
Um guia de engenharia exaustivo para maximizar a eficiência da transferência de calor, navegar por alternativas químicas versus não químicas e implementar a automação inteligente para proteger o seu equipamento multimilionário em instalações de AVAC, centros de dados, processamento químico, produção de energia e tratamento de água.
O que é um sistema de tratamento de água de torre de arrefecimento?
No vasto domínio da produção industrial, do processamento petroquímico, da produção de energia em grande escala, dos centros de dados em grande escala, das instalações municipais de tratamento de água e das enormes instalações comerciais de AVAC, a torre de arrefecimento é universalmente reconhecida como o "pulmão industrial" de toda a instalação. Estes dispositivos monumentais de rejeição de calor são responsáveis pela dissipação de milhões de Unidades Térmicas Britânicas (BTUs) de calor residual para a atmosfera a cada hora.
No entanto, sem um sistema meticulosamente concebido e em funcionamento contínuo sistema de tratamento da água da torre de arrefecimentoSe o sistema de tratamento de água de uma torre de arrefecimento industrial se deteriorar, este órgão vital deteriora-se rapidamente, levando toda a rede térmica a uma paragem catastrófica. Na sua essência, um sistema de tratamento de água de uma torre de arrefecimento industrial não é apenas um conjunto de tubos e tambores de produtos químicos. Trata-se de um ecossistema altamente complexo e totalmente automatizado que inclui unidades avançadas de filtragem de fluxo lateral, estações de dosagem química de precisão, sensores de monitorização analítica em tempo real e válvulas de descarga automatizadas de elevada capacidade de resposta. A sua missão final vai muito para além do conceito demasiado simplificado de apenas "limpar água". O seu verdadeiro objetivo operacional é proteger as enormes despesas de capital (CAPEX) dos seus chillers centrífugos, permutadores de calor de titânio e equipamento de processo crítico, controlando rigorosamente a química do fluido na interface microscópica de transferência de calor.
Para compreender por que razão se trata de um requisito de engenharia não negociável e não de um item de linha de manutenção opcional, é necessário compreender completamente a termodinâmica do "Efeito de Concentração" e as rigorosas equações de balanço de massa de um circuito de arrefecimento de recirculação aberto. Quando uma torre de arrefecimento funciona, rejeita o calor do edifício ou do processo através da evaporação da água para a atmosfera. A termodinâmica do calor latente de vaporização dita que para cada 1.000 BTUs de calor rejeitado, aproximadamente uma libra de água deve ser fisicamente evaporada.
Quando este vapor de água pura sai da torre e entra na atmosfera, deixa para trás 100% dos minerais dissolvidos, sílica, sais pesados e detritos transportados pelo ar na restante água da bacia. Sem uma intervenção mecânica e química dinâmica, este fluido circulante transforma-se rapidamente de água da torneira benigna numa "salmoura" altamente concentrada, quimicamente agressiva, corrosiva e altamente incrustante. Um protocolo abrangente de tratamento da água de arrefecimento funciona exatamente como uma máquina de diálise contínua para a sua infraestrutura AVAC. Funciona incessantemente 24 horas por dia, 7 dias por semana, filtrando os sólidos em suspensão, equilibrando quimicamente o pH e a alcalinidade e purgando continuamente este fluido tóxico para manter um estado rigoroso de equilíbrio termodinâmico. Se isto não for implementado, as operações da instalação serão gravemente afectadas, desencadeando os três modos principais de falha mecânica catastrófica: incrustação mineral, corrosão eletroquímica e incrustação microbiológica grave.
As Ameaças Invisíveis: Mergulho profundo na escamação, corrosão e incrustação biológica
Antes de mergulhar na anatomia mecânica e no hardware específico do próprio equipamento de tratamento de água, os engenheiros e operadores de instalações devem definir claramente as três inevitabilidades físicas e químicas distintas que ditam os processos de tratamento de água das torres de arrefecimento. Ignorar estas ameaças persistentes transforma um circuito termodinâmico altamente eficiente num passivo devorador de energia. A complexa interação entre a dinâmica dos fluidos, a contaminação atmosférica e a química aquosa cria um ambiente volátil onde a incapacidade de gerir proactivamente uma única variável desencadeia inevitavelmente uma falha em cascata em todo o sistema mecânico.

Escamas de minerais: O melhor isolante térmico
A incrustação é um processo de precipitação que ocorre quando a concentração de minerais dissolvidos - principalmente carbonato de cálcio (CaCO3), sulfato de cálcio (CaSO4), silicato de magnésio e sílica (SiO2) - excede os seus limites naturais de solubilidade e precipita para fora da matriz aquosa, cristalizando diretamente nas superfícies quentes de permuta de calor. Ao contrário da maioria das substâncias solúveis que se dissolvem mais facilmente em água quente, o carbonato de cálcio apresenta uma propriedade física única conhecida como solubilidade inversa. Isto significa que, de facto, se torna menos solúvel à medida que a temperatura da água aumenta. Esta peculiaridade termodinâmica crítica é precisamente a razão pela qual as partes mais quentes do seu sistema, especificamente as paredes internas dos tubos do condensador do seu chiller, são sempre as primeiras a sofrer de incrustações minerais graves.
A incrustação de sílica é particularmente temida entre os engenheiros de tratamento de águas industriais. Enquanto as incrustações básicas de carbonato de cálcio podem ser dissolvidas e eliminadas com limpezas de rotina com ácidos suaves (tais como as limpezas com ácido sulfâmico ou cítrico), as incrustações de sílica formam um revestimento denso, duro, semelhante ao vidro, que é quimicamente inerte à maioria dos ácidos de limpeza comuns. Uma vez que a sílica se incrusta num permutador de calor, requer frequentemente tratamentos com ácido fluorídrico altamente perigosos ou perfurações mecânicas destrutivas para ser removida, ameaçando gravemente a integridade dos tubos de cobre.
Para prever matematicamente esta tendência de escalonamento, a indústria baseia-se em índices termodinâmicos calculados, predominantemente o Índice de Saturação de Langelier (LSI) e o Índice de Estabilidade de Ryznar (RSI). O LSI é uma equação complexa que tem em conta o pH da água, a temperatura, o total de sólidos dissolvidos (TDS), a alcalinidade total e a dureza do cálcio. Um valor LSI perfeitamente igual a 0,0 indica que a água está perfeitamente equilibrada - nem calcária nem corrosiva. Um LSI negativo indica uma água agressiva e corrosiva. Um LSI positivo indica uma forte tendência termodinâmica para o carbonato de cálcio precipitar e formar incrustações.
Nas práticas modernas de engenharia de alta eficiência, os gestores de instalações não têm como objetivo um LSI de 0,0. Em vez disso, o objetivo é manter um LSI ligeiramente acima de zero (normalmente entre +0,5 e +2,0). Este ambiente ligeiramente escamado proporciona uma camada passiva protetora e microscópica de carbonato de cálcio sobre o metal bruto, protegendo-o da corrosão. No entanto, esta estratégia de alta tensão deve ser rigorosamente executada em conjunto com dispersantes de polímeros avançados. Estes dispersantes especializados de poliacrilato e fosfonato modificam quimicamente o crescimento da rede cristalina da escala. Através de impedimentos estéricos e repulsão de cargas, evitam que os cristais microscópicos de cálcio se aglomerem e adiram às paredes do tubo do condensador, mantendo-os seguramente suspensos no fluido a granel até poderem ser removidos através da válvula de purga automatizada.
O impacto financeiro de não controlar a incrustação de minerais é brutal e imediato. A incrustação mineral é um isolante térmico excecional, com uma condutividade térmica que é uma fração do cobre ou do aço. Uma camada microscópica de incrustações, com apenas 1 milímetro de espessura, actua como uma manta térmica, obrigando o compressor do chiller a trabalhar exponencialmente mais para rejeitar a mesma carga térmica. Isto faz subir significativamente a "temperatura de aproximação" do condensador e destrói permanentemente o Coeficiente de Desempenho (COP) do chiller, levando a contas de eletricidade devastadoras.
Corrosão: O implacável destruidor de activos
Enquanto a incrustação reduz drasticamente a eficiência térmica e aumenta o OPEX, a corrosão descontrolada representa uma ameaça muito mais sombria: destrói permanentemente a integridade física do equipamento (CAPEX). A água de arrefecimento, especialmente quando altamente oxigenada devido à violenta ação em cascata no interior do meio de enchimento da torre de arrefecimento, actua como um eletrólito extremamente agressivo. Este fluido altamente condutor cria a tempestade perfeita para múltiplas formas de degradação do metal, incluindo corrosão galvânica, corrosão localizada, corrosão em fendas e afinamento uniforme generalizado.
A corrosão em sistemas de refrigeração industrial é, fundamentalmente, um processo eletroquímico complexo. Envolve a transferência de electrões de uma superfície metálica para outra, facilitada pela água condutora. As reacções anódicas e catódicas de meia-célula corroem sistematicamente as paredes das suas dispendiosas tubagens. No local anódico, o metal puro (como o ferro ou o cobre) oxida-se e dissolve-se na água como iões positivos, deixando para trás electrões. Estes electrões viajam através do metal para o local catódico, onde normalmente reduzem o oxigénio dissolvido em iões de hidróxido. O fluxo constante desta corrente eléctrica microscópica dissolve literalmente o seu equipamento de dentro para fora.
Além disso, os sistemas construídos com vários metais enfrentam o grave risco de corrosão galvânica. Quando metais diferentes, como os tubos do permutador de calor de cobre e a tubagem de distribuição de aço-carbono, são ligados eletricamente na presença do eletrólito da água de arrefecimento, o metal menos nobre (o aço-carbono) torna-se o ânodo e corrói a um ritmo violentamente acelerado para proteger o metal mais nobre (o cobre).
As torres de arrefecimento construídas com aço galvanizado enfrentam a sua própria ameaça eletroquímica única, conhecida como "ferrugem branca". Trata-se de um esgotamento rápido e catastrófico do revestimento protetor de zinco, normalmente causado pelo funcionamento da torre recém-instalada a um pH consistentemente superior a 8,2 ou com alcalinidade insuficiente durante a fase inicial crítica de passivação. Se a camada de zinco for removida, o aço macio subjacente é exposto à água rica em oxigénio, levando a uma falha rápida do sistema.
Se essas reações eletroquímicas complexas não forem controladas pela aplicação precisa de inibidores de corrosão anódica e catódica (como molibdatos, ortofosfatos, nitritos ou compostos especializados de zinco), a corrosão localizada por pite pode penetrar na parede de um tubo condensador de cobre padrão em questão de meses. A corrosão por pite é particularmente perigosa porque concentra todo o ataque corrosivo numa área microscópica, perfurando rapidamente o metal. Isto acaba por conduzir a uma contaminação cruzada catastrófica entre a água de arrefecimento e o refrigerante em circuito fechado, a uma perda maciça de refrigerante para a atmosfera, a uma paragem de emergência não planeada e a uma substituição prematura do equipamento que pode atingir centenas de milhares, se não milhões, de dólares.
Sujidade biológica: O Amplificador Insidioso e Silencioso
As torres de arrefecimento representam o ambiente ideal e perfeito para a proliferação microbiológica. São quentes, constantemente húmidas, altamente oxigenadas e fortemente carregadas de nutrientes orgânicos retirados diretamente do ar ambiente (tais como poeira, pólen, excrementos de aves e gases de escape industriais). Neste biorreactor industrial ideal, as bactérias, algas, protozoários e fungos transportados pelo ar prosperam exponencialmente, formando rapidamente comunidades biológicas densas e viscosas conhecidas como biofilmes em todas as superfícies húmidas do sistema.
O biofilme é, sem dúvida, a ameaça mais insidiosa e difícil de tratar em qualquer sistema de água de refrigeração. As bactérias vivas segregam uma matriz pegajosa, semelhante a uma cola, denominada Substâncias Poliméricas Extracelulares (EPS). Esta camada de lodo EPS fixa firmemente a colónia bacteriana às paredes da tubagem e actua como um escudo impenetrável contra os tratamentos químicos normais. As propriedades de isolamento térmico deste biofilme são catastróficas; uma vez que o biofilme é composto maioritariamente por água estagnada presa dentro da matriz de EPS, a sua resistência térmica é até quatro vezes pior do que uma espessura equivalente de calcário duro. Um condensador sujo com biofilme verá a sua eficiência cair quase de um dia para o outro.
Além disso, o biofilme cria um ambiente altamente perigoso para a corrosão localizada. À medida que o biofilme se torna mais espesso, o oxigénio não consegue penetrar nas camadas inferiores que tocam o tubo de metal. Isto cria um microambiente anaeróbico (sem oxigénio) onde bactérias especializadas, especificamente as Bactérias Redutoras de Sulfato (SRB), começam a desenvolver-se. As SRB consomem os sulfatos presentes na água e excretam gás sulfídrico como subproduto metabólico. Este gás altamente tóxico e ácido reage com o ferro nos tubos, causando uma Corrosão Microbiologicamente Influenciada (MIC) extremamente agressiva e rápida. Estes microambientes ácidos localizados podem abrir buracos enormes através do aço carbono padrão, cobre e até mesmo aço inoxidável 316L altamente resistente sem esforço.
Por conseguinte, os serviços abrangentes de tratamento de água de torres de arrefecimento não tratam o controlo biológico como um objetivo secundário. O controlo microbiológico agressivo e em várias fases é prioritário não só para mitigar os graves riscos para a saúde pública dos agentes patogénicos transportados pelo ar, mas também como o pilar fundamental da preservação dos activos a longo prazo e da eficiência energética.
Anatomia de um sistema de tratamento de água de torre de arrefecimento
Transformar água bruta municipal, de poços ou de superfície num meio de transferência de calor estável requer uma abordagem mecânica altamente sequencial e automatizada. A equação fundamental que rege o balanço de massa de qualquer circuito de arrefecimento é: Maquilhagem = Evaporação + Descarga + Deriva + Fugas no sistema. Vamos desconstruir o sistema nos seus blocos funcionais primários, passando do ponto de entrada do fluido para o ponto de descarga automatizado.
Água de reposição e fases de pré-tratamento
Cada galão de água evaporado pela torre de arrefecimento tem de ser imediatamente substituído por "água de reposição". O perfil químico exato desta água de entrada - especificamente a sua dureza de cálcio/magnésio, concentração de sílica, alcalinidade total, metais pesados e níveis iniciais de pH - dita fundamentalmente toda a estratégia de tratamento a jusante e o orçamento de aquisição de produtos químicos. O pré-tratamento actua como a defesa crucial da linha da frente. Ignorar o perfil holístico da água de composição e comprar misturas químicas "prontas a usar" é a causa raiz mais comum de uma falha catastrófica do sistema.

Em regiões afectadas por água excecionalmente dura (elevado teor de cálcio/magnésio), são frequentemente utilizados descalcificadores de água industriais que utilizam resinas de permuta iónica à base de sódio. Estes tanques maciços de fibra de vidro retiram fisicamente o cálcio da água de reposição antes de esta entrar no circuito de arrefecimento. Em alternativa, para fontes de água extremamente difíceis ou objectivos de descarga zero de líquidos, podem ser utilizados sistemas de Osmose Inversa (OR). Ao remover proactivamente estes minerais "formadores de rocha" na entrada, a dependência de inibidores químicos de incrustação dispendiosos a jusante é drasticamente reduzida. Mais importante ainda, isso permite que a torre de resfriamento funcione com segurança em ciclos de concentração significativamente mais altos, sem medo de precipitação súbita de minerais.
A estação de dosagem de produtos químicos e o painel de automação
O verdadeiro cérebro operacional das soluções modernas de torres de arrefecimento reside no painel de automação baseado em PLC (Programmable Logic Controller). Confiar no despejo manual de produtos químicos através de baldes é uma relíquia perigosa do passado que garante oscilações selvagens na química da água, orçamentos de produtos químicos desperdiçados e bioflorescências altamente perigosas. Os sistemas avançados actuais utilizam sondas analíticas sofisticadas em linha para monitorizar continuamente o pH, a condutividade e o potencial de oxidação-redução (ORP), 24 horas por dia, 7 dias por semana, 365 dias por ano.
Os sensores ORP funcionam como o radar ativo do sistema, medindo dinamicamente a força higienizante real da água em milivolts (mV), em vez de calcularem cegamente o volume de produto químico bruto injetado. Estes painéis de automação controlam skids de alimentação química de bombas triplas de precisão, utilizando uma lógica de controlo PID (Proporcional-Integral-Derivativo) avançada. Isto evita ultrapassagens ou subtracções perigosas dos pontos de regulação de químicos.
Uma vez que os organismos microbiológicos são altamente adaptáveis, um protocolo químico robusto para torres de arrefecimento requer absolutamente uma "dosagem de choque alternada". Isto implica a utilização do painel de automação para alternar entre uma dose primária de ação rápida biocida oxidante (como o hipoclorito de sódio, o bromo ou o dióxido de cloro), que literalmente oxida e queima as paredes celulares, e um biocida não-oxidante (como a isotiazolinona, o glutaraldeído ou o DBNPA), que perturbam o metabolismo interno e as capacidades de reprodução das bactérias. Este ataque duplo e escalonado impede que as colónias de bactérias desenvolvam imunidade genética e formem super-estirpes resistentes.
Válvulas de purga automatizadas: O gargalo da execução
À medida que a água pura se evapora, os restantes minerais dissolvidos concentram-se exponencialmente. Para evitar a supersaturação e a formação maciça de incrustações, uma porção calculada com precisão desta água altamente concentrada tem de ser descarregada contínua ou periodicamente para a drenagem - um processo crítico conhecido como "purga" ou "purga". O painel de automação desencadeia esta sequência com base em limiares de condutividade rigorosos de microSiemens (µS/cm), sinalizando a abertura de uma válvula.
No entanto, o algoritmo químico mais sofisticado e o controlador PLC topo de gama são completamente inúteis se a execução mecânica falhar ao nível da tubagem. É aqui que entra em jogo a importância crítica da válvula de controlo automatizada. Se for utilizada uma válvula solenoide genérica de latão de baixa qualidade ou uma válvula de gaveta manual de ação lenta, esta ficará inevitavelmente parcialmente aberta devido à acumulação de partículas, incrustações ou corrosão dos oxidantes. Para lidar com altas concentrações de oxidantes agressivos, cloretos corrosivos e sólidos totais suspensos (TSS) pesados, típicos em cenários de purga, as melhores práticas de engenharia industrial ditam o uso exclusivo de válvulas solenóides robustas e de alta qualidade. válvulas de esfera com porta em V de acionamento pneumático ou válvulas de borboleta revestidas a Teflon de alto desempenho. Uma válvula que não feche com uma precisão absoluta e verificável de fuga zero resulta numa fuga contínua de químicos. Isto faz com que os seus produtos químicos de tratamento de água, incrivelmente dispendiosos, sejam despejados pelo ralo, destruindo permanentemente o ROI calculado.
Dominar a filtragem de fluxo lateral para obter a máxima eficiência
Muitos gestores de instalações consideram erradamente a filtragem de fluxo lateral como um luxo opcional, frequentemente o primeiro item a ser cortado durante a engenharia de valor (VE) inicial do projeto. Na realidade, é um mecanismo vital e inegociável de poupança de energia e redução de químicos para qualquer circuito de arrefecimento com mais de 500 toneladas. As torres de arrefecimento, pela sua própria conceção, actuam como enormes purificadores de ar atmosférico. Elas puxam anualmente centenas de quilos de poeira, pólen, insectos e gases de escape industriais transportados pelo ar. Esta carga de Sólidos Suspensos Totais (SST) instala-se inevitavelmente nas áreas de baixa velocidade da bacia da torre, criando um lodo espesso e rico em nutrientes.

Um filtro de fluxo lateral corretamente dimensionado (como um separador centrífugo ou um filtro de meio de areia de alta eficiência) retira continuamente 5% a 10% da água total em circulação, remove fisicamente as partículas suspensas até 5-10 microns e devolve a água polida ao circuito. Porque é que isto é importante para o OPEX? Os sólidos em suspensão consomem grandes quantidades dos seus biocidas oxidantes. Se a sua água estiver suja, os químicos dispendiosos atacam a sujidade inerte em vez das bactérias vivas. Ao remover fisicamente a sujidade, elimina completamente o "porto seguro" onde as bactérias se escondem, melhorando drasticamente a eficácia do biocida, protegendo os delicados vedantes das válvulas e os impulsores das bombas contra a abrasão severa e, em última análise, reduzindo os seus custos anuais de aquisição de produtos químicos até 30%.
Tratamento químico vs. não químico: Uma Comparação Pragmática de Engenharia
O debate de engenharia em curso entre os inibidores químicos tradicionais e os métodos de tratamento físicos (não químicos) emergentes exige uma avaliação brutalmente objetiva. Os engenheiros devem adequar perfeitamente a tecnologia às restrições ambientais específicas do local, aos limites de descarga de águas residuais municipais, ao CAPEX disponível e aos objectivos de sustentabilidade da empresa.
| Tipo de tecnologia | CAPEX inicial | OPEX e manutenção | Impacto ambiental | Limitações críticas e aplicações ideais |
|---|---|---|---|---|
| Química tradicional (dispersantes de polímeros, biocidas, inibidores) |
Baixa | Elevada (compras contínuas de produtos químicos, logística de entrega, riscos de manuseamento manual) | Elevada (Descargas tóxicas, limites municipais rigorosos para os metais pesados e o fósforo) | Limitação: Forte controlo regulamentar e responsabilidade. Ideal: Edifícios comerciais normais, locais com orçamentos de capital inicial extremamente baixos. |
| Sistemas electrolíticos (Eletrocoagulação / Precipitação) |
Elevado | Média (Limpeza/substituição periódica dos eléctrodos, consumo sustentado de energia eléctrica) | Muito baixo (Zero toxinas sintéticas adicionadas) | Limitação: Custo inicial elevado, requer uma condutividade de base relativamente estável para funcionar. Ideal: Centros de dados em hiperescala, edifícios ecológicos LEED Platinum com o objetivo de obter uma descarga municipal segura. |
| Sistemas UV / Ozono (Erradicação física) |
Médio-Alto | Média (Substituição anual da lâmpada, consumo sustentado de energia eléctrica) | Baixa (Zero resíduos químicos ou toxicidade da descarga) | Limitação: Sem proteção residual na rede de tubagens. O biofilme pode formar-se facilmente em pernas mortas. Ideal: Deve ser associado a um biocida químico secundário para uma proteção completa. |
A falha fatal dos sistemas UV/Ozono puros
Embora a luz ultravioleta (UV) e a geração de ozono sejam tecnologias excepcionais, de nível hospitalar, para erradicar as bactérias no ponto exato de contacto (dentro da câmara do reator fechado), partilham uma falha fatal de engenharia quando utilizadas como soluções autónomas em sistemas industriais extensos: não proporcionam absolutamente nenhuma proteção residual ao longo dos vastos quilómetros de tubagens de uma instalação. A água perfeitamente esterilizada que sai da câmara de UV pode facilmente voltar a ser contaminada de forma crítica quando chega a uma "perna morta" de baixo caudal ou a um permutador de calor remoto onde o biofilme já se estabeleceu. Para utilizar com segurança o UV ou o ozono, os engenheiros devem ainda complementar o sistema físico com um resíduo químico de baixo nível (como uma alimentação contínua de cloro suave) para proteger as extremidades distais do circuito de arrefecimento.
Alternativas electrolíticas emergentes
Os sistemas electrolíticos avançados oferecem uma abordagem física holística tanto à incrustação como ao controlo biológico. Ao fazer passar a água de arrefecimento através de uma câmara de reação de corrente contínua (CC), estes sistemas forçam a precipitação inofensiva de cálcio e magnésio num cátodo (criando um ambiente localizado de pH elevado na superfície do metal), ao mesmo tempo que geram espécies reactivas de oxigénio (ROS) e cloro livre a partir de cloretos naturais no ânodo para matar as bactérias. Uma vez que não são adicionados produtos químicos sintéticos altamente tóxicos, a água de purga está geralmente isenta de penalizações severas por descarga tóxica.
(Nota crucial de engenharia: Apesar de ser fortemente comercializada como "sem químicos", a água de purga electrolítica continua a ser altamente concentrada com sais naturais dissolvidos, cloretos e elevada alcalinidade. Deve ser encaminhada em segurança para o esgoto sanitário municipal. Sem passar primeiro por uma extensa instalação de dessalinização RO, a água de descarga electrolítica nunca deve ser utilizada para rega de jardins, uma vez que a elevada salinidade destruirá rapidamente a mecânica do solo e matará toda a vida vegetal).
Conformidade com a Legionella e a Norma ASHRAE 188
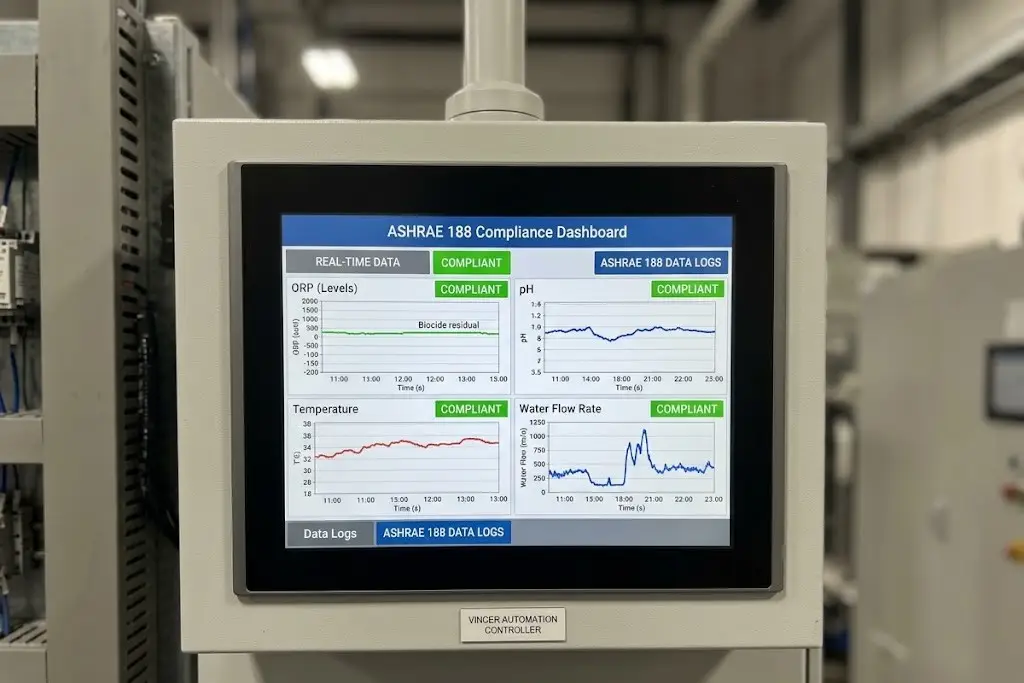
Quando uma torre de arrefecimento funciona, os enormes ventiladores de tiragem induzida libertam uma fina névoa de gotículas de água (conhecida como deriva) para a atmosfera. Se a água da bacia estiver contaminada com a bactéria Legionella pneumophilaSe o vento se intensificar, esta deriva torna-se um sistema de entrega altamente eficaz e armado para a doença do legionário (uma forma grave e frequentemente fatal de pneumonia), capaz de infetar indivíduos vulneráveis a quilómetros de distância, dependendo dos padrões de vento e humidade predominantes. A publicação do Norma ASHRAE 188 (Legionelose: Gestão de Risco para Sistemas de Água em Edifícios) estabeleceu a base de referência definitiva e juridicamente vinculativa para os cuidados a ter com os sistemas de água de edifícios comerciais e industriais.
A conformidade com a ASHRAE 188 já não é uma sugestão de melhores práticas; é uma questão de responsabilidade legal rigorosa que exige um Plano de Gestão da Água (WMP) abrangente e vivo, personalizado por uma equipa de especialistas. Este WMP deve incluir um diagrama detalhado do fluxo do processo, uma análise rigorosa dos riscos, capacidades de dosagem contínua automatizada de biocidas e um registo de dados digital rigoroso e inalterável dos parâmetros da água. Na eventualidade de um surto municipal ligado a uma instalação, os proprietários de edifícios sem registos de dados digitais automatizados que comprovem níveis consistentes de ORP e resíduos de biocidas enfrentam uma exposição legal catastrófica, processos por negligência multimilionários e danos graves e irreversíveis à reputação. Os livros de registo manuais rabiscados a lápis pelo pessoal de manutenção já não são defensáveis nos tribunais modernos.
Calculando o ROI: Como o tratamento adequado reduz o OPEX
Para garantir o orçamento de capital para um sistema de automação e alimentação química de torres de arrefecimento de última geração, é necessário falar a linguagem financeira dos executivos. Isto é feito através de métricas concretas e verificáveis de conservação de água e ganhos profundos de eficiência energética.
Otimizar os ciclos de concentração (COC) para poupar água
O rácio "Ciclos de Concentração" (COC) determina a eficiência global da água de todo o seu circuito de arrefecimento. É definido matematicamente como o rácio de sólidos dissolvidos na água de purga em comparação com os sólidos dissolvidos na água fresca de reposição. A fórmula de engenharia que rege o cálculo da perda de água é:
Considere uma torre de arrefecimento de 1.000 toneladas a funcionar a plena carga num clima quente, evaporando cerca de 30 galões por minuto (GPM). Se o tratamento deficiente da água, a falta de automação ou o medo de incrustações o obrigarem a operar com um COC conservador de 2,0, o volume de descarga é exatamente igual ao volume de evaporação (30 GPM pelo ralo). A atualização para um sistema de dosagem automatizado de precisão com dispersantes de polímeros avançados permite um funcionamento seguro e estável a um COC de 4,0 ou 5,0. Ao passar de 2,0 para 4,0 ciclos, a sua descarga cai de 30 GPM para apenas 10 GPM. Reduz matematicamente o seu volume de descarga - e as sobretaxas de esgotos municipais associadas e os custos de composição química - numa espantosa 66%.
Prevenir a escamação dos tubos do chiller para poupar enormes custos de energia
Por muito impressionantes que sejam as enormes poupanças de água, na realidade não são nada em comparação com as poupanças eléctricas conseguidas no chiller centrífugo. Considere um chiller padrão de 1.000 toneladas a funcionar com uma taxa de eletricidade comercial conservadora de $0,12/kWh. Uma camada de escala microscópica de apenas 0,5 mm (0,02 polegadas) no interior dos tubos do condensador actua como uma poderosa barreira térmica, aumentando a temperatura de aproximação e reduzindo a eficiência global da transferência de calor em cerca de 10%.
Durante um ano de funcionamento típico de carga pesada (aprox. 4.000 horas), este meio milímetro de escala traduz-se em mais de $22,000 em custos de energia pura desperdiçada anualmente. A eletricidade desperdiçada em apenas seis meses de funcionamento de um refrigerador em escala é mais do que suficiente para financiar totalmente a compra e instalação de um conjunto de sensores e doseadores de precisão totalmente automatizados de primeira qualidade. Atualizar o seu tratamento de água não é uma despesa de manutenção aborrecida; é a estratégia de redução de energia de maior rendimento disponível numa instalação comercial.
O calcanhar de Aquiles da execução: Porque é que as válvulas automatizadas de elevada especificação determinam o sucesso do tratamento
É possível conceber meticulosamente o algoritmo químico perfeito, instalar controladores PLC de nível militar, empregar os melhores consultores de tratamento de água e obter os biocidas personalizados da mais alta qualidade. No entanto, todo o sistema de gestão térmica de vários milhões de dólares falhará completamente se as suas "mãos e pés" - as válvulas de controlo de fluidos - forem inadequadas. A montagem de um sistema utilizando válvulas manuais genéricas e de ação lenta ou válvulas solenóides de latão baratas garante uma mistura química deficiente, um tempo de inatividade de manutenção agonizante e a fuga crónica de água de purga mencionada anteriormente.
É aqui que a seleção de um parceiro de válvulas inteligente e de nível industrial se torna o elemento fundamental da fiabilidade do seu sistema. No ambiente volátil e de alto risco da dosagem química automatizada e das sequências de descarga altamente concentradas, a durabilidade mecânica e os valores precisos do coeficiente de fluxo (Cv) são tudo. São necessárias válvulas capazes de suportar quedas de pressão súbitas, oxidantes altamente corrosivos e sólidos em suspensão abrasivos sem vacilar ou degradar-se ao longo de milhares de ciclos.
VINCER A VINCER, Inc. opera a nível mundial como um dos principais fornecedores de soluções de válvulas automatizadas inteligentes, concebidas especificamente para estes ambientes de controlo de fluidos severos. Quando se lida com biocidas oxidantes agressivos e fluido de purga com elevado teor de incrustações, as válvulas pneumáticas e eléctricas da VINCER proporcionam um desempenho excecional contra o bloqueio e garantem Fuga zero ANSI Classe VI. Esta vedação intransigente e bidirecional garante que nunca se esvazia água cara e quimicamente tratada pelo ralo devido a uma sede de válvula gasta ou suja.
Para além do desempenho bruto do hardware, o VINCER elimina os pesadelos de integração para os construtores de equipamento (OEMs) e empreiteiros EPC. Oferecendo uma análise de engenharia de 8 dimensões inigualável (avaliando rigorosamente o meio, a temperatura, a pressão, a norma de ligação, o método de controlo, o material, as caraterísticas da indústria e as restrições espaciais), a VINCER assegura a correspondência exacta da aplicação à química específica da água. Para além disso, a VINCER fornece uma extensa Desenhos técnicos 2D/3D para se adaptarem perfeitamente a designs de skids modulares compactos. Apoiada pelas certificações ISO9001, CE, SIL e FDA, com prazos de entrega rápidos (7-10 dias para encomendas padrão, 30 dias para personalização pesada), a VINCER garante que a sua execução mecânica é tão perfeita e fiável como a química da sua água.
