
Inleiding
In zware industrieën zoals petrochemische verwerking, LNG-transport en offshore-ontzilting is betrouwbare automatisering van kwartslagafsluiters van cruciaal belang voor de veiligheid. Ingenieurs worden geconfronteerd met extreme verschildrukken, zeer corrosieve media en ernstige statische wrijving. Standaard lineaire actuators met tandwielaandrijving falen vaak onder deze omstandigheden. scotch juk aandrijving de definitieve, zware mechanische oplossing voor industriële debietcontrolesystemen.
De belangrijkste uitdaging bij de bediening van kwartslagkleppen
Om de technische superioriteit van dit specifieke schuifblokmechanisme echt te begrijpen, is het essentieel om eerst de onzichtbare fysieke en hydrodynamische krachten te ontleden die het continu moet overwinnen. Bij het automatiseren van heavy-duty pijpleidinginfrastructuur, zoals pijpleidingen gebouwd volgens API 6D specificaties, gaan de mechanische eisen die aan het actuatiesysteem worden gesteld veel verder dan eenvoudige rotatiebewegingen. De belangrijkste tegenstanders in vloeistofdynamica en klepbediening zijn Stiction (Statische wrijving), dynamische lagerwrijving, hydrodynamisch koppel en immense verschildruk (ΔP) die vaak meer dan 150 bar kan bedragen in toepassingen op hoofdlijnen.
Beschouw een massieve 24 inch klasse 600 kogelkraan met tappen die geïnstalleerd is in een hoofdpijpleiding voor ruwe olie of een hogedruk inlaat voor zeewaterontzilting. Tijdens standaard operationele cycli kan deze klep meerdere maanden achter elkaar volledig open of volledig gesloten blijven, puur als nood-isolatieknooppunt. Tijdens deze lange stationaire periode ondergaan de polymere zittingmaterialen - zoals zuiver polytetrafluorethyleen (PTFE), polyetheretherketon (PEEK) of versterkte elastomeercomposieten (zoals Devlon) - een thermodynamisch en mechanisch fenomeen dat bekend staat als "koude stroming" of elastomeerkruip.
Onder continue leidingdruk migreren en comprimeren deze polymeren microscopisch in de poreuze microstructuur van het oppervlak van de metalen kogel. Tegelijkertijd oefent de stroomopwaartse vloeistofdruk tienduizenden ponden zijdelingse kracht uit, waardoor de kogel agressief tegen het stroomafwaartse afdichtingsmechanisme wordt gedrukt. Dit creëert een enorm mechanisch vergrendelingseffect tussen de kogel en de zittingen. De initiële rotatiekracht die nodig is om deze statische greep te verbrijzelen, de interferentie tussen de zittingen te overwinnen en de kogel los te maken, wordt wetenschappelijk aangeduid als het openingsmoment (Break to Open - BTO). Als een actuator niet in staat is om een plotselinge, onevenredig hoge koppelpiek te leveren bij precies de 0-graden positie, dan blijft de klep gewoon vastzitten, wat een cascadefout veroorzaakt in het hele procesbesturingssysteem en mogelijk ernstige overdruk stroomopwaarts veroorzaakt.
De "stilstaande vrachtwagen" techniekmetafoor
Zie dit zwaar vastzittende ventiel als een enorme, volgeladen vrachtwagen die op een steile helling tot stilstand komt. De initiële mechanische kracht die nodig is om de statische grip van de band op de weg te verbreken en de wielen vanuit stilstand te laten draaien, is astronomisch. Zodra de truck echter begint te rollen, neemt het kinetisch momentum het over en daalt de continue kracht die nodig is om de truck in beweging te houden aanzienlijk. Dit is het "draaikoppel".
In de automatisering van kleppen vertaalt zich dit direct naar het enorme verschil tussen het BTO-koppel en het Run-koppel. Het Run-koppel is gewoonlijk slechts 30% tot 40% van de oorspronkelijke BTO-eis. De dimensionering van een standaard lineaire koppelreductor om aan een extreme BTO-eis te voldoen, resulteert in een actuator die veel te groot en te duur is en die tijdens de gehele slag van 90 graden onnodig veel perslucht verbruikt. De industrie had een mechanische hefinrichting nodig die het maximale mechanische voordeel wiskundig precies daar concentreerde waar de pijpleiding het het meest nodig had.
Anatomie en kinematica van de Scotch Yoke Actuator
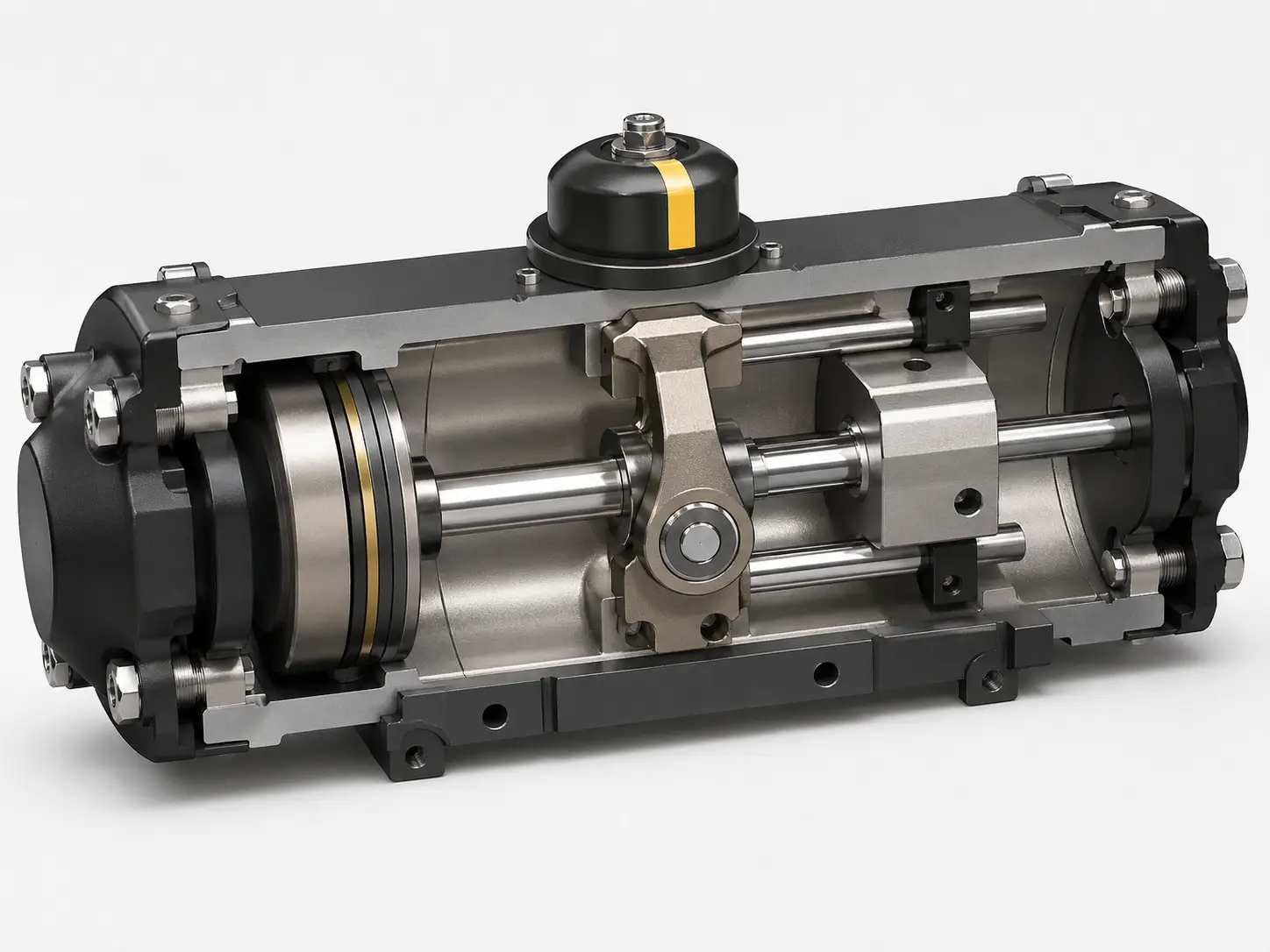
De mechanische schittering van de scotch juk pneumatische actuator ligt in de niet-lineaire omzetting van lineaire stuwkracht in roterend koppel. In tegenstelling tot tandheugel en rondsel ontwerpen die vertrouwen op de voortdurende betrokkenheid van fragiele tandwieltanden, maakt deze actuator gebruik van een glijdende mechanische koppeling die speciaal ontworpen is om extreme spanning te absorberen en over te brengen zonder vroegtijdige slijtage, metaalmoeheid of vreten.
De mechanische kern: Zuigers, schuifblokken en jukken
Door de interne architectuur van een heavy-duty unit te bestuderen, kunnen we nauwkeurig de hoogtechnologische onderdelen identificeren die deze kinetische energieoverdracht regelen. Elk element is metallurgisch geselecteerd om miljoenen cycli te doorstaan:
- De Power Cylinder: Deze precisiegeslepen cilinder wordt aangedreven door perslucht of hydraulische vloeistof en genereert pure lineaire stuwkracht. De binnenwanden zijn kritisch behandeld met Electroless Nickel Plating (ENP) tot een dikte van minstens 25 micron, of hard geanodiseerd. Hierdoor ontstaat een glasachtige oppervlakteafwerking met een extreem lage Ra-waarde (gemiddelde ruwheid), die corrosie door vocht in de luchttoevoer voorkomt en de dynamische wrijving van de afdichting minimaliseert, waardoor de levensduur van de O-ring aanzienlijk wordt verlengd.
- De zuiger en stang: De zuiger is voorzien van speciale dynamische afdichtingen - meestal Nitril Butadieen Rubber (NBR) voor standaard -20 °C tot +80 °C toepassingen, of Fluorkoolstof (Viton) en Siliconen composieten voor omgevingen met extreme hoge/lage temperaturen - om lekkage van de pneumatische bypass te voorkomen. De koolstofstalen zuigerstang met hoge treksterkte brengt de lineaire stuwkracht naar voren in de centrale behuizing zonder te knikken onder immense druk.
- Het glijblok en het zaagblad: Dit is een kritisch punt van falen in ontwerpen van lage kwaliteit. Een hoogwaardige actuator gebruikt een zwaar uitgevoerde, hardverchroomde geleidestang om destructieve zijwaartse krachten te absorberen. Het glijblok (of rollager), meestal gemaakt van zelfsmerende bronslegeringen van hoge sterkte (zoals C93200), beweegt lineair langs deze geleiding terwijl het de gleuf van het centrale juk grijpt. Door de radiale krachten die tijdens de rotatie ontstaan te absorberen, voorkomt dit mechanisme dat de dwarskrachten de zuigerstangafdichtingen aantasten, zodat er na verloop van tijd geen lekkage optreedt.
- Het juk van de actuator: De centrale roterende naaf is meestal gegoten uit nodulair gietijzer (bijv. ASTM A536) of gesmeed uit koolstofstaal voor toepassingen met ultrahoog koppel. Hij is direct aan de klepsteel bevestigd. Terwijl het schuifblok tegen de interne gleuf van het juk drukt, forceert het een soepele draaibeweging van 90 graden.
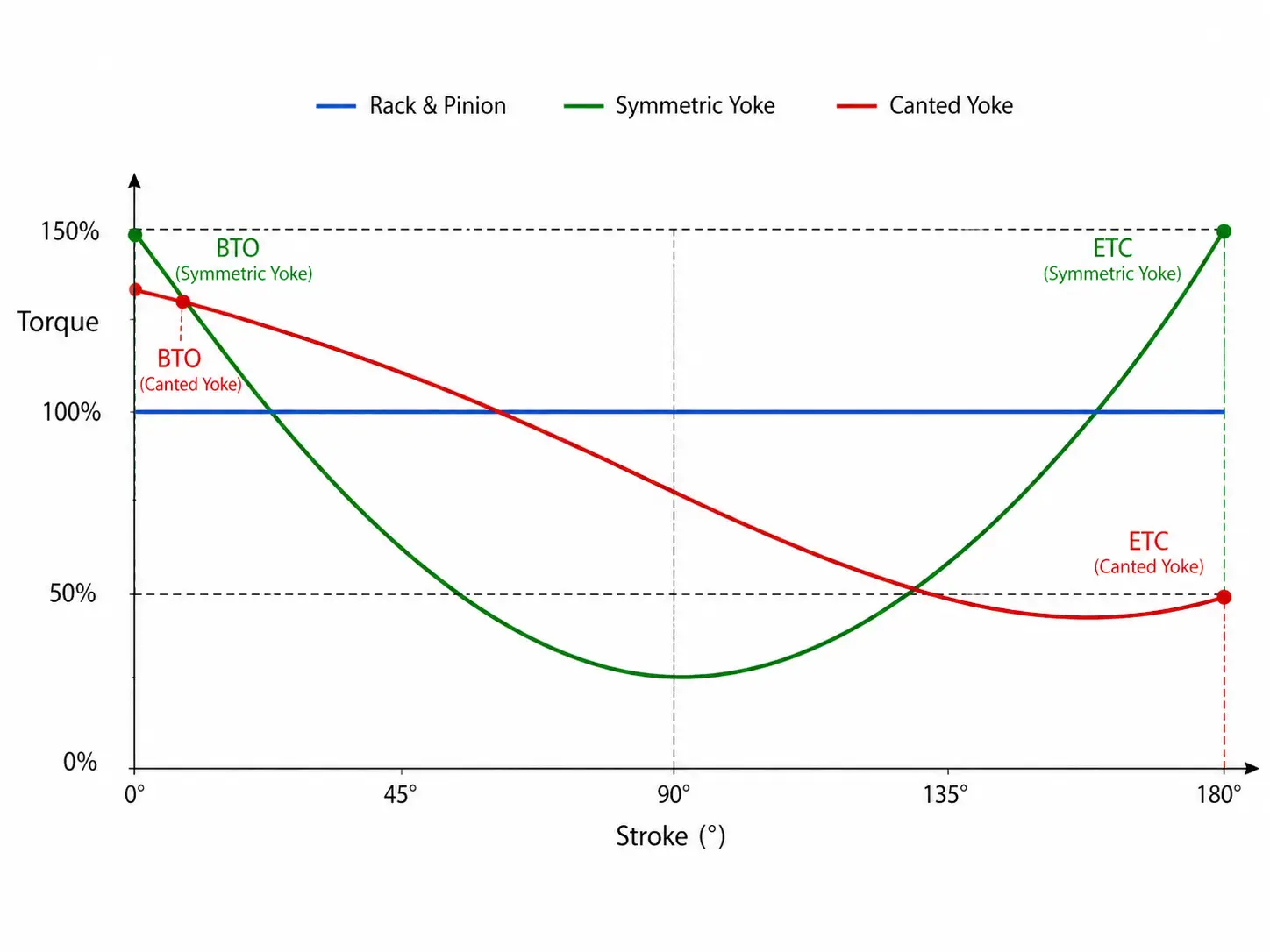
De U-vormige koppelkromme decoderen
In de kinematica van de werktuigbouwkunde is het koppel (τ) het kruisproduct van de kracht (F) en de momentarmafstand (r). In dit specifieke mechanisme, terwijl de pneumatische cilinder duwt met een constante lineaire kracht (uitgaande van een constante luchttoevoerdruk), verandert de hoek tussen het schuifblok en de jukgleuf voortdurend tijdens de slag van 90 graden. Bijgevolg verandert de lengte van de effectieve momentarm dynamisch, wat een zeer kenmerkende U-vormige koppelkromme genereert.
Het begrijpen van de drie kritieke punten op deze wiskundige curve is absoluut noodzakelijk voor de juiste dimensionering van de actuator om afschuiven van de stang te voorkomen:
- Break to Open (BTO) / 0 graden: De klep is volledig gesloten tegen de maximale leidingdruk in en de stiction is absoluut het grootst. In deze specifieke geometrie heeft de momentarm van het juk zijn maximale effectieve lengte. De actuator levert een explosieve piek met maximaal koppel, waardoor de kogel met succes van de polymere zittingen wordt afgeschoven zonder dat er een te grote pneumatische cilinder nodig is.
- Koppel uitvoeren / 45 graden: Als de klep naar het middenpunt draait, komt de kogelholte bloot te liggen en begint de vloeistof te stromen. De fysische weerstand en het drukverschil dalen dramatisch. Dienovereenkomstig vermindert de geometrie van het glijdende juk de momentarm tot zijn kortste lengte, waardoor het uitgaande koppel naar het laagste punt daalt (de onderkant van de "U"). Deze mechanische eigenschap zorgt ervoor dat er geen perslucht wordt verspild en dat de snelheid van de slag zeer constant blijft.
- Einde tot sluiten (ETC) / 90 graden: Wanneer de klep zijn kwartslagslag maakt om de pijpleiding opnieuw af te sluiten, moet de kogel terug in de polymere zittingen drukken tegen de volledige snelheid van de stromende vloeistof in. De momentarm van het juk rekt weer uit en zorgt voor een secundaire piek in de koppeloutput om een luchtbeldichte, lekvrije afsluiting te garanderen die voldoet aan de strenge API 598 normen voor lektests.
Jukgeometrie: Symmetrische vs. gekantelde ontwerpen
Hoewel het begrijpen van de standaard U-vormige koppelkromme fundamenteel is, vereist geavanceerde pijplijnautomatisering een fijnafstemming van die uitvoer om perfect aan te sluiten bij de verschillende koppelsignaturen van verschillende kleptypes. Fabrikanten bereiken dit door de geometrische bewerking van het spoor van de jukpen fundamenteel te veranderen, waardoor de mechanismen in twee primaire families worden ingedeeld: Symmetrisch en gekanteld. Een onjuiste specificatie leidt tot storingen in de werking.
Symmetrische jukken: De standaard voor kogel- en plugafsluiters
In een symmetrisch ontwerp is de interne jukgleuf perfect evenwijdig aan de lengteas van de actuator wanneer het mechanisme zich in de exacte middenslagpositie (45 graden) bevindt. Deze geometrische symmetrie dicteert dat de momentarm bij 0 graden wiskundig en fysisch identiek is aan de momentarm bij 90 graden. Als gevolg hiervan is, uitgaande van een constante luchtdruk, het koppel Break to Open (BTO) precies gelijk aan het koppel End to Close (ETC).
Symmetrische jukken zijn de absolute technische standaard voor op een tunneltje gemonteerde kogelkleppen en gesmeerde klepafsluiters. Deze specifieke kleptypes vereisen een enorme kracht om de kogel aan het begin van de slag los te maken vanwege stiction, maar ze vereisen ook een even grote kracht om de kogel terug in de zitting te drukken en een veilige Double Block and Bleed (DBB) afdichting te maken tegen een hoog drukverschil aan het einde van de slag. De uitgebalanceerde, symmetrische U-curve voldoet feilloos aan deze vraag met twee pieken en biedt een betrouwbare veiligheidsmarge voor isolatie bij hoge druk en zorgt ervoor dat de klep niet afslaat bij 85 graden.
Gekantelde jukken: Dimensionale optimalisatie voor vlinderkleppen
Een gekanteld (of schuin/asymmetrisch) juk verandert het mechanische paradigma volledig. Door de gleuf van het juk iets te kantelen (meestal bewerkt in een hoek van 10 tot 15 graden ten opzichte van de centrale as van de actuator), veranderen ingenieurs fundamenteel waar het maximale mechanische voordeel optreedt tijdens rotatie. Deze geometrische verschuiving offert het sluitkoppel (ETC) op om het openingskoppel (BTO) enorm te vergroten tot 20% tot 30%, zonder de cilindergrootte te vergroten.
Dit ontwerp is expliciet en exclusief ontworpen voor vlinderkleppen met hoge prestaties en drievoudige offset. In tegenstelling tot kogelkleppen zwenkt de schijf van een vlinderklep eenvoudig in de zitting aan het einde van de slag. Er is een relatief laag koppel nodig om te sluiten en af te dichten. Echter, om een enorme vlinderklep te openen tegen een hoge verschildruk en extreem Storing in de zitting (koppel voor losmaken)is de BTO-eis duizelingwekkend. Door een gekanteld juk te gebruiken, verhoogt de geometrie kunstmatig de initiële ontsluitingskracht. Hierdoor kunnen ingenieurs een fysiek kleinere, meer kosteneffectieve pneumatische cilinder specificeren om dezelfde openingscapaciteit te bereiken, waardoor kostbare ruimte wordt bespaard en het luchtverbruik in de fabriek aanzienlijk wordt verlaagd.
Tandheugel versus tandheugel: Een TCO-perspectief
Een steeds terugkerend technisch debat onder instrumentatie-ingenieurs en EPC-aannemers is de keuze tussen tandheugel en rondselmechanismen en de schuivende scotch yoke-architectuur. Het maken van de verkeerde keuze heeft niet alleen invloed op de initiële kapitaaluitgaven (CAPEX), maar ook op de totale eigendomskosten (TCO) over een operationele levensduur van 10 tot 20 jaar, waarbij rekening wordt gehouden met onderhoud, luchtverbruik en uitvaltijd.
Tandheugelaandrijvingen genereren een vlakke, constante, lineaire koppelkromme. Omdat de momentarm (de tandwielradius) nooit verandert, blijft de output gelijk van 0 tot 90 graden. Ze zijn uitzonderlijk geschikt voor kleinere kleppen (meestal < 6 inch) die geen last hebben van ernstige interferentie met de zitting. Wanneer de koppelvereisten echter de drempel van 2000 tot 3000 Nm overschrijden, resulteert het dwingen van een tandwielaangedreven eenheid om aan de enorme BTO-eisen te voldoen in een enorme volumevergroting. Bovendien leidt het continu slijpen van de tandwieltanden onder hoge verschildruk snel tot pitting, schuifspanning en voortijdig mechanisch defect.
De 10-jarige TCO-berekening (realistisch pijplijnscenario)
Om de theoretische abstractie te overstijgen, laten we de diepe financiële impact berekenen aan de hand van een concreet engineeringscenario: het automatiseren van een 24 inch klasse 600 kogelkraan in een zware raffinaderijomgeving gedurende een levensduur van 10 jaar.
- Tandheugeloptie (de valse economie): De vereiste oversized eenheid kost ongeveer $15,000 in initiële CAPEX. Na 10 jaar, onderhevig aan hoge spanning en puntbelasting op de tandwielen, zijn er minstens twee grote interne revisies nodig. Bovendien verbruikt de te grote cilinder 40% meer instrumentlucht, waardoor het compressornetwerk van de fabriek wordt belast. Rekening houdend met onderdelen, arbeid, overtollige energiekosten en de verwoestende kosten van ongeplande stilstand van de pijpleiding, overschrijdt de OPEX voor onderhoud met gemak $12,000. Totale TCO over 10 jaar: $27,000+.
- Schotse jukoptie (de ingenieuze investering): Een scotch jukmechanisme met de juiste afmetingen heeft hogere initiële productiekosten, ongeveer $18,000 (een CAPEX-premie van 20%). De wrijving wordt echter veilig geabsorbeerd door duurzame, zelfsmerende glijblokken en verchroomde geleidestangen. Omdat hij de juiste afmetingen heeft voor de U-bocht, bespaart hij perslucht. Over een periode van 10 jaar hoeven alleen de basispakketten met zachte afdichtingen te worden vervangen. $1,500. Totale TCO over 10 jaar: $19,500.
De conclusie: Door een iets hogere initiële kapitaalkost te absorberen, bereikt de faciliteit een gecontroleerde financiële besparingen van meer dan 27%terwijl tegelijkertijd de uptime van het proces wordt gemaximaliseerd, de compressorbelasting wordt verlaagd en de veiligheidsrisico's worden geminimaliseerd.
| Technische criteria | Tandheugelmechanisme | Scotch Juk Mechanisme |
|---|---|---|
| Koppelafgifteprofiel | Lineair (constante koppeluitgang over de hele slag van 90°) | U-vormig (piekkoppel wiskundig geconcentreerd bij 0° en 90°) |
| Specificatie ideale klep | Kogel-/vlinderkleppen met kleine diameter (< 6") | Tappenkogel-, klep- en vlinderkleppen met grote diameter |
| Slijtagekenmerken | Tandwieltand putjes en afschuiving onder continue hoge spanning | Glijdende wrijving (zeer duurzaam met geleiders van bronslegering) |
| Financiële TCO-impact | Lagere CAPEX, veel hogere vervanging/luchtverbruik/downtime OPEX | Hogere CAPEX, uitzonderlijk lage OPEX voor onderhoud over 10 jaar |
Faalveilige architecturen en ESD-naleving
In gevaarlijke procesindustrieën zoals petrochemische raffinage, tankparken en LNG-verwerking is een klepactuator niet alleen een hulpmiddel om de doorstroming te regelen. Hij dient als de ultieme mechanische verdedigingslinie tegen catastrofale overdruk, het vrijkomen van giftige stoffen en milieurampen. Begrijpen hoe het jukmechanisme integreert met faalveilige voedingsmodules is absoluut essentieel om te voldoen aan strenge veiligheidsrichtlijnen voor fabrieken en ESD-protocollen (Emergency Shutdown).
Dubbelwerkende (DA) configuraties
In een standaard dubbelwerkende (DA) opstelling wordt gecomprimeerde instrumentlucht gebruikt om de pneumatische zuiger in beide richtingen aan te drijven, waardoor zowel de openingsslag als de sluitslag van de klep wordt aangedreven. Als de fabriek een totaal verlies van luchtdruk of een elektrische black-out ervaart, verliest de actuator alle aandrijfkracht. De klep zal een "Fail-Last" gedrag vertonen en volledig stationair blijven in zijn huidige positie. Voor kritieke veiligheidsknooppunten is dit gebrek aan automatische isolatie fundamenteel onaanvaardbaar.
Ingenieurs kunnen echter kritieke faalveilige functionaliteit bereiken zonder over te stappen op een veerbelast ontwerp door een DA-actuator te combineren met een speciale Pneumatische Accumulator (Volumetank). Dit gecertificeerde drukvat slaat een vooraf bepaald volume perslucht op. In het geval van een drukdaling in de hele fabriek detecteren geïntegreerde stuurventielen en terugslagkleppen de storing en leiden ze onmiddellijk de opgeslagen lucht van de accumulator naar de cilinder, waardoor de klep naar de aangewezen veilige positie wordt gestuurd. Volumetanks zijn zeer effectief, maar vergroten de ruimte, het gewicht en de complexiteit van de leidingen aanzienlijk.
SR-modules (Spring Return) en SIL-vereisten
Voor de meest kritieke ESD-kleppen - de laatste elementen in een Safety Instrumented System (SIS) - hebben veiligheidsingenieurs een enkelwerkende scotch juk pneumatische actuatoralgemeen bekend als een SR-configuratie (Spring Return). In deze architectuur wordt luchtdruk in de cilinder gebracht om de klep aan te slaan en tegelijkertijd een massieve, zware mechanische veer (of een reeks van meerdere veren) samen te drukken.
Het systeem houdt deze samengeperste toestand actief vast tijdens normaal gebruik van de pijpleiding. Als het besturingssysteem te maken krijgt met een catastrofaal stroomverlies, een verbroken luchtleiding of een opzettelijk noodstopsignaal, wordt de pneumatische druk onmiddellijk afgelaten via snelle uitlaatkleppen. De immense potentiële energie die in de mechanische veer is opgeslagen, wordt vrijgemaakt, waardoor de zuiger naar achteren wordt gedreven en de klep naar zijn faalveilige positie wordt gedraaid (ofwel Fail-Close om de stroom te isoleren, of Fail-Open om de druk naar een fakkelsysteem te verlagen) zonder dat er ook maar één joule externe energie nodig is.
Omdat deze units de absolute laatste verdedigingslinie vormen, moeten ze strenge audits door derden ondergaan om SIL-certificering (Safety Integrity Level) volgens IEC 61508 te behalen. Actuators die worden ingezet in deze knooppunten moeten meestal geschikt zijn voor SIL 2 of SIL 3, wat extreem lage PFD-percentages (Probability of Failure on Demand) garandeert.

Pneumatische vs. hydraulische krachtbronnen
Voordat de fabrieksingenieurs de failsafe architectuur afronden, moeten ze de optimale aandrijfvloeistof voor de zuiger grondig evalueren en bepalen. Terwijl de interne kinematica en geometrie van het centrale juk absoluut identiek blijven, bepalen de fysieke eigenschappen van de krachtbron de dynamische reactietijd, de afmetingen en de onderhoudsprotocollen van de actuator.
Pneumatische systemen maken gebruik van schone, samengeperste lucht, meestal geregeld tussen 5 en 8 bar (70 tot 115 psi). Gassen zijn van nature zeer samendrukbaar, waardoor pneumatische systemen uitzonderlijk snelle slagtijden hebben. Deze snelle activering, waarmee enorme kleppen in minder dan 3 seconden kunnen worden aangeslagen, maakt ze tot de absolute standaard voor ESD-kleppen die vrijwel onmiddellijk moeten sluiten om breuken in pijpleidingen te isoleren. Bovendien zijn pneumatische systemen zeer kosteneffectief om te installeren en vormen ze geen enkel risico op milieuverontreiniging; een gesprongen afdichting laat alleen onschadelijke lucht in de atmosfeer ontsnappen.
Hydraulische systemendaarentegen maken gebruik van onsamendrukbare synthetische vloeistoffen die werken bij extreme drukken, vaak variërend van 100 tot 300 bar (1.450 tot 4.350 psi). Omdat vloeistoffen een hoge bulkmodulus hebben en niet samendrukken, bieden hydraulische actuators een perfect stijve, nauwkeurige positioneerbesturing, zonder "sponsachtige" aarzeling. Het belangrijkste technische voordeel is de extreme krachtdichtheid. Een hydraulische cilinder kan een enorme lineaire kracht genereren vanuit een verrassend compact profiel. Bij het automatiseren van reusachtige hoofdafsluiters op offshore platforms waar de structurele ruimte zeer beperkt is, wordt de voorkeur gegeven aan hydrauliek, ondanks het feit dat hiervoor complexe hydraulische aggregaten (HPU's) en strikte protocollen voor vloeistofzuiverheid nodig zijn.
Doorlooptijd en QC-knelpunten bij automatisering van kleppen overwinnen
Het specificeren van de wiskundig juiste koppelkromme, jukgeometrie en faalveilige architectuur is slechts de theoretische basis van pijpleidingautomatisering. Bij de uitvoering van echte projecten zijn een tijdige levering van de toeleveringsketen en exacte metallurgische afstemming voor succesvolle Site Acceptance Tests (SAT) van het grootste belang voor het succes van het project.

VINCER KLEP is structureel ontworpen om deze knelpunten in de toeleveringsketen te elimineren door middel van een transparant, zeer efficiënt productie-ecosysteem. Ondersteund door een faciliteit van 7.200 vierkante meter, vier speciale geautomatiseerde productielijnen en meer dan 10 jaar gespecialiseerde expertise op het gebied van vloeistofregeling, bieden we een mathematisch veilig pad van technische dimensionering tot de uiteindelijke installatie van pijpleidingen.
Optimaliseer uw pijplijnautomatisering met nauwkeurige dimensionering
We vertrouwen op harde technische gegevens en strenge protocollen voor kwaliteitscontrole om ervoor te zorgen dat elke geautomatiseerde klepsamenstelling feilloos presteert onder extreme drukverschillen.
- Wiskundige koppeloverlay-analyse: Om catastrofaal afbreken van de stang of vastlopen van de klep te voorkomen, zetten onze technici de exacte hydrodynamische en zittinginterferentievereisten van uw specifieke klep af tegen de U-curves van onze actuator, om te verifiëren dat de uitvoer perfect uw veiligheidsfactoren doorlaat zonder het maximaal toegestane stangkoppel (MAST) van de klep te overschrijden.
- Versnelde, voorspelbare doorlooptijden: Dankzij een flexibele productieplanning kunnen we standaard geautomatiseerde kleppen leveren in 7 tot 10 werkdagenmet complexe, zware custom builds die in slechts 15 tot 30 dagen worden voltooid.
- 100% Visuele en documentaire verificatie: Elke unit ondergaat een rigoureus inspectieproces, inclusief hydrostatische schaaltests en dynamische cyclustests. Vóór verzending ontvangt u de certificaten, high-definition foto's van de secundaire inspectie en video's van functionele tests. Wat u goedkeurt, is precies wat er op uw locatie arriveert.
Klaar om uw volgende geautomatiseerde afsluiterpakket te specificeren?
Geef uw exacte bedrijfsparameters op (medium, ΔP, temperatuurbereik, ruimtebeperkingen). Ons engineeringteam levert binnen 48 uur een voorlopige automatiseringsoplossing voor meerdere producten, compleet met bijbehorende 2D/3D CAD-maatintegratie.
