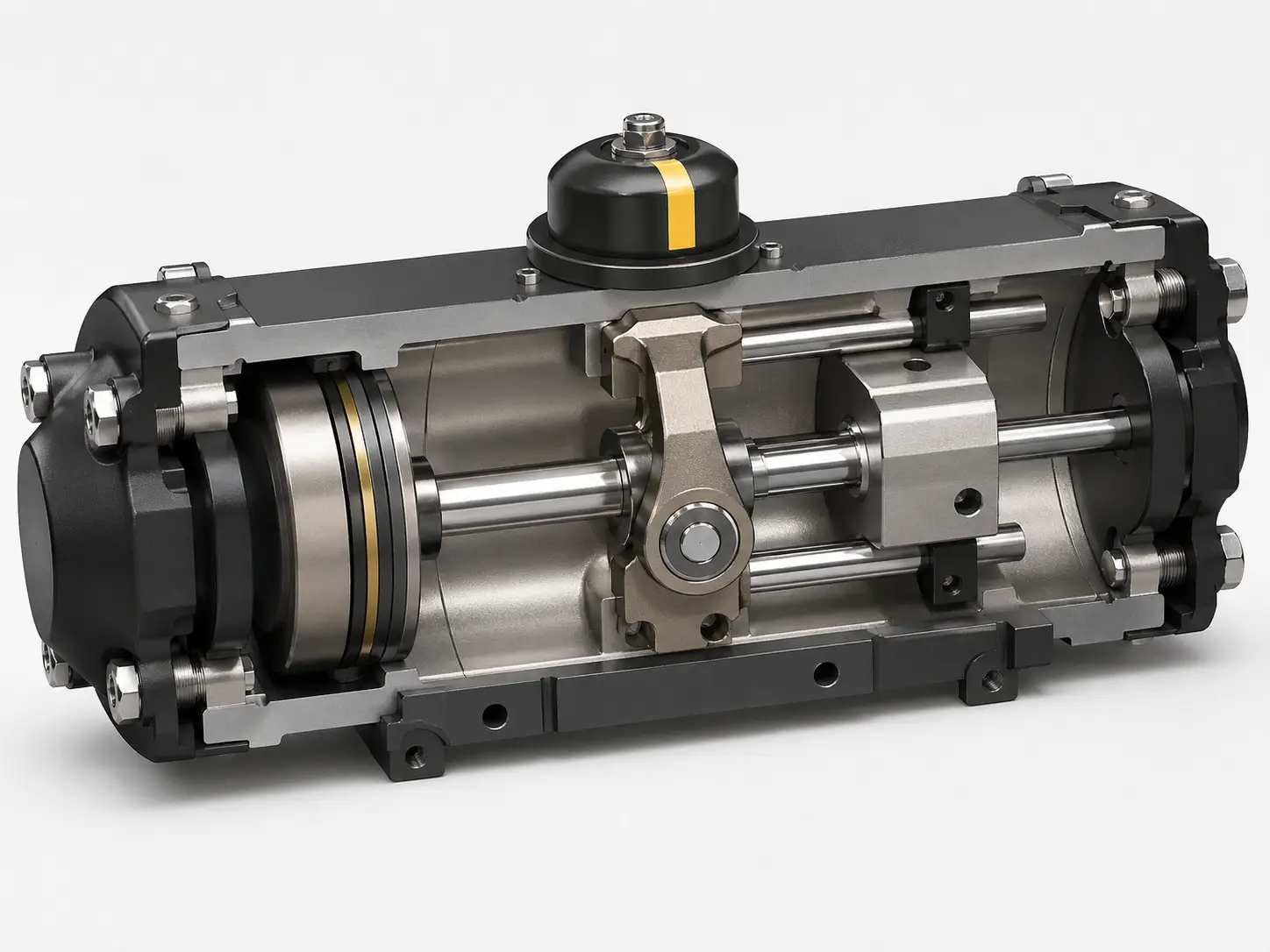
Der mechanische Kern: Kolben, Schiebeblöcke und Joche
Wenn wir die innere Architektur eines Hochleistungsaggregats untersuchen, können wir die hochtechnisierten Komponenten, die diese kinetische Energieübertragung steuern, genau identifizieren. Jedes Element ist metallurgisch so ausgewählt, dass es Millionen von Zyklen übersteht:
- Der Power-Zylinder: Dieser präzisionsgeschliffene Zylinder wird durch Druckluft oder Hydraulikflüssigkeit angetrieben und erzeugt einen reinen linearen Schub. Die Innenwände sind mit einer Chemisch-Nickel-Beschichtung (ENP) mit einer Dicke von mindestens 25 Mikrometern kritisch behandelt oder hart anodisiert. Dadurch entsteht eine glasartige Oberfläche mit einem extrem niedrigen Ra-Wert (Rauheitsmittelwert), der Korrosion durch Feuchtigkeit in der Luftzufuhr verhindert und die dynamische Dichtungsreibung minimiert, was die Lebensdauer der O-Ringe erheblich verlängert.
- Die Kolben- und Stangeneinheit: Der Kolben ist mit speziellen dynamischen Dichtungen ausgestattet - typischerweise Nitril-Butadien-Kautschuk (NBR) für Standardanwendungen von -20°C bis +80°C oder Fluorkautschuk (Viton) und Silikonverbundwerkstoffe für extreme Hoch-/Tieftemperaturumgebungen - um Leckagen des pneumatischen Bypasses zu verhindern. Die Kolbenstange aus hochfestem Kohlenstoffstahl überträgt die lineare Schubkraft nach vorne in das zentrale Gehäuse, ohne sich unter dem immensen Druck zu verbiegen.
- Der Nutenstein und die Führungsstange: Dies ist eine kritische Fehlerquelle bei minderwertigen Konstruktionen. Ein hochwertiger Aktuator verwendet eine hochbelastbare, hartverchromte Führungsschiene, um zerstörerische seitliche Belastungen aufzufangen. Der Gleitschuh (oder das Rollenlager), der in der Regel aus einer hochfesten, selbstschmierenden Bronzelegierung (z. B. C93200) gefertigt ist, bewegt sich linear entlang dieser Führung und greift dabei in die Nut des zentralen Jochs ein. Durch die Aufnahme der bei der Drehung auftretenden Radialkräfte verhindert dieser Mechanismus, dass Querkräfte die Kolbenstangendichtungen beschädigen, so dass im Laufe der Zeit keine Leckagen auftreten.
- Das Aktuatorjoch: Die zentrale rotierende Nabe wird in der Regel im Feingussverfahren aus Sphäroguss (z. B. ASTM A536) hergestellt oder aus Kohlenstoffstahl für Anwendungen mit extrem hohen Drehmomenten geschmiedet. Sie ist direkt mit dem Ventilschaft verbunden. Wenn der Nutenstein gegen den inneren Schlitz des Jochs drückt, erzwingt er eine gleichmäßige 90-Grad-Drehbewegung.
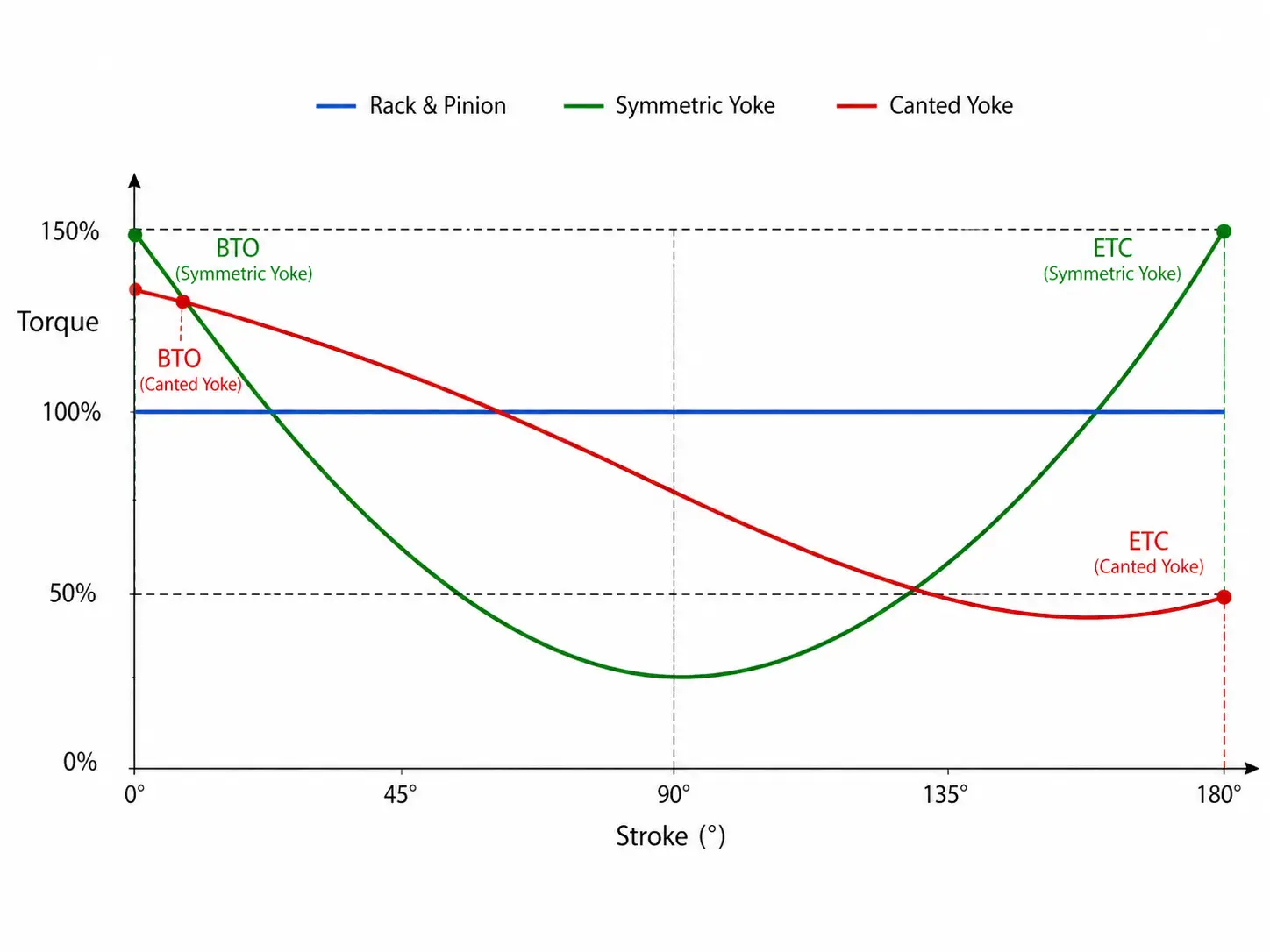
Entschlüsselung der U-förmigen Drehmomentkurve
In der Kinematik des Maschinenbaus ist das Drehmoment (τ) das Kreuzprodukt aus der Kraft (F) und dem Moment-Arm-Abstand (r). Bei diesem speziellen Mechanismus drückt der Pneumatikzylinder zwar mit einer konstanten linearen Kraft (unter der Annahme eines gleichbleibenden Versorgungsdrucks), doch ändert sich der Winkel zwischen dem Nutenstein und dem Jochschlitz kontinuierlich über den gesamten 90-Grad-Hub. Infolgedessen ändert sich die Länge des effektiven Momentarms dynamisch, was eine sehr ausgeprägte U-förmige Drehmomentkurve erzeugt.
Das Verständnis der drei kritischen Punkte auf dieser mathematischen Kurve ist für die richtige Dimensionierung des Stellantriebs zur Vermeidung von Spindelscherungen absolut notwendig:
- Break to Open (BTO) / 0 Grad: Das Ventil ist bei maximalem Leitungsdruck vollständig geschlossen, und die Haftreibung ist auf ihrem absoluten Höhepunkt. In dieser speziellen Geometrie ist der Momentarm des Bügels auf seiner maximalen effektiven Länge. Der Aktuator liefert einen explosiven, maximalen Drehmomentstoß, der die Kugel erfolgreich von den Polymersitzen wegschiebt, ohne dass ein überdimensionierter Pneumatikzylinder erforderlich ist.
- Laufdrehmoment / 45 Grad: Wenn sich das Ventil zur Mitte hin dreht, wird der Kugelhohlraum freigelegt, und die Flüssigkeit beginnt zu fließen. Der physikalische Widerstand und der Differenzdruck sinken drastisch. Dementsprechend reduziert die Geometrie des Gleitbügels den Momentarm auf seine kürzeste Länge, wodurch die Drehmomentabgabe auf ihren niedrigsten Punkt (den unteren Teil des "U") sinkt. Diese mechanische Eigenschaft sorgt dafür, dass keine Druckluft verschwendet wird und die Hubgeschwindigkeit sehr konstant bleibt.
- End to Close (ETC) / 90 Grad: Wenn die Armatur ihre Vierteldrehung vollendet, um die Rohrleitung wieder abzudichten, muss sich die Kugel gegen die volle Geschwindigkeit der strömenden Flüssigkeit zurück in die Polymersitze drücken. Der Momentarm des Bügels verlängert sich erneut und sorgt für eine zweite Drehmomentspitze, um eine blasendichte, leckagefreie Absperrung zu gewährleisten, die den strengen API 598-Leckageteststandards entspricht.
Jochgeometrie: Symmetrische vs. kantige Designs
Während das Verständnis der standardmäßigen U-förmigen Drehmomentkurve von grundlegender Bedeutung ist, erfordert die fortschrittliche Pipeline-Automatisierung eine Feinabstimmung dieser Kurve, um die unterschiedlichen Drehmomentsignaturen der verschiedenen Armaturentypen perfekt zu erfüllen. Die Hersteller erreichen dies, indem sie die geometrische Bearbeitung der Jochstiftbahn grundlegend ändern und die Mechanismen in zwei Hauptfamilien einteilen: Symmetrisch und schräg. Eine falsche Spezifikation führt hier zu Betriebsausfällen.
Symmetrische Joche: Der Standard für Kugel- und Kükenhähne
Bei einer symmetrischen Konstruktion wird der interne Jochschlitz genau parallel zur Längsachse des Aktuators gefräst, wenn sich der Mechanismus genau in der Mitte des Hubs (45 Grad) befindet. Diese geometrische Symmetrie bedingt, dass der Momentarm bei 0 Grad mathematisch und physikalisch identisch mit dem Momentarm bei 90 Grad ist. Folglich ist bei konstantem Luftdruck das BTO-Drehmoment (Break to Open) genau gleich dem ETC-Drehmoment (End to Close).
Symmetrische Joche sind der absolute technische Standard für zapfengelagerte Kugelhähne und geschmierte Kegelventile. Diese speziellen Ventiltypen erfordern eine enorme Kraft, um sich zu Beginn des Hubs aufgrund von Haftreibung zu lösen, aber sie erfordern auch eine ebenso hohe Kraft, um die Kugel in den Sitz zurückzudrücken und eine sichere Double Block and Bleed (DBB)-Dichtung gegen hohen Differenzdruck am Ende des Hubs herzustellen. Die ausgewogene, symmetrische U-Kurve erfüllt diese Doppelspitzenanforderung einwandfrei und bietet eine zuverlässige Sicherheitsspanne für die Hochdruckisolierung und stellt sicher, dass das Ventil bei 85 Grad nicht blockiert wird.
Gekippte Joche: Maßoptimierung für Absperrklappen
Ein gekipptes (oder schräges/asymmetrisches) Joch ändert das mechanische Paradigma völlig. Durch eine leichte Neigung der Jochnut - die üblicherweise in einem Winkel von 10 bis 15 Grad relativ zur Mittelachse des Aktuators bearbeitet wird - ändern die Ingenieure grundlegend, wo der maximale mechanische Vorteil während der Drehung auftritt. Durch diese geometrische Verschiebung wird das Schließdrehmoment (ETC) geopfert, um das Öffnungsdrehmoment (BTO) um bis zu 20% bis 30% massiv zu verstärken, ohne die Zylindergröße zu erhöhen.
Diese Konstruktion wurde ausdrücklich und ausschließlich für Hochleistungs- und dreifach gekröpfte Absperrklappen entwickelt. Im Gegensatz zu Kugelhähnen schwingt die Klappenscheibe am Ende ihres Weges einfach in den Sitz. Zum Schließen und Abdichten ist ein relativ geringes Drehmoment erforderlich. Zum Öffnen einer massiven Absperrklappe gegen hohen Differenzdruck und extreme Sitzübermaß (Losbrechmoment)ist der BTO-Bedarf schwindelerregend. Durch die Verwendung eines gekippten Jochs wird die anfängliche Entriegelungskraft künstlich erhöht. Dies ermöglicht es den Ingenieuren, einen kleineren, kostengünstigeren Pneumatikzylinder zu spezifizieren, um die gleiche Öffnungsfähigkeit zu erreichen, was wertvollen Platz spart und den Luftverbrauch der Anlage erheblich reduziert.
Scotch Yoke vs. Zahnstange und Ritzel: Eine TCO-Perspektive
Eine immer wiederkehrende technische Debatte unter Instrumentierungsingenieuren und EPC-Auftragnehmern ist die Wahl zwischen zahnradgetriebenen Zahnstangen- und Ritzelmechanismen und der gleitenden Scotch-Yoke-Architektur. Die falsche Spezifikation wirkt sich nicht nur auf die anfänglichen Investitionskosten (CAPEX) aus, sondern hat auch erhebliche Auswirkungen auf die Gesamtbetriebskosten (TCO) über einen Betriebslebenszyklus von 10 bis 20 Jahren, wobei Wartung, Luftverbrauch und Ausfallzeiten berücksichtigt werden.
Zahnstangenantriebe erzeugen eine flache, konstante, lineare Drehmomentkurve. Da sich der Momentarm (der Radius des Zahnrads) nie ändert, bleibt die Leistung von 0 bis 90 Grad gleich. Sie eignen sich hervorragend für kleinere Armaturen (typischerweise < 6 Zoll), die nicht unter starken Sitzstörungen leiden. Wenn jedoch die Drehmomentanforderungen die Schwelle von 2.000 bis 3.000 Nm überschreiten, führt der Zwang, ein Getriebe zu verwenden, um den massiven BTO-Bedarf zu decken, zu einer groben volumetrischen Überdimensionierung. Darüber hinaus führt das ständige Schleifen der Verzahnung unter hohem Differenzdruck schnell zu Lochfraß, Scherspannung und vorzeitigem mechanischen Versagen.
Die 10-Jahres-TCO-Berechnung (Real-World-Pipeline-Szenario)
Um über die theoretische Abstraktion hinauszugehen, wollen wir die finanziellen Auswirkungen anhand eines konkreten technischen Szenarios berechnen: Automatisierung eines 24-Zoll-Kugelhahns der Klasse 600 in einer rauen Raffinerieumgebung über einen Lebenszyklus von 10 Jahren.
- Option Zahnstange & Ritzel (Die falsche Wirtschaft): Die erforderliche übergroße Einheit kostet etwa $15,000 an anfänglichen CAPEX. Im Laufe von 10 Jahren, in denen die Getriebe stark beansprucht und punktuell belastet werden, sind mindestens zwei größere interne Überholungen erforderlich. Außerdem verbraucht der überdimensionierte Zylinder 40% mehr Instrumentenluft und belastet das Kompressornetz des Werks. Berücksichtigt man die Kosten für Ersatzteile, Arbeit, überschüssige Energie und die verheerenden Kosten ungeplanter Pipeline-Stillstände, so übersteigen die OPEX für die Wartung bei weitem $12,000. 10-Jahres-Gesamtbetriebskosten : $27,000+.
- Scotch-Yoke-Option (Die konstruierte Investition): Ein richtig dimensionierter Scotch-Yoke-Mechanismus ist mit höheren anfänglichen Herstellungskosten verbunden, die sich auf etwa $18,000 (eine 20% CAPEX-Prämie). Die Reibung wird jedoch durch langlebige, selbstschmierende Gleitschuhe und verchromte Führungsschienen sicher abgefangen. Da es für die U-Kurve richtig dimensioniert ist, spart es Druckluft. Über einen Zeitraum von 10 Jahren müssen nur einfache Weichdichtungssätze ausgetauscht werden, die etwa $1,500. 10-Jahres-Gesamtbetriebskosten : $19,500.
Die Schlussfolgerung: Durch die Übernahme etwas höherer Anfangskapitalkosten erzielt die Einrichtung einen geprüften finanzielle Einsparungen von über 27%und gleichzeitig die Betriebszeit des Prozesses zu maximieren, die Kompressorlast zu senken und die Sicherheitsrisiken zu minimieren.
| Technische Kriterien | Zahnstange & Ritzel Mechanismus | Scotch-Yoke-Mechanismus |
|---|---|---|
| Profil der Drehmomentabgabe | Linear (konstante Drehmomentabgabe über den gesamten 90°-Hub) | U-förmig (Drehmomentspitze mathematisch konzentriert bei 0° und 90°) |
| Ideale Ventil-Spezifikation | Kugelhähne/Schmetterlingsventile mit kleinem Durchmesser (< 6") | Kugelzapfen, Kegel, Hochleistungsklappen mit großem Durchmesser |
| Abnutzungseigenschaften | Grübchenbildung und Abscherung von Zahnrädern bei hoher Dauerbelastung | Gleitreibung (sehr langlebig mit Führungen aus Bronzelegierung) |
| Finanzielle TCO-Auswirkungen | Geringere CAPEX, viel höhere OPEX für Austausch/Luftverbrauch/Ausfallzeiten | Höhere CAPEX, außergewöhnlich niedrige 10-Jahres-Wartungs-OPEX |
Ausfallsichere Architekturen und ESD-Konformität
In gefährlichen Prozessindustrien wie der petrochemischen Raffinerie, Tanklagern und der LNG-Verarbeitung ist ein Ventilantrieb nicht nur ein Werkzeug zur Durchflussregelung. Er dient als ultimative mechanische Verteidigungslinie gegen katastrophalen Überdruck, Freisetzung von Giftstoffen und Umweltkatastrophen. Das Verständnis der Integration des Jochmechanismus mit ausfallsicheren Leistungsmodulen ist absolut entscheidend für die Einhaltung strenger Anlagensicherheitsrichtlinien und Emergency Shutdown (ESD)-Protokolle.
Doppeltwirkende (DA) Konfigurationen
Bei einer standardmäßigen doppeltwirkenden (DA) Einrichtung wird komprimierte Instrumentenluft verwendet, um den Pneumatikkolben in beide Richtungen anzutreiben und sowohl den Öffnungs- als auch den Schließhub des Ventils zu bewirken. Wenn die Anlage einen totalen Druckverlust oder einen Stromausfall erleidet, verliert der Antrieb seine gesamte Antriebskraft. Das Ventil zeigt ein "Fail-Last"-Verhalten, d. h. es bleibt in seiner aktuellen Position völlig unbeweglich. Für kritische Sicherheitsknotenpunkte ist dieses Fehlen einer automatischen Isolierung grundsätzlich inakzeptabel.
Ingenieure können jedoch eine kritische ausfallsichere Funktionalität erreichen, ohne zu einer federbelasteten Konstruktion zu wechseln, indem sie einen DA-Aktuator mit einem speziellen Pneumatischer Akkumulator (Volumentank). Dieser zertifizierte Druckbehälter speichert ein vorbestimmtes Volumen an Druckluft. Im Falle eines anlagenweiten Druckabfalls erkennen integrierte Vorsteuerventile und Rückschlagventile den Ausfall und leiten die gespeicherte Luft sofort aus dem Speicher in den Zylinder, wobei das Ventil in die vorgesehene Sicherheitsstellung gefahren wird. Volumentanks sind zwar hocheffektiv, erhöhen aber den Platzbedarf, das Gewicht und die Komplexität der Verrohrung der Anlage erheblich.
Federrücklaufmodule (SR) und SIL-Anforderungen
Für die kritischsten ESD-Ventile - die letzten Elemente in einem sicherheitsinstrumentierten System (SIS) - verlangen Sicherheitsingenieure ein pneumatischer Stellantrieb mit einfachem Scotch-Jochdie allgemein als Federrücklaufkonfiguration (SR) bekannt ist. Bei dieser Bauweise wird Luftdruck in den Zylinder eingeleitet, um das Ventil zu betätigen, während gleichzeitig eine massive, hochbelastbare mechanische Feder (oder eine verschachtelte Anordnung von mehreren Federn) zusammengedrückt wird.
Das System hält diesen komprimierten Zustand während des normalen Pipelinebetriebs aktiv aufrecht. Wenn das Steuersystem einen katastrophalen Stromausfall, eine unterbrochene Luftleitung oder ein absichtliches Notauslösesignal erfährt, wird der pneumatische Druck sofort durch Schnellentlüftungsventile abgelassen. Die immense potenzielle Energie, die in der mechanischen Feder gespeichert ist, wird freigesetzt, treibt den Kolben zurück und dreht das Ventil in seine Failsafe-Position (entweder Fail-Close, um den Durchfluss zu isolieren, oder Fail-Open, um den Druck zu einem Fackelsystem zu entlasten), ohne dass ein einziges Joule externer Energie benötigt wird.
Da diese Einheiten die absolut letzte Verteidigungslinie darstellen, müssen sie strenge Prüfungen durch Dritte durchlaufen, um eine SIL-Zertifizierung (Safety Integrity Level) gemäß IEC 61508 zu erhalten. Aktuatoren, die in diesen Knotenpunkten eingesetzt werden, müssen in der Regel SIL 2- oder SIL 3-fähig sein, was eine extrem niedrige Ausfallwahrscheinlichkeit bei Bedarf (PFD) garantiert.

Pneumatische vs. hydraulische Energiequellen
Vor der endgültigen Festlegung der ausfallsicheren Architektur müssen die Anlageningenieure die optimale Antriebsflüssigkeit für den Antrieb des Kolbens eingehend prüfen und bestimmen. Während die interne Kinematik und die Geometrie des zentralen Jochs absolut identisch bleiben, bestimmen die physikalischen Eigenschaften der Energiequelle die dynamische Reaktionszeit, den Platzbedarf und die Wartungsprotokolle des Aktuators.
Pneumatische Systeme arbeiten mit sauberer, komprimierter Werksluft, die in der Regel zwischen 5 und 8 bar (70 bis 115 psi) geregelt wird. Gase sind von Natur aus hoch komprimierbar, wodurch pneumatische Systeme außergewöhnlich schnelle Hubzeiten erreichen. Diese schnelle Betätigung - mit der massive Ventile in weniger als 3 Sekunden betätigt werden können - macht sie zum absoluten Standard für ESD-Ventile, die fast augenblicklich schließen müssen, um Rohrleitungsbrüche zu isolieren. Darüber hinaus sind pneumatische Systeme äußerst kosteneffektiv in der Installation und stellen kein Risiko für die Umwelt dar; eine aufgeblasene Dichtung entlässt lediglich harmlose Luft in die Atmosphäre.
Hydraulische SystemeIm Gegensatz dazu verwenden hydraulische Aktuatoren inkompressible synthetische Flüssigkeiten, die bei extremen Drücken arbeiten, die oft zwischen 100 und 300 bar (1.450 und 4.350 psi) liegen. Da Flüssigkeiten einen hohen Elastizitätsmodul besitzen und nicht komprimiert werden, bieten hydraulische Aktuatoren eine perfekt starre, präzise Positionierungssteuerung, die jegliches "schwammiges" Zögern ausschließt. Der wichtigste technische Vorteil ist hier die extreme Kraftdichte. Ein Hydraulikzylinder kann aus einem erstaunlich kompakten Profil eine enorme lineare Schubkraft erzeugen. Bei der Automatisierung riesiger Hauptleitungsventile auf Offshore-Plattformen, wo der Bauraum stark eingeschränkt ist, wird die Hydraulik in hohem Maße bevorzugt, obwohl sie komplexe Hydraulikaggregate (HPUs) und strenge Protokolle für die Reinheit der Flüssigkeiten erfordert.
Überwindung von Durchlaufzeit- und QC-Engpässen in der Ventilautomatisierung
Die Festlegung der mathematisch korrekten Drehmomentkurve, der Jochgeometrie und der ausfallsicheren Architektur ist nur die theoretische Grundlage der Pipeline-Automatisierung. In der realen Projektdurchführung sind die rechtzeitige Lieferung in der Lieferkette und die exakte metallurgische Abstimmung für erfolgreiche Site Acceptance Tests (SAT) von entscheidender Bedeutung für den Projekterfolg.

VINZER VENTIL ist strukturell darauf ausgelegt, diese Engpässe in der Lieferkette durch ein transparentes, hocheffizientes Produktionssystem zu beseitigen. Mit einer 7.200 Quadratmeter großen Anlage, vier speziellen automatisierten Produktionslinien und mehr als 10 Jahren spezialisierter Erfahrung in der Flüssigkeitssteuerung bieten wir einen mathematisch sicheren Weg von der technischen Dimensionierung bis zur endgültigen Installation der Pipeline.
Optimieren Sie Ihre Pipeline-Automatisierung mit Precision Sizing
Wir verlassen uns auf harte technische Daten und strenge Qualitätskontrollprotokolle, um sicherzustellen, dass jede automatisierte Ventilbaugruppe unter extremem Differenzdruck einwandfrei funktioniert.
- Mathematische Drehmoment-Überlagerungsanalyse: Um ein katastrophales Abscheren der Spindel oder ein Festfressen des Ventils zu verhindern, stellen unsere Ingenieure die exakten hydrodynamischen Anforderungen und das Sitzübermaß Ihres spezifischen Ventils mit unseren Antriebs-U-Kurven dar und überprüfen, dass der Abtrieb Ihre Sicherheitsfaktoren perfekt ausgleicht, ohne das maximal zulässige Spindeldrehmoment (MAST) des Ventils zu überschreiten.
- Beschleunigte, vorhersehbare Durchlaufzeiten: Eine flexible Produktionsplanung ermöglicht es uns, automatisierte Standardventile in 7 bis 10 Arbeitstagemit komplexen Schwerlast-Sonderanfertigungen, die in nur 15 bis 30 Tagen fertiggestellt werden.
- 100% Visuelle und dokumentarische Überprüfung: Jedes Gerät durchläuft ein strenges Prüfverfahren, einschließlich hydrostatischer Schalenprüfungen und dynamischer Zyklustests. Vor dem Versand erhalten Sie die Zertifikate, hochauflösende Fotos der Sekundärinspektion und Videos der Funktionstests. Was Sie genehmigen, ist genau das, was bei Ihnen eintrifft.
Sind Sie bereit, Ihr nächstes automatisiertes Ventilpaket zu spezifizieren?
Übermitteln Sie uns Ihre genauen Betriebsparameter (Medium, ΔP, Temperaturbereiche, Platzbeschränkungen). Unser Ingenieurteam wird Ihnen innerhalb von 48 Stunden eine vorläufige Mehrprodukt-Automatisierungslösung anbieten, komplett mit passender 2D/3D-CAD-Maßintegration.
