
Les coûts cachés de la fragmentation des réseaux fluides
Les données industrielles révèlent une réalité contre-intuitive dans la fabrication moderne : la grande majorité des défaillances catastrophiques des systèmes de fluides industriels - et les millions de dollars de temps d'arrêt non planifiés qui en résultent - ne proviennent pas d'une fabrication défectueuse de pièces individuelles. Elles proviennent plutôt d'une inadéquation fondamentale entre la conception et les spécifications. Lorsque les ingénieurs des procédés se contentent d'assembler des composants isolés au lieu d'élaborer une stratégie cohérente et scientifiquement fondée en matière de dynamique des fluides, l'hémorragie financière reste totalement invisible jusqu'à ce que le pipeline soit inopinément mis hors service.
Pour les directeurs d'usine, les directeurs de l'automatisation et les responsables des achats, les enjeux sont binaires. Soit vous concevez un système cardiovasculaire résistant pour votre installation, soit vous installez involontairement un compte à rebours jusqu'à votre prochaine fuite dangereuse. Ce plan détaillé élimine les conseils génériques de haut niveau pour offrir un cadre d'ingénierie pur et dur : comment maîtriser la rhéologie complexe des fluides, dimensionner les pompes à l'aide de mathématiques hydrauliques précises, naviguer dans la métallurgie complexe des vannes de contrôle et atténuer chirurgicalement les dépenses opérationnelles cachées (OPEX) qui gonflent continuellement votre coût total de possession (TCO).
Le changement de paradigme : Des composants isolés aux solutions intégrées de traitement des fluides
Pendant des décennies, une approche très fragmentée a dominé les achats industriels. Les ingénieurs concepteurs se procuraient une pompe centrifuge à haut rendement auprès d'un fournisseur, automatisaient la production et la distribution de l'eau. vannes de traitement des fluides d'un autre, et les réseaux de tuyauterie d'un troisième, en partant du principe que l'assemblage de pièces de premier ordre aboutirait naturellement à un réseau fonctionnel de premier ordre. Cet état d'esprit archaïque conduit souvent à ce que les ingénieurs chevronnés appellent un "goulot d'étranglement du système". La fiabilité d'une installation de traitement dépend de son point de jonction le plus faible et le plus mal spécifié.
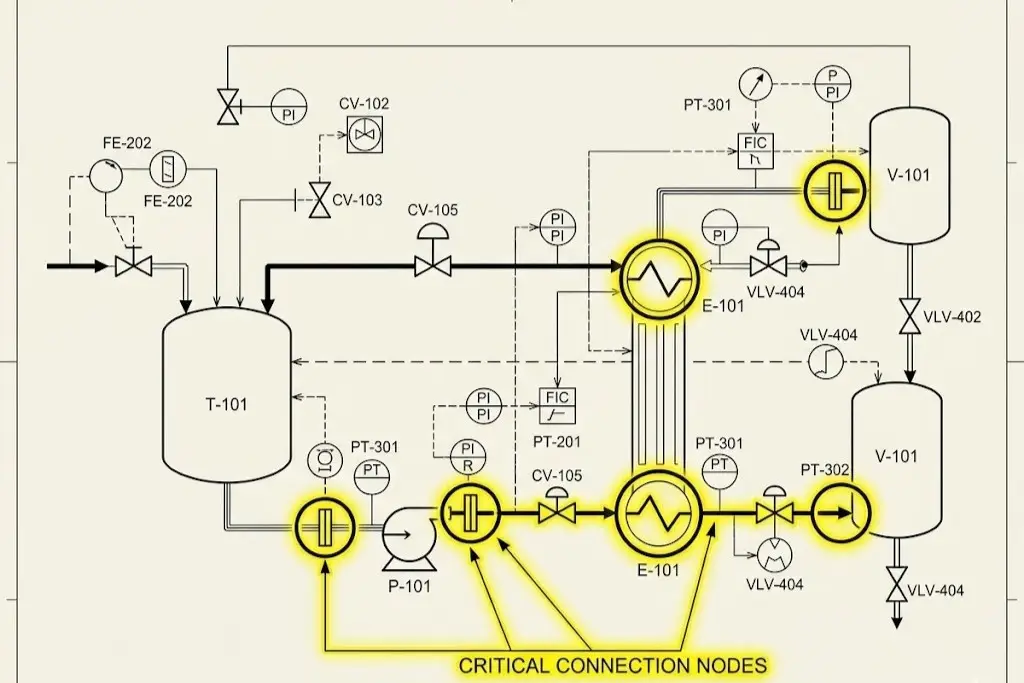
Prenons l'analogie vasculaire. Vous pouvez avoir un cœur remarquablement fort (la pompe), mais si vos artères (la métallurgie de la tuyauterie) sont gravement calcifiées ou si vos valves cardiaques ne parviennent pas à réguler la pression avec précision, l'ensemble du système biologique risque de s'effondrer de manière imminente. Dans un contexte industriel, le déploiement d'une pompe de grande capacité à côté d'une vanne automatisée sous-dimensionnée ou réagissant lentement induira inévitablement un coup de bélier important. Selon l'équation de Joukowsky, les ondes de choc cinétiques soudaines générées par la fermeture rapide d'une vanne peuvent faire grimper la pression interne des conduites de centaines de PSI en quelques millisecondes. Ces transitoires hydrauliques peuvent littéralement arracher les supports de tuyauterie en acier des murs en béton, briser les joints mécaniques coûteux et rompre les lignes d'instrumentation délicates.
C'est pourquoi les solutions pour le traitement des fluides ne sont pas définis par les spécifications physiques individuelles imprimées sur la fiche technique d'un seul produit. Elles sont plutôt définies par l'interaction transparente et synergique de l'ensemble de l'architecture de contrôle en boucle fermée. L'adoption de ce paradigme intégré fait passer l'ingénierie du simple "déplacement de liquides" à l'orchestration d'un environnement de transfert de fluides hautement contrôlé, prédictif et sûr.
Décoder la dynamique des fluides : Le plan de sélection des équipements
Avant de spécifier le matériel, de dessiner les plans de CAO ou de signer les bons de commande, l'ingénieur doit avoir une compréhension granulaire, au niveau moléculaire, du fluide transporté. Le choix de l'équipement n'est jamais dicté par le seul budget d'investissement disponible ; il est entièrement subordonné au "tempérament" physique, chimique et thermique des fluides de traitement. Le non-respect des lois immuables de la dynamique des fluides est la cause première de la dégradation prématurée des équipements.
Gestion des fluides à haute viscosité et sensibles au cisaillement
La viscosité - la mesure de la résistance interne d'un fluide à une déformation graduelle sous l'effet d'une contrainte de cisaillement ou de traction - modifie radicalement la façon dont les équipement de traitement des fluides doit être architecturé. À mesure que la viscosité dynamique augmente, la friction interne du fluide monte en flèche. Ce changement fondamental modifie le nombre de Reynolds du système, faisant passer l'écoulement du fluide d'un état turbulent chaotique à un état laminaire hautement prévisible mais incroyablement difficile à déplacer. Dans les régimes d'écoulement laminaire, les forces centrifuges standard deviennent très inefficaces, convertissant l'énergie d'entrée en chaleur destructrice plutôt qu'en mouvement cinétique.
En outre, de nombreux milieux industriels complexes présentent des comportements non newtoniens. Effet de cisaillement (pseudoplastiques), tels que le ketchup, les polymères fondus ou certaines peintures industrielles, diminuent leur viscosité sous l'effet d'une contrainte mécanique. Inversement, épaississement par cisaillement (dilatants), comme les suspensions d'amidon de maïs concentrées ou les boues chimiques spécifiques, deviennent presque solides lorsqu'ils sont agités. Si un directeur d'usine installe aveuglément une pompe à impulseur à grande vitesse pour transférer des émulsions sensibles au cisaillement, telles que des crèmes cosmétiques haut de gamme, des protéines biopharmaceutiques délicates ou des additifs alimentaires complexes, l'agitation mécanique excessive détruira de façon permanente la structure moléculaire du lot. Il en résulte une séparation irréversible des produits, une perte de rendement massive et des cycles de production gâchés.
Vaincre les milieux agressifs, corrosifs et abrasifs
Lorsque l'ingénierie traitement des fluides industriels Pour les systèmes d'alimentation en eau potable destinés aux secteurs du traitement chimique, de la fabrication de semi-conducteurs ou des batteries de véhicules électriques modernes, l'ennemi principal est la dégradation agressive des matériaux. L'utilisation d'acier inoxydable 316L standard dans un environnement à forte teneur en chlorure ou dans une conduite d'acide chlorhydrique concentré est une erreur d'ingénierie coûteuse ; la corrosion microscopique par piqûres et la fissuration par corrosion sous contrainte compromettront rapidement l'intégrité structurelle du pipeline, ce qui entraînera des fuites dangereuses pour l'environnement. En outre, l'introduction de liquides froids et glacés dans des pipelines très chauds induit une grave corrosion par piqûres et une fissuration par corrosion sous contrainte (FCC). Choc thermiqueIl est donc nécessaire de recourir à des solutions avancées de compensation des contraintes mécaniques, telles que des joints de dilatation métalliques ondulés intégrés directement dans le réseau de tuyauterie.
Pour lutter contre les attaques purement chimiques, les conceptions techniques d'élite utilisent des fluoropolymères avancés. Les vannes revêtues de PTFE (polytétrafluoroéthylène) ou de PFA offrent une inertie chimique quasi universelle, protégeant le corps métallique extérieur des fluides corrosifs. Cependant, la réalité industrielle bien documentée est que les composants standard revêtus de fluor présentent une résistance mécanique à l'usure extrêmement médiocre. Si le milieu corrosif contient également des particules solides abrasives, telles que des boues de lithium, du dioxyde de titane ou des résidus miniers, un revêtement en PTFE standard sera rapidement déchiqueté par les solides à grande vitesse.
Pour ces environnements à double menace (forte corrosion et forte abrasion), la solution ultime s'éloigne des revêtements polymères souples. Les ingénieurs doivent spécifier des composants céramiques structurels ou utiliser des revêtements d'alliages durs, tels que le soudage Stellite ou les revêtements de carbure de tungstène, sur les garnitures et les sièges métalliques. Cette adaptation chirurgicale des matériaux, bien que plus complexe à spécifier au départ, prolonge le cycle de vie de l'actif d'un nombre considérable de fois par rapport aux solutions génériques, garantissant ainsi une stabilité opérationnelle à long terme.
Le cœur du système : Technologies avancées de pompage et logique de dimensionnement
La pompe est le moteur cinétique principal de l'ensemble de l'opération. Cependant, la spécification d'une pompe est un exercice mathématique complexe qui nécessite une analyse informatique approfondie de l'ensemble du réseau de tuyauterie. Pour passer de la physique fondamentale à une logique d'ingénierie exploitable, il faut naviguer dans des paramètres hydrauliques complexes afin de garantir une efficacité maximale, des débits optimaux et une longévité accrue de l'équipement.
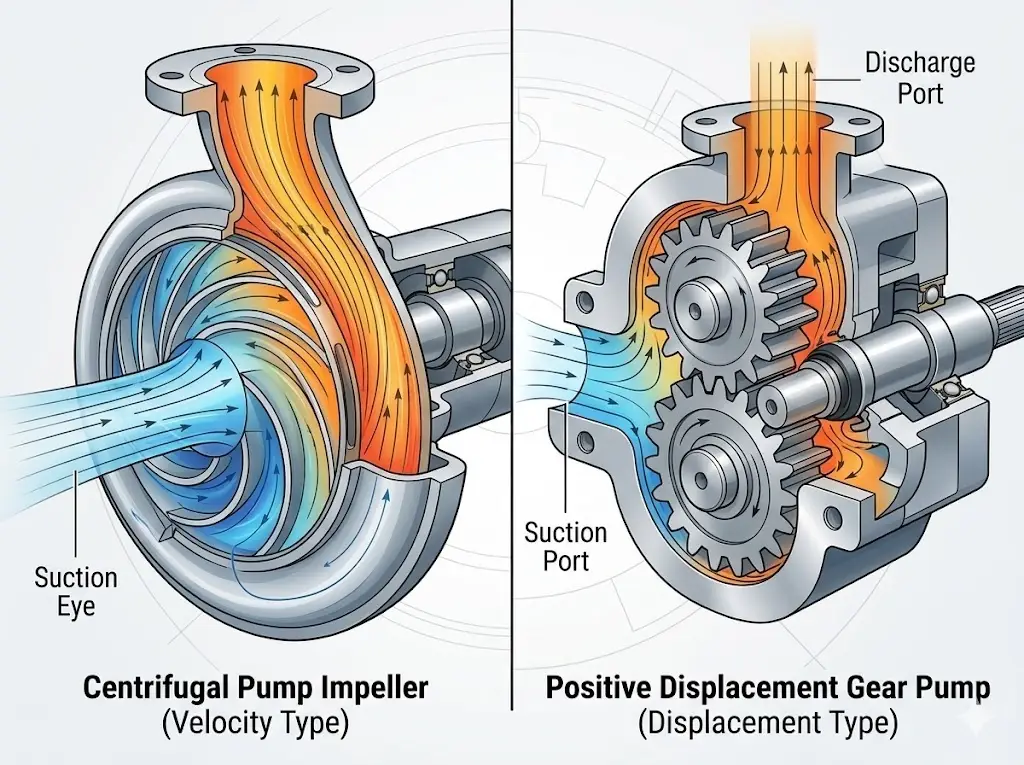
Pompes centrifuges et pompes volumétriques : La règle d'or
La bifurcation fondamentale dans la sélection des pompes se situe entre les architectures centrifuge et volumétrique (PD). La règle d'or de l'ingénierie dicte un arbre de décision très spécifique. Si l'application nécessite le transfert de volumes importants de fluides de faible viscosité à des pressions relativement faibles et stables, une pompe centrifuge est le choix optimal. Les pompes centrifuges s'appuient sur l'énergie cinétique de rotation, transférant l'élan au fluide par l'intermédiaire d'une roue en rotation. À l'inverse, si le processus exige un débit précis et mesuré de produits très visqueux à des pressions variables ou extrêmement élevées, une pompe PD (telle qu'une pompe à lobes rotatifs, à engrenages internes ou à vis excentrée) est absolument indispensable.
Choisir des pompes centrifuges surdimensionnées en partant du principe qu'une puissance plus élevée équivaut automatiquement à de meilleures performances est une erreur classique et coûteuse de novice. Cela va à l'encontre du concept essentiel du point de rendement optimal (BEP). Forcer une pompe centrifuge à fonctionner en permanence à l'extrême gauche ou à l'extrême droite de sa courbe de performance induit une forte poussée radiale. Cette force hydraulique déséquilibrée dévie l'arbre de la pompe, détruisant les garnitures mécaniques et entraînant une défaillance prématurée des roulements. Les ingénieurs doivent utiliser les lois d'affinité pour calculer avec précision l'impact des changements de diamètre ou de vitesse de rotation de la roue sur le débit, la pression de tête et la consommation d'énergie globale.
Le tueur caché : Démystifier la cavitation et le NPSH
Même des pompes parfaitement spécifiées et fabriquées peuvent se détruire en quelques semaines si le système hydraulique d'aspiration de l'installation est mal conçu. La cavitation est le tueur silencieux et implacable des réseaux de fluides. Dictée par le principe de Bernoulli, la cavitation se produit lorsque la pression absolue du fluide à l'œil de la roue de la pompe tombe en dessous de la pression de vapeur spécifique du fluide à cette température de fonctionnement.
Lorsque cette chute de pression localisée se produit, le liquide entre instantanément en ébullition, formant des bulles de vapeur microscopiques. Au fur et à mesure que ces bulles se déplacent dans les zones de haute pression à l'intérieur de la volute de la pompe, elles ne peuvent maintenir leur état gazeux et implosent violemment. Pour un opérateur circulant dans l'usine, la cavitation active ressemble exactement au pompage de gravier ou de billes dans un tuyau en acier. Pour l'équipement lui-même, elle agit comme des explosifs microscopiques qui piquent, érodent et finissent par détruire les roues à aubes en métal solide.
L'équation hydraulique essentielle
Pour éviter définitivement la cavitation, la conception technique doit respecter strictement les calculs de hauteur d'aspiration positive nette (NPSH). La règle inflexible est la suivante :
NPSHa > NPSHr + 0,5m (marge de sécurité)
Hauteur d'aspiration positive nette disponible (NPSHa)dicté par la pression atmosphérique, la température du fluide et le frottement de la tuyauterie d'aspiration, doit toujours dépasser largement la valeur du Hauteur d'aspiration positive nette requise (NPSHr) dictées par les données d'essai rigoureuses du fabricant de la pompe.
Précision et isolation : L'architecture des vannes, des tuyauteries et de l'étanchéité
Si la pompe fournit l'énergie cinétique brute, l'intelligence, la sécurité et la précision ultime de tout système de traitement des fluides résident entièrement dans ses composants périphériques. Les vannes sont les exécutants physiques de votre stratégie de contrôle. La spécification des vannes de contrôle nécessite une étude approfondie des caractéristiques aérodynamiques et hydrodynamiques de l'écoulement. Les ingénieurs doivent déterminer méticuleusement si un processus nécessite la progression linéaire du débit d'un robinet à soupape, l'isolation rapide d'un quart de tour d'un robinet à tournant sphérique monté sur tourillon ou l'étranglement à haute capacité et à pourcentage égal d'un robinet à papillon à triple excentration. Une vanne de contrôle mal dimensionnée, par exemple une vanne fonctionnant constamment en dessous de 10% de sa course, souffrira d'un grave tréfilage (usure érosive du siège) et d'un contrôle erratique du débit.
En outre, les mécanismes d'étanchéité - en particulier le presse-étoupe et les joints de tige - doivent être strictement conformes aux normes les plus récentes en matière de faibles émissions fugitives, telles que l'API 624 ou l'API 641. Ces protocoles de test rigoureux garantissent que les composés organiques volatils (COV) et les gaz à effet de serre dangereux ne s'échappent pas dans l'atmosphère lors d'opérations mécaniques à cycle élevé, ce qui protège à la fois le personnel et la conformité environnementale de l'entreprise.
Le cadre d'analyse de l'objectif 8
La mauvaise application des vannes est la principale cause d'émissions fugitives, de blocage des actionneurs pneumatiques et d'usure prématurée des tiges. Pour éliminer mathématiquement ce risque technique, les intégrateurs de systèmes de premier plan utilisent un cadre d'analyse rigoureux en 8 dimensions avant de finaliser toute sélection d'équipement. Cette méthodologie permet d'effectuer des examens croisés :
- Composition moyenne : les niveaux de pH, la concentration de particules solides et l'état de la phase spécifique.
- Température de fonctionnement : Températures de fonctionnement en continu, pics de température et paramètres de choc thermique.
- Pression du système : Pertes de charge dynamiques (ΔP) et pression d'arrêt statique maximale.
- Normes de connexion : Brides (ANSI/DIN/JIS), entièrement soudées ou filetées.
- Méthode de contrôle : Pneumatique, électrique ou modulant avec des positionneurs intelligents.
- Matériaux de la carrosserie et des garnitures : Métallurgie précise pour la coque et élastomères spécifiques pour le siège.
- Certifications spécifiques à l'industrie : Exigences FDA, API, ATEX, SIL.
- Espace d'installation physique : Contraintes d'enveloppe et accessibilité à l'entretien.
Par exemple, lors du traitement de fluides de transfert de chaleur à 170°C (huile thermique), un novice peut spécifier une vanne à bille standard avec des sièges souples en RPTFE. En cas de cycles thermiques continus, le RPTFE se dégradera rapidement, s'extrudera et fuira. L'application de cette matrice à 8 dimensions signale instantanément le risque de choc thermique et d'extrusion et permet de spécifier directement un robinet à soupape à soufflet d'étanchéité ou un robinet à tournant sphérique à siège métallique avec garniture en graphite à charge vive. Cette précision chirurgicale dans l'appariement des composants permet d'atténuer la grande majorité des fuites en aval et des urgences de maintenance.
L'ère de l'usine intelligente : Intégration de l'IdO et contrôle automatisé des fluides
L'ère de l'industrie 4.0 a fait passer la sécurité et l'efficacité des usines de limites mécaniques passives (reposant uniquement sur de l'acier plus épais) à une surveillance active, intelligente et numérique. Les anciens systèmes de fluides agissent comme des gardiens silencieux et muets ; les opérateurs ne découvrent qu'une tige de vanne est grippée que lorsqu'un arrêt d'urgence critique (ESD) se produit et que la vanne ne parvient pas physiquement à se fermer. L'automatisation intelligente d'aujourd'hui intègre la logique du test de course partielle (PST) directement dans le système de contrôle des fluides. technologie de traitement des fluides.
Des positionneurs électropneumatiques intelligents déplacent automatiquement la tige de la vanne d'un micro-pourcentage (par exemple, 5 degrés) pendant les opérations normales, sans interrompre le flux des fluides de traitement, afin de vérifier en permanence l'intégrité mécanique. Si la poussée pneumatique ou le couple requis pour déplacer la tige monte en flèche, indiquant un frottement dû à la cristallisation des fluides ou à une garniture défaillante, le système envoie immédiatement des alertes de maintenance prédictive au SCADA (système de contrôle et d'acquisition de données) central ou au DCS (système de contrôle distribué). Cela permet aux techniciens de résoudre le problème de friction mécanique des semaines avant qu'il ne culmine en une défaillance opérationnelle. En intégrant des capteurs de vibration IoT avancés sur les corps de pompe et des diagnostics intelligents sur les actionneurs de vanne, les installations passent d'une lutte contre les incendies réactive à une gestion prédictive des actifs.

Naviguer dans les normes rigoureuses de conformité et de sécurité
Dans le domaine hautement réglementé du traitement des fluides, la conformité n'est pas un obstacle bureaucratique à contourner ; c'est un véritable pare-feu technique contre les accidents industriels catastrophiques, les désastres environnementaux et les responsabilités juridiques invalidantes. Concevoir un système à haute pression sans se concentrer sur les normes métallurgiques et de sécurité mondiales est un risque inacceptable. A partir de ISO 10423 / API 6A des spécifications régissant l'équipement de tête de puits à haute pression extrême aux mandats sanitaires délicats de la biotechnologie, l'industrie spécifique dans laquelle vous opérez dicte l'ADN structurel fondamental de votre réseau de fluides.
Pétrole, gaz et énergie : Conquérir les environnements à haute pression et acides
Les secteurs mondiaux de l'énergie et de la pétrochimie opèrent aux limites physiques absolues de la science moderne des matériaux. Pour ces applications sévères, la stricte conformité à l'API 6D n'est pas négociable. En outre, tout composant exposé au sulfure d'hydrogène aqueux (H2S) doit respecter strictement les normes métallurgiques NACE MR0175 / ISO 15156. Cette norme réglemente la dureté maximale de l'acier afin d'éviter la fissuration sous contrainte par le sulfure (SSC) - un phénomène terrifiant où l'acier à haute résistance est fragilisé par des atomes d'hydrogène et se fracture de manière catastrophique. En outre, les protocoles de test de sécurité incendie API 607 et API 6FA garantissent que si une installation subit un incendie massif d'hydrocarbures et que les joints d'étanchéité primaires des vannes en élastomère souple fondent, un joint secondaire métal-métal s'engagera mécaniquement, piégeant les fluides de traitement inflammables à l'intérieur de la conduite.
Aliments, boissons et produits pharmaceutiques : garantir une pureté aseptique absolue
Dans le domaine des bioprocédés, de la fabrication de vaccins et de la production alimentaire moderne, un système de traitement des fluides doit pouvoir être nettoyé sans faille et sans démontage. Le principal défi technique consiste à éliminer complètement les "jambes mortes", c'est-à-dire les sections stagnantes de la tuyauterie ou des cavités des vannes où la vitesse du fluide tombe à zéro, ce qui permet aux fluides d'échapper au flux turbulent des produits chimiques de nettoyage CIP et de devenir un terrain propice à la formation de colonies microbiennes.
Pour fonctionner légalement et en toute sécurité, chaque composant en contact avec le liquide doit répondre aux critères rigoureux des réglementations ASME BPE (Bioprocessing Equipment) et FDA 21 CFR. Une seule vanne à membrane mal spécifiée qui abrite des bactéries en raison d'une drainabilité interne non conforme peut déclencher la contamination d'un lot entier d'antibiotiques vitaux ou de préparations pour nourrissons, entraînant des millions de dollars en produits mis au rebut, la destruction de la marque et de graves sanctions réglementaires de la part de la FDA.
Traitement chimique : La science de la résistance à la corrosion et de l'antidéflagration
Les usines de fabrication de produits chimiques sont soumises à un double impératif : survivre à la corrosion des fluides internes extrêmement agressifs tout en maintenant une sécurité environnementale absolue à l'extérieur. Lors du transport de solvants très volatils, les zones atmosphériques environnantes sont souvent saturées de fumées explosives ou de poussières combustibles.
Par conséquent, tous les modules de contrôle des fluides automatisés ou les actionneurs électriques déployés dans ces zones dangereuses doivent être certifiés antidéflagrants ATEX ou IECEx. On croit souvent à tort qu'un boîtier "antidéflagrant" est physiquement indestructible. En réalité, la certification garantit que si un court-circuit électrique interne enflamme un mélange de gaz inflammable, le boîtier ne sera pas endommagé. à l'intérieur dans le boîtier de l'actionneur, les chemins de flamme usinés et robustes contiendront complètement l'explosion interne. Ces espaces conçus avec précision refroidissent les gaz chauds qui s'échappent en dessous de la température d'auto-inflammation de l'atmosphère externe, empêchant ainsi une explosion en chaîne dans l'ensemble de l'installation.
Coût total de possession (TCO) : Évaluation des partenaires pour la manipulation des fluides
Lorsque la physique complexe de l'ingénierie, la rhéologie des fluides et les matrices de conformité rigoureuses sont finalisées, la décision passe finalement du schéma d'ingénierie à la salle du conseil d'administration. Dans ce domaine, la mesure la plus dangereuse sur laquelle une équipe d'achat peut se concentrer est le prix d'achat initial du matériel. Les directeurs des achats et les directeurs d'usine d'élite utilisent le modèle Iceberg du coût total de possession (TCO) pour évaluer la viabilité financière à long terme et la résilience du système.
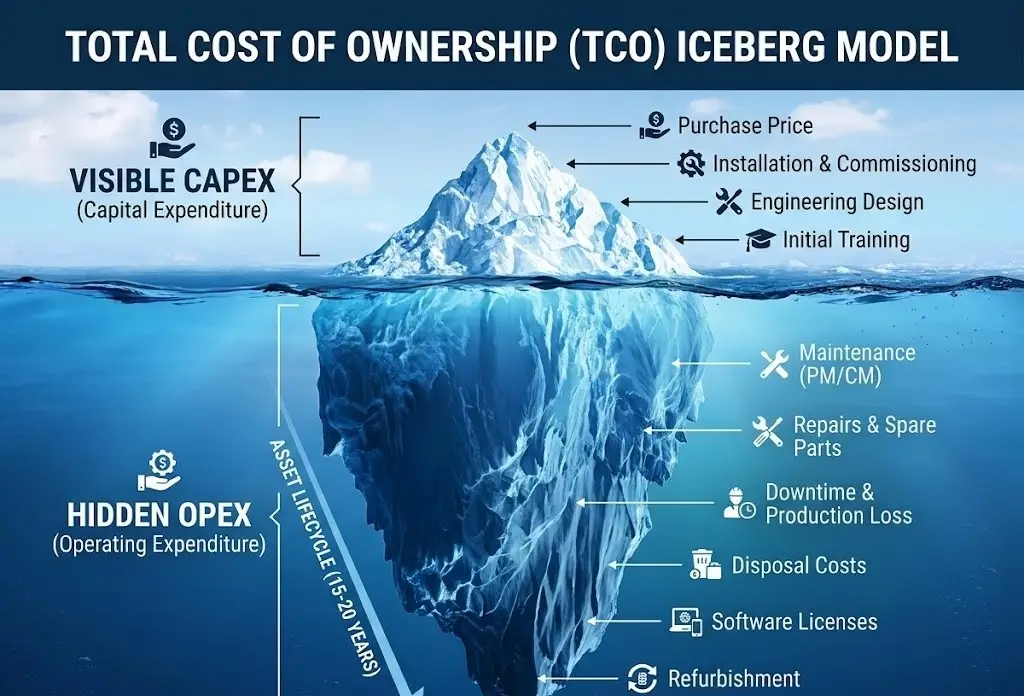
La partie visible de l'iceberg - les dépenses d'investissement (CapEx) nécessaires à l'achat des vannes automatisées, des actionneurs pneumatiques, des actionneurs électriques et des pompes centrifuges - représente rarement la majorité du coût réel de la durée de vie du système. L'énorme masse cachée, immergée sous la surface financière, est constituée de la consommation continue d'énergie, du travail de maintenance de routine, du remplacement fréquent des joints internes dégradés et, plus important encore, de l'impact financier dévastateur des temps d'arrêt imprévus du processus. Dans le traitement chimique ou les environnements offshore, une seule heure d'arrêt de production due à une tige de vanne grippée peut anéantir des mois d'économies réalisées grâce à des achats orientés vers le budget.
Une étude de cas anonyme menée dans une usine de produits chimiques spécialisés à forte corrosion illustre de manière frappante ce principe de l'ingénierie au service du financement. L'usine connaissait des défaillances fréquentes de l'élastomère sur les vannes papillon standard en acier inoxydable 316L traitant une boue légèrement acide. En appliquant une matrice d'analyse rigoureuse fondée sur des données, l'équipe d'ingénieurs a décidé de moderniser l'ensemble de la ligne en installant des vannes entièrement revêtues de PFA et équipées de garnitures en céramique. Dans un premier temps, le service des achats s'est montré réticent, faisant remarquer que les dépenses d'investissement pour les nouvelles vannes hautement spécialisées étaient visiblement plus élevées que celles de leurs remplaçants commerciaux standard. Cependant, cette décision d'ingénierie calculée a permis d'étendre le cycle de remplacement de la maintenance de seulement six mois à plus de trois ans de fonctionnement continu et sans fuite. En réduisant considérablement le travail de remplacement, en éliminant le coût des lots contaminés mis au rebut et en augmentant le temps de fonctionnement global de l'usine, cette prime initiale a finalement permis de réduire le coût total de possession (TCO) de l'oléoduc en question d'une marge très significative, ce qui prouve de manière irréfutable qu'une ingénierie supérieure est rentable tout au long du cycle de vie de l'actif.
L'avantage Vincer Valve : Éliminer l'OPEX à la racine
L'optimisation du coût total de possession nécessite un partenaire expert qui élimine activement le risque opérationnel de votre système avant le début de la fabrication. Fondée en 2010, Valve à vincer est une entreprise nationale de haute technologie qui se consacre à la fourniture de solutions intelligentes complètes de contrôle des fluides. Avec plus d'une décennie d'expérience spécialisée dans l'industrie, Vincer utilise un cadre d'analyse rigoureux en 8 dimensions (évaluation du fluide, de la température, de la pression, de la norme de connexion, de la méthode de contrôle, du matériau, des spécificités de l'industrie et de l'espace d'installation) pour sélectionner la métallurgie et la logique d'actionnement précises pour vos exigences spécifiques. Cette approche d'ingénierie d'abord atténue directement la grande majorité des dépenses opérationnelles cachées en s'assurant que le matériel est parfaitement adapté à la dynamique des fluides dès le premier jour.
En outre, Vincer exploite un site de fabrication verticalement intégré de 7 200 mètres carrés, équipé d'une matrice d'usinage CNC de pointe. Cette capacité de production autonome permet de fournir des solutions de contrôle des fluides électriques et pneumatiques entièrement certifiées (CE, SIL, FDA, ISO9001) avec une efficacité remarquable. Les produits standard de contrôle des fluides sont généralement livrés en 7 à 10 jours ouvrables seulement, tandis que les solutions personnalisées complexes sont conçues et expédiées en 15 à 30 jours. En rationalisant la production et en offrant une gamme complète de produits, Vincer permet d'optimiser les dépenses d'investissement de manière très compétitive tout en garantissant que vos projets d'ingénierie critiques respectent scrupuleusement le calendrier prévu. En fin de compte, le partenariat avec Vincer permet à votre établissement de réduire les coûts des projets et de "faire plus avec moins".
Ne plus faire de compromis entre la qualité et le budget
Si vous concevez un réseau de fluides critiques et que vous avez besoin de solutions de vannes qui refusent tout compromis sur la sécurité tout en optimisant de manière agressive le coût total de possession de votre projet, notre équipe d'ingénieurs est prête à analyser vos paramètres.
Demander une solution et un devis pour une vanne personnalisée
