
Johdanto
Raskaalla teollisuudella, kuten petrokemian prosessoinnissa, nesteytetyn maakaasun kuljetuksessa ja merellä tapahtuvassa suolanpoistossa, luotettava venttiiliautomatiikka on kriittinen turvallisuusvaatimus. Insinöörit joutuvat kohtaamaan äärimmäisiä paine-eroja, erittäin syövyttäviä aineita ja voimakasta staattista kitkaa. Tavalliset hammaspyöräkäyttöiset lineaariset toimilaitteet vikaantuvat usein näissä olosuhteissa. scotch yoke-toimilaite lopullinen, raskaaseen käyttöön tarkoitettu mekaaninen ratkaisu teollisuuden virtauksensäätöjärjestelmiin.
Kierroslukuventtiilin toimilaitteen keskeinen haaste
Jotta tämän erityisen liukulukkomekanismin teknistä ylivoimaisuutta voidaan todella ymmärtää, on tärkeää ensin analysoida näkymättömät fysikaaliset ja hydrodynaamiset voimat, jotka sen on jatkuvasti voitettava. Kun automatisoidaan raskaita putkistoinfrastruktuureja, kuten API 6D -vaatimusten mukaisesti rakennettuja putkistoja, käyttöjärjestelmään kohdistuvat mekaaniset vaatimukset ulottuvat paljon pidemmälle kuin pelkkä pyörimisliike. Nestedynamiikan ja venttiilien toiminnan ensisijaiset vastustajat ovat seuraavat Kitka (staattinen kitka), dynaaminen laakerikitka, hydrodynaaminen vääntömomentti ja valtava paine-ero (ΔP), joka voi usein olla yli 150 baaria runkolinjasovelluksissa.
Ajatellaanpa vaikka massiivista 24-tuumaista 600-luokan sakaraan asennettua palloventtiiliä, joka on asennettu raakaöljyputkistoon tai korkeapaineisen meriveden suolanpoiston imuaukkoon. Normaalien käyttösyklien aikana tämä venttiili saattaa olla täysin auki tai täysin kiinni useita peräkkäisiä kuukausia, ja se toimii pelkästään hätäsulkusolmuna. Tämän pidemmän paikallaanolon aikana polymeeriset istukkamateriaalit - kuten neitseellinen polytetrafluorieteeni (PTFE), polyeetterieetteriketoni (PEEK) tai vahvistetut elastomeerikomposiitit (kuten Devlon) - kokevat termodynaamisen ja mekaanisen ilmiön, joka tunnetaan nimellä "kylmä virtaus" tai elastomeerinen viruminen.
Jatkuvassa linjapaineessa nämä polymeerit siirtyvät mikroskooppisesti ja tiivistyvät metallipallon pinnan huokoiseen mikrorakenteeseen. Samanaikaisesti ylävirran nesteen paine aiheuttaa kymmenien tuhansien paunojen sivuttaisvoiman, joka puristaa pallon aggressiivisesti alavirran tiivistysmekanismia vasten. Tämä luo massiivisen mekaanisen lukitusvaikutuksen pallon ja istukoiden välille. Alkuperäistä pyörimisvoimaa, joka tarvitaan tämän staattisen otteen murtamiseen, istukan väliintulon voittamiseen ja pallon irrottamiseen, kutsutaan tieteellisesti BTO-momentiksi (Break to Open). Jos toimilaite ei pysty tuottamaan äkillistä, suhteettoman suurta vääntömomenttipiikkiä täsmälleen 0-asteen asennossa, venttiili jää yksinkertaisesti jumiin, mikä aiheuttaa kaskadivian koko prosessinohjausjärjestelmässä ja mahdollisesti vakavan ylipaineen nousun.
"Pysähtynyt kuorma-auto" -tekniikan metafora
Ajattele, että tämä pahasti takertunut venttiili on kuin massiivinen, täyteen lastattu kuorma-auto, joka on juuttunut jyrkkään rinteeseen. Mekaaninen alkuvoima, joka tarvitaan renkaan staattisen pidon katkaisemiseen ja pyörien kääntämiseen pysähdyksestä, on tähtitieteellinen. Kun kuorma-auto kuitenkin alkaa liikkua, liike-energiavoima ottaa vallan, ja sen liikkeessä pitämiseen tarvittava jatkuva voima vähenee merkittävästi. Tämä edustaa "ajomomenttia".
Venttiiliautomaatiossa tämä tarkoittaa suoraan BTO-momentin ja Run-momentin välistä valtavaa eroa. Käyttömomentti on tyypillisesti vain 30%-40% alkuperäisestä BTO-vaatimuksesta. Tavallisen lineaarisen vääntömomenttivaihteen mitoittaminen vastaamaan äärimmäistä BTO-vaatimusta johtaa toimilaitteeseen, joka on erittäin ylimitoitettu, kohtuuttoman kallis ja kuluttaa täysin tarpeettomasti paineilmaa koko 90 asteen iskun ajan. Teollisuus tarvitsi mekaanisen linkityksen, joka matemaattisesti keskittää suurimman mekaanisen etunsa juuri sinne, missä putkisto sitä eniten tarvitsee.
Scotch Yoke -aktuaattorin anatomia ja kinematiikka
Mekaaninen loistokkuus scotch yoke pneumaattinen toimilaite on lineaarisen työntövoiman epälineaarinen muuntaminen pyörimismomentiksi. Toisin kuin hammastankomallit, jotka perustuvat hauraiden hammaspyörähampaiden jatkuvaan kytkeytymiseen, tässä toimilaitteessa käytetään liukuvaa mekaanista linkkiä, joka on suunniteltu erityisesti absorboimaan ja siirtämään äärimmäistä rasitusta ilman ennenaikaista kulumista, metallin väsymistä tai hankautumista.
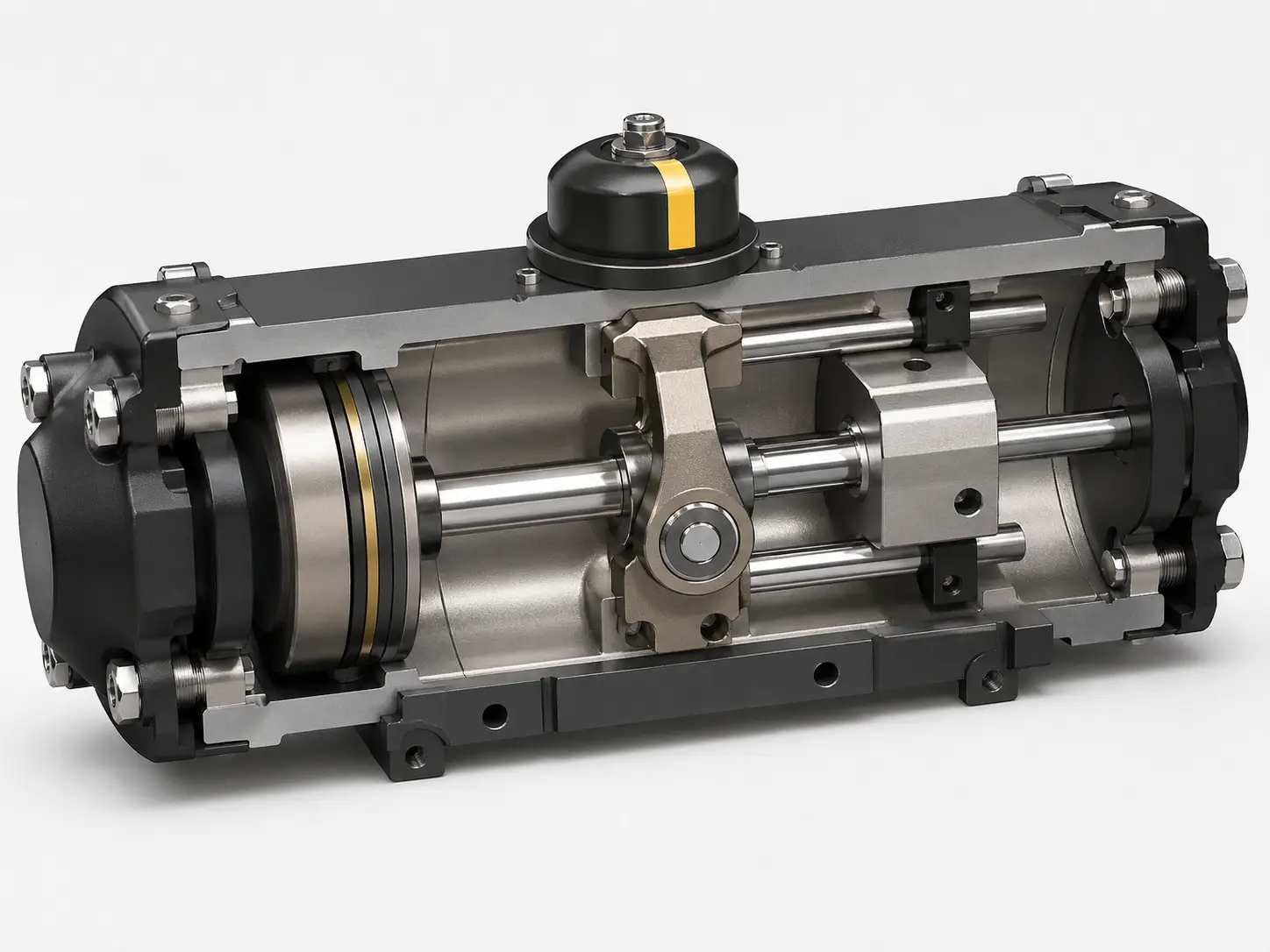
Mekaaninen ydin: Männät, liukulohkot ja jokkulat.
Tarkastelemalla raskaan yksikön sisäistä rakennetta voimme tunnistaa tarkasti erittäin pitkälle kehitetyt komponentit, jotka ohjaavat tätä liike-energian siirtoa. Jokainen elementti on valittu metallurgisesti kestämään miljoonia syklejä:
- Tehosylinteri: Tämä tarkasti hiottu sylinteri, jota käytetään paineilmalla tai hydraulinesteellä, tuottaa puhdasta lineaarista työntövoimaa. Sisäseinät on käsitelty kriittisesti stanssittomalla nikkelipinnoituksella (ENP) vähintään 25 mikronin paksuiseksi tai kovaan anodisoitu. Näin saadaan aikaan lasimainen pintakäsittely, jonka Ra-arvo (karheuden keskiarvo) on erittäin alhainen, mikä estää ilmansyötön kosteuden aiheuttaman korroosion ja minimoi dynaamisen tiivistekitkan, mikä pidentää O-renkaan käyttöikää huomattavasti.
- Mäntä- ja sauvakokoonpano: Mäntä on varustettu dynaamisilla erikoistiivisteillä - tyypillisesti nitriilibutadieenikumilla (NBR) -20 °C:sta +80 °C:n standardisovelluksiin tai fluorihiili- (Viton) ja silikonikomposiiteilla äärimmäisiin korkeisiin ja mataliin lämpötiloihin - pneumaattisen ohituksen vuotojen estämiseksi. Lujitettu hiiliteräksinen männänvarsi siirtää lineaarisen työntövoiman eteenpäin keskikoteloon taipumatta valtavassa paineessa.
- Liukulohko ja ohjaustanko: Tämä on kriittinen vikakohta heikkolaatuisissa malleissa. Ensiluokkaisessa toimilaitteessa käytetään raskasta, kovakromattua ohjaustankoa, joka vaimentaa tuhoisat sivuttaiset sivukuormat. Liukulohko (tai rullalaakeri), joka on yleensä työstetty lujatekoisista itsevoitelevista pronssiseoksista (kuten C93200), liikkuu lineaarisesti tätä ohjainta pitkin ja tarttuu samalla keskijokeen uraan. Tämä mekanismi vaimentaa pyörimisen aikana syntyvät säteittäiset voimat ja estää poikittaisia voimia vahingoittamasta männänvarren tiivisteitä, mikä takaa, että vuodot pysyvät ajan mittaan nollassa.
- Toimilaitteen ikea: Keskimmäinen pyörivä napa on yleensä valettu valuraudasta (esim. ASTM A536) tai taottu hiiliteräksestä erittäin suuren vääntömomentin sovelluksia varten. Se kiinnittyy suoraan venttiilin varteen. Kun liukulohko työntyy ikeen sisäistä uraa vasten, se pakottaa tasaisen 90 asteen pyörimisliikkeen.
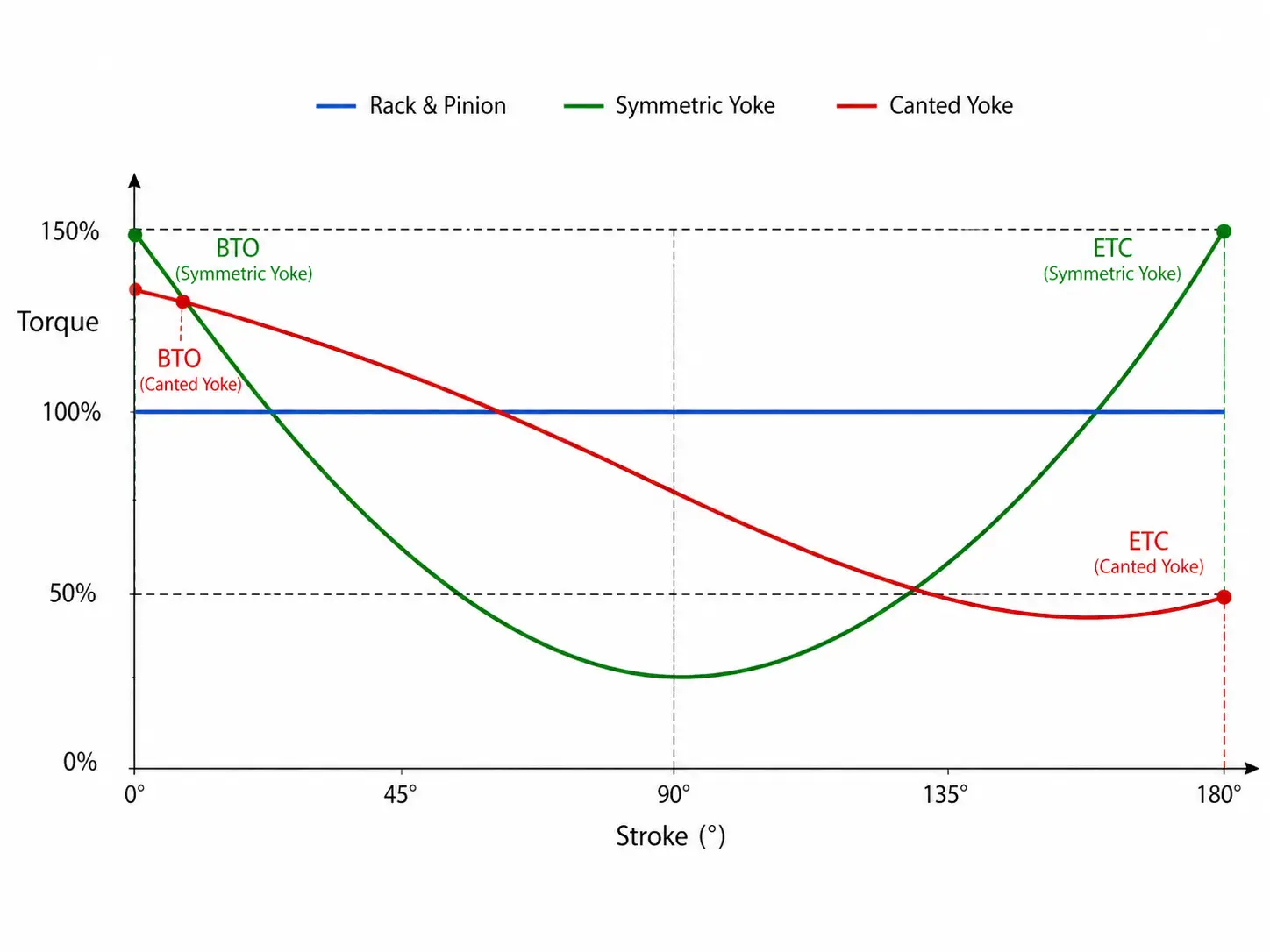
U-muotoisen vääntökäyrän purkaminen
Konetekniikan kinematiikassa vääntömomentti (τ) on voiman (F) ja momenttivarren etäisyyden (r) ristitulo. Tässä erityisessä mekanismissa pneumaattisen sylinterin työntäessä vakiovoimalla (olettaen, että ilman syöttöpaine on tasainen) liukulohkon ja ikeen uran välinen kulma muuttuu jatkuvasti koko 90 asteen liikkeen ajan. Tämän seurauksena tehollisen momenttivarren pituus muuttuu dynaamisesti, mikä tuottaa hyvin erottuvan U-muotoisen vääntömomenttikäyrän.
Tämän matemaattisen käyrän kolmen kriittisen pisteen ymmärtäminen on ehdottoman tärkeää, jotta toimilaite voidaan mitoittaa oikein varren leikkautumisen estämiseksi:
- Break to Open (BTO) / 0 astetta: Venttiili on täysin kiinni linjan maksimipaineessa, ja kitka on suurimmillaan. Tässä erityisessä geometriassa ikeen momenttivarsi on suurimmalla tehollisella pituudellaan. Toimilaite tuottaa räjähdysmäisen, maksimaalisen vääntömomenttipiikin, joka onnistuu leikkaamaan pallon irti polymeerisestä istukasta ilman, että tarvitaan ylisuurta pneumaattista sylinteriä.
- Ajovääntömomentti / 45 astetta: Kun venttiili pyörii kohti puoliväliä, kuulan ontelo paljastuu, ja neste alkaa virrata. Fysikaalinen vastus ja paine-ero laskevat dramaattisesti. Vastaavasti liukujohteen geometria pienentää momenttivarren lyhimpään pituuteensa, jolloin vääntömomentin ulostulo laskee alimpaan pisteeseensä (U-kirjaimen alaosaan). Tämä mekaaninen ominaisuus varmistaa, ettei paineilmaa mene hukkaan ja että iskunopeus pysyy erittäin tasaisena.
- Päästä kiinni (ETC) / 90 astetta: Kun venttiili tekee neljänneskierroksensa putkiston sulkemiseksi uudelleen, pallon on puristuttava takaisin polymeeripesään virtaavan nesteen täyttä nopeutta vastaan. Jangen momenttivarsi venyy jälleen, jolloin vääntömomentin ulostulossa on toinen huippu, joka varmistaa kuplatiiviin, vuototurvallisen sulkemisen, joka täyttää tiukat API 598 -standardin vuototestausstandardit.
Yoke Geometry: Symmetriset vs. vinot mallit
Vaikka U-muotoisen vääntömomenttikäyrän ymmärtäminen on perustavanlaatuista, kehittynyt putkistoautomaatio edellyttää tuotoksen hienosäätöä, jotta se vastaisi täydellisesti eri venttiilityyppien erilaisia vääntömomenttiominaisuuksia. Valmistajat saavuttavat tämän muuttamalla olennaisesti joke-tapin radan geometrista työstöä ja jakamalla mekanismit kahteen ensisijaiseen ryhmään: Symmetriset ja vinot. Virheellinen määrittely johtaa toimintahäiriöihin.
Symmetriset jokat: Pallo- ja tulppaventtiilien standardi
Symmetrisessä rakenteessa sisäinen jokka-aukko on työstetty täysin yhdensuuntaiseksi toimilaitteen pituusakselin kanssa, kun mekanismi istuu tarkalleen puolivälissä (45 asteen asennossa). Tämä geometrinen symmetria määrää, että momenttivarsi 0 asteen asennossa on matemaattisesti ja fyysisesti identtinen momenttivarren kanssa 90 asteen asennossa. Tämän seurauksena, olettaen, että ilmanpaine on vakio, BTO-momentti (Break to Open) on täsmälleen sama kuin ETC-momentti (End to Close).
Symmetriset jenkit ovat ehdoton tekninen standardi sakaraan asennetuille palloventtiileille ja voidelluille tulppaventtiileille. Nämä erityiset venttiilityypit vaativat valtavan voiman irrottaakseen istukan iskun alussa kitkan vuoksi, mutta kriittisesti ne vaativat myös yhtä suuren voiman puristaakseen pallon takaisin istukkaan ja luodakseen turvallisen Double Block and Bleed (DBB) -tiivisteen suurta paine-eroa vastaan iskun lopussa. Tasapainotettu, symmetrinen U-käyrä vastaa virheettömästi tähän kaksoishuippuiseen vaatimukseen ja tarjoaa luotettavan varmuusmarginaalin korkeapaineeristystä varten ja varmistaa, ettei venttiili pysähdy 85 asteen kulmassa.
Kallistetut jokat: Perhosventtiilien mitoitusoptimointi.
Kallistettu (tai vino/asymmetrinen) ikea muuttaa mekaanista paradigmaa täysin. Kallistamalla ikeen aukkoa hieman - tyypillisesti 10-15 asteen kulmassa toimilaitteen keskiakseliin nähden - insinöörit muuttavat perusteellisesti sitä, missä mekaaninen hyöty on suurimmillaan pyörimisen aikana. Tämä geometrinen muutos uhraa sulkemismomentin (ETC) avautumismomentin (BTO) massiiviseksi vahvistamiseksi jopa 20%-30% ilman sylinterin koon kasvattamista.
Tämä rakenne on suunniteltu nimenomaisesti ja yksinomaan korkean suorituskyvyn ja kolminkertaisen offset-läppäventtiileitä varten. Toisin kuin palloventtiileissä, läppäventtiilin levy yksinkertaisesti kääntyy istukkaan liikkeensä lopussa. Sulkeutumiseen ja tiivistämiseen tarvitaan suhteellisen vähän vääntömomenttia. Massiivisen läppäventtiilin avaaminen korkeaa paine-eroa ja äärimmäistä istuimen häiriöt (irrotusmomentti), BTO-vaatimus on huikea. Kun käytetään vinoa ikeaa, geometria lisää keinotekoisesti alkuperäistä irrotusvoimaa. Tämän ansiosta insinöörit voivat määrittää fyysisesti pienemmän ja kustannustehokkaamman pneumaattisen sylinterin saman avautumiskyvyn saavuttamiseksi, mikä säästää arvokasta tilaa ja vähentää merkittävästi laitoksen ilmankulutusta.
Scotch Yoke vs. hammastanko ja hammaspyörä: TCO-näkökulma
Instrumentointi-insinöörien ja EPC-urakoitsijoiden keskuudessa toistuva tekninen keskustelu on valinta hammaspyörävetoisten hammastankomekanismien ja liukuvan scotch yoke-arkkitehtuurin välillä. Vääränlainen valinta ei vaikuta ainoastaan alkuperäisiin investointikustannuksiin (CAPEX), vaan se vaikuttaa vakavasti kokonaiskustannuksiin (TCO) 10-20 vuoden käyttöiän aikana, kun otetaan huomioon huolto, ilmankulutus ja seisokkiaika.
Hammastankotoimilaitteet tuottavat tasaisen, tasaisen ja lineaarisen vääntökäyrän. Koska momenttivarsi (hammaspyörän säde) ei koskaan muutu, teho pysyy samana 0-90 asteen välillä. Ne soveltuvat poikkeuksellisen hyvin pienemmille venttiileille (tyypillisesti < 6 tuumaa), jotka eivät kärsi vakavista istukan häiriöistä. Kun vääntömomenttivaatimukset kuitenkin ylittävät 2 000-3 000 Nm:n rajan, hammaspyörävetoisen yksikön pakottaminen vastaamaan massiiviseen BTO-tarpeeseen johtaa suureen tilavuusylimitoitukseen. Lisäksi hammaspyörän hampaiden jatkuva hionta korkeassa paine-erossa johtaa nopeasti reikiintymiseen, leikkausrasitukseen ja ennenaikaiseen mekaaniseen vikaantumiseen.
10 vuoden TCO-laskelma (reaalimaailman putkistoskenaario)
Teoreettisen abstraktion ohi päästään laskemalla syvällinen taloudellinen vaikutus konkreettisen teknisen skenaarion avulla: 24-tuumaisen 600-luokan palloventtiilin automatisointi karussa jalostamoympäristössä 10 vuoden elinkaaren aikana.
- Rack & Pinion -vaihtoehto (väärä talous): Tarvittava ylisuuri yksikkö maksaa noin $15,000 alkuperäisissä CAPEX-menoissa. 10 vuoden aikana, kun hammaspyörät ovat alttiina suurelle rasitukselle ja pistekuormitukselle, se vaatii vähintään kaksi suurta sisäistä peruskorjausta. Lisäksi sen ylisuuri sylinteri kuluttaa 40% enemmän instrumenttiilmaa, mikä kuormittaa tehtaan kompressoriverkostoa. Kun otetaan huomioon varaosat, työvoima, ylimääräiset energiakustannukset ja putkiston suunnittelemattoman seisokin aiheuttamat tuhoisat kustannukset, kunnossapidon OPEX-kustannukset ylittävät helposti seuraavat kustannukset $12,000. Kokonaiskustannus-hyötysuhde 10 vuoden aikana : $27,000+.
- Scotch Yoke -vaihtoehto (Engineered Investment): Oikein mitoitettu scotch yoke -mekanismi aiheuttaa korkeammat alkuperäiset valmistuskustannukset, jotka ovat noin seuraavat $18,000 (20% CAPEX-palkkio). Kitkakitka kuitenkin vaimentuu turvallisesti kestävillä, itsevoitelevilla liukulohkoilla ja kromatuilla ohjaustangoilla. Koska se on oikein mitoitettu U-käyrälle, se säästää paineilmaa. Kymmenen vuoden aikana se vaatii vain yksinkertaisen pehmeän tiivistesarjan vaihdon, jonka kustannukset ovat suunnilleen $1,500. Kokonaiskustannus-hyötysuhde 10 vuoden aikana : $19,500.
Johtopäätös: Kun laitos vastaa hieman korkeammista alkupääomakustannuksista, se saavuttaa todennetun tuloksen. yli 27%:n taloudelliset säästötsamalla kun maksimoidaan prosessin käyttöaika, vähennetään kompressorin kuormitusta ja minimoidaan turvallisuusriskit.
| Tekniset kriteerit | Hammastanko ja hammaspyörämekanismi | Scotch Yoke -mekanismi |
|---|---|---|
| Vääntömomentin luovutusprofiili | Lineaarinen (tasainen vääntömomentti koko 90° iskun ajan) | U-muotoinen (huippuvääntömomentti on matemaattisesti keskittynyt 0° ja 90°:n kohdalle). |
| Ihanteellinen venttiilin erittely | Halkaisijaltaan pienet pallo-/läppäventtiilit (< 6") | Suuren halkaisijan sakarapallo, tulppa, korkean suorituskyvyn perhosventtiilit |
| Kulumisominaisuudet | Hammaspyörän hampaiden reikiintyminen ja leikkautuminen jatkuvassa korkeassa rasituksessa | Liukukitka (erittäin kestävä pronssiseosohjaimilla) |
| Taloudellinen TCO-vaikutus | Pienemmät CAPEX-menot, paljon suuremmat vaihto-/ilmankulutus- ja seisonta-ajan OPEX-menot. | Korkeammat CAPEX-kustannukset, poikkeuksellisen alhaiset 10 vuoden ylläpitokustannukset (OPEX) |
Vikasietoiset arkkitehtuurit ja ESD-yhteensopivuus
Vaarallisilla prosessiteollisuuden aloilla, kuten petrokemian jalostuksessa, säiliölaitoksissa ja nesteytetyn maakaasun käsittelyssä, venttiilin toimilaite ei ole pelkkä virtauksen säätöväline. Se toimii ylimpänä mekaanisena puolustuslinjana katastrofaalista ylipaineistumista, myrkkyjen vapautumista ja ympäristökatastrofeja vastaan. Ymmärrys siitä, miten ikeamekanismi integroituu vikasietoisiin tehomoduuleihin, on ehdottoman tärkeää, kun halutaan noudattaa laitoksen tiukkoja turvallisuusmääräyksiä ja hätäsulkuprotokollia (ESD).
Kaksitoimiset (DA) kokoonpanot
Tavallisessa kaksitoimisessa (DA) asennuksessa paineistettua instrumenttiilmaa käytetään käyttämään pneumaattista mäntää molempiin suuntiin, jolloin venttiilin avaus- ja sulkemistoiminnot toimivat. Jos laitoksen ilmanpaine katoaa kokonaan tai sähkökatkos aiheuttaa sähkökatkoksen, toimilaite menettää kaiken käyttövoimansa. Venttiili käyttäytyy "Fail-Last"-käyttäytymisen mukaisesti ja pysyy täysin paikallaan nykyisessä asennossaan. Kriittisten turvallisuussolmujen osalta tällaista automaattisen eristyksen puutetta ei voida hyväksyä.
Insinöörit voivat kuitenkin saavuttaa kriittisen vikasietoisen toiminnallisuuden siirtymättä jousikuormitteiseen rakenteeseen yhdistämällä DA-toimilaitteen ja siihen varatun Pneumaattinen akku (tilavuussäiliö). Tämä sertifioitu paineastia varastoi ennalta määrätyn määrän paineilmaa. Jos paine laskee koko laitoksen alueella, integroidut ohjausventtiilit ja takaiskuventtiilit havaitsevat vian ja ohjaavat välittömästi varastoidun ilman akusta sylinteriin, jolloin venttiili siirtyy turvalliseen asentoonsa. Vaikka tilavuussäiliöt ovatkin erittäin tehokkaita, ne lisäävät merkittävästi kokoonpanon tilantarvetta, painoa ja putkiston monimutkaisuutta.
Jousipalautusmoduulit (SR) ja SIL-vaatimukset
Kriittisimmille ESD-venttiileille, jotka ovat turvavälineistetyn järjestelmän (SIS) viimeisiä osia, turvallisuusinsinöörit antavat tehtäväksi asentaa yksitoiminen pneumaattinen toimilaite, scotch yoke, joka tunnetaan yleisesti jousipalautteisena (SR) kokoonpanona. Tässä arkkitehtuurissa sylinteriin johdetaan ilmanpaine venttiilin liikuttamiseksi, kun samanaikaisesti puristetaan massiivista, raskasta mekaanista jousipaljetta (tai useiden jousien muodostamaa sisäkkäistä ryhmää).
Järjestelmä pitää tätä puristettua tilaa aktiivisesti yllä putkiston normaalien toimintojen aikana. Jos ohjausjärjestelmään tulee katastrofaalinen sähkökatkos, ilmalinjan katkeaminen tai tahallinen hätälaukaisusignaali, paineilma purkautuu välittömästi nopeiden poistoventtiilien kautta. Mekaanisen jousen sisään varastoitunut valtava potentiaalienergia vapautuu, ajaa mäntää taaksepäin ja kääntää venttiilin vikasietoasentoonsa (joko Fail-Close virtauksen eristämiseksi tai Fail-Open paineen vapauttamiseksi soihdutusjärjestelmään) ilman, että tarvitaan yhtään joulea ulkoista virtaa.
Koska nämä yksiköt ovat ehdoton viimeinen puolustuslinja, niiden on läpäistävä tiukka kolmannen osapuolen auditointi, jotta ne saavuttavat IEC 61508 -standardin mukaisen SIL-sertifioinnin (Safety Integrity Level). Näissä solmupisteissä käytettävien toimilaitteiden on yleensä oltava SIL 2 tai SIL 3 -kelpoisia, mikä takaa erittäin alhaisen PFD-asteen (Probability of Failure on Demand).

Pneumaattiset vs. hydrauliset voimanlähteet
Ennen vikasietoisen arkkitehtuurin viimeistelyä laitoksen insinöörien on arvioitava ja määritettävä mäntää käyttävä optimaalinen polttoneste. Vaikka keskipilarin sisäinen kinematiikka ja geometria pysyvät täysin samanlaisina, voimanlähteen fysikaaliset ominaisuudet sanelevat toimilaitteen dynaamisen vasteajan, mitoitusjalanjäljen ja huoltoprotokollat.
Pneumaattiset järjestelmät toimivat puhtaalla, paineistetulla laitosilmalla, jonka paine on tyypillisesti säädetty 5-8 baarin (70-115 psi) välille. Kaasut ovat luonnostaan hyvin kokoonpuristuvia, mikä antaa pneumaattisille järjestelmille poikkeuksellisen nopeat iskuajat. Tämä nopea toiminta - massiiviset venttiilit voidaan liikuttaa alle 3 sekunnissa - tekee niistä ehdottomia standardeja ESD-venttiileille, joiden on sulkeuduttava lähes välittömästi putkistomurtumien eristämiseksi. Lisäksi pneumaattiset järjestelmät ovat erittäin kustannustehokkaita asentaa, eikä niihin liity ympäristön saastumisriskiä; puhjenneesta tiivisteestä vain poistuu vaaratonta ilmaa ilmakehään.
Hydrauliset järjestelmätkäyttävät puolestaan kokoonpuristumattomia synteettisiä nesteitä, jotka toimivat äärimmäisissä paineissa, jotka ovat usein 100-300 bar (1 450-4 350 psi). Koska nesteillä on korkea bulkkikertoimen moduuli eivätkä ne puristu, hydrauliset toimilaitteet tarjoavat täysin jäykän ja tarkan paikannuksen ohjauksen, eikä niissä esiinny mitään epäröintiä. Tärkein tekninen etu on äärimmäinen voimatiheys. Hydraulisylinteri voi tuottaa massiivisen lineaarisen työntövoiman yllättävän kompaktista profiilista. Kun automatisoidaan mammuttimaisia pääventtiileitä offshore-lautoilla, joilla rakenteellinen tila on erittäin rajoitettu, hydrauliikkaa suositaan, vaikka se edellyttää monimutkaisia hydraulisia tehoyksiköitä (HPU) ja tiukkoja nesteen puhtausprotokollia.
Läpimenoajan ja laadunvalvonnan pullonkaulojen poistaminen venttiiliautomaatiossa
Matemaattisesti oikean vääntömomenttikäyrän, ikean geometrian ja vikasietoisen arkkitehtuurin määrittäminen on vain putkistoautomaation teoreettinen perusta. Todellisessa projektin toteutuksessa toimitusketjun oikea-aikaisen toimituksen ja metallurgisen yhteensopivuuden varmistaminen onnistuneita laitospaikan hyväksyntätestejä (Site Acceptance Tests, SAT) varten on ensiarvoisen tärkeää projektin onnistumisen kannalta.

VINCER-VENTTIILI on rakenteellisesti suunniteltu poistamaan nämä toimitusketjun pullonkaulat läpinäkyvän ja tehokkaan valmistusekosysteemin avulla. Meillä on 7 200 neliömetrin suuruinen tuotantolaitos, neljä automatisoitua tuotantolinjaa ja yli 10 vuoden erikoisasiantuntemus nesteiden ohjaukseen, joten tarjoamme matemaattisesti turvallisen reitin teknisestä mitoituksesta putkiston lopulliseen asennukseen.
Optimoi putkistoautomaatio tarkan mitoituksen avulla
Luotamme koviin teknisiin tietoihin ja tiukkoihin laadunvalvontaprotokolliin varmistaaksemme, että jokainen automatisoitu venttiilikokoonpano toimii moitteettomasti äärimmäisessä paine-erossa.
- Matemaattinen vääntömomentin päällekkäisanalyysi: Katastrofaalisen varren leikkautumisen tai venttiilin kiinnijuuttumisen estämiseksi insinöörimme piirtävät toimilaitteemme U-käyriä vasten tietyn venttiilin tarkat hydrodynaamiset ja istukan häiriövaatimukset ja varmistavat, että ulostulo ylittää täydellisesti turvallisuustekijät ylittämättä venttiilin suurinta sallittua varren vääntömomenttia (MAST).
- Nopeutetut, ennustettavat toimitusajat: Ketterän tuotannon aikataulutuksen ansiosta voimme toimittaa automatisoituja vakioventtiileitä vuonna 7-10 työpäivää, ja monimutkaiset raskaat räätälöidyt tilaustyöt valmistuvat vain 15-30 päivässä.
- 100% Silmämääräinen ja asiakirjojen tarkastus: Jokaiselle yksikölle tehdään tiukka tarkastusprosessi, johon kuuluu hydrostaattinen kuoren testaus ja dynaaminen syklitestaus. Ennen lähettämistä saat todistukset, teräväpiirtotarkastusvalokuvat ja toiminnallisen testauksen videot. Se, minkä hyväksyt, on juuri se, mikä saapuu työmaallesi.
Oletko valmis määrittelemään seuraavan automatisoidun venttiilipaketin?
Ilmoita tarkat käyttöparametrit (väliaine, ΔP, lämpötila-alueet, tilarajoitukset). Insinööritiimimme tarjoaa alustavan monituoteautomaatioratkaisun 48 tunnin kuluessa, johon sisältyy myös sopiva 2D/3D CAD-mittaintegraatio.
