
Dans les tuyauteries industrielles à fort enjeu, le choix de la taille précise de l'alésage est une décision financière et opérationnelle cruciale. Qu'il s'agisse de donner la priorité à une efficacité maximale du débit ou de contrôler les dépenses d'investissement, la compréhension des différences complexes entre les configurations à passage intégral et à passage réduit aura un impact considérable sur les performances, la consommation d'énergie et la fréquence d'entretien de votre système.
Robinets à tournant sphérique à passage intégral ou à passage standard : Au-delà des définitions superficielles
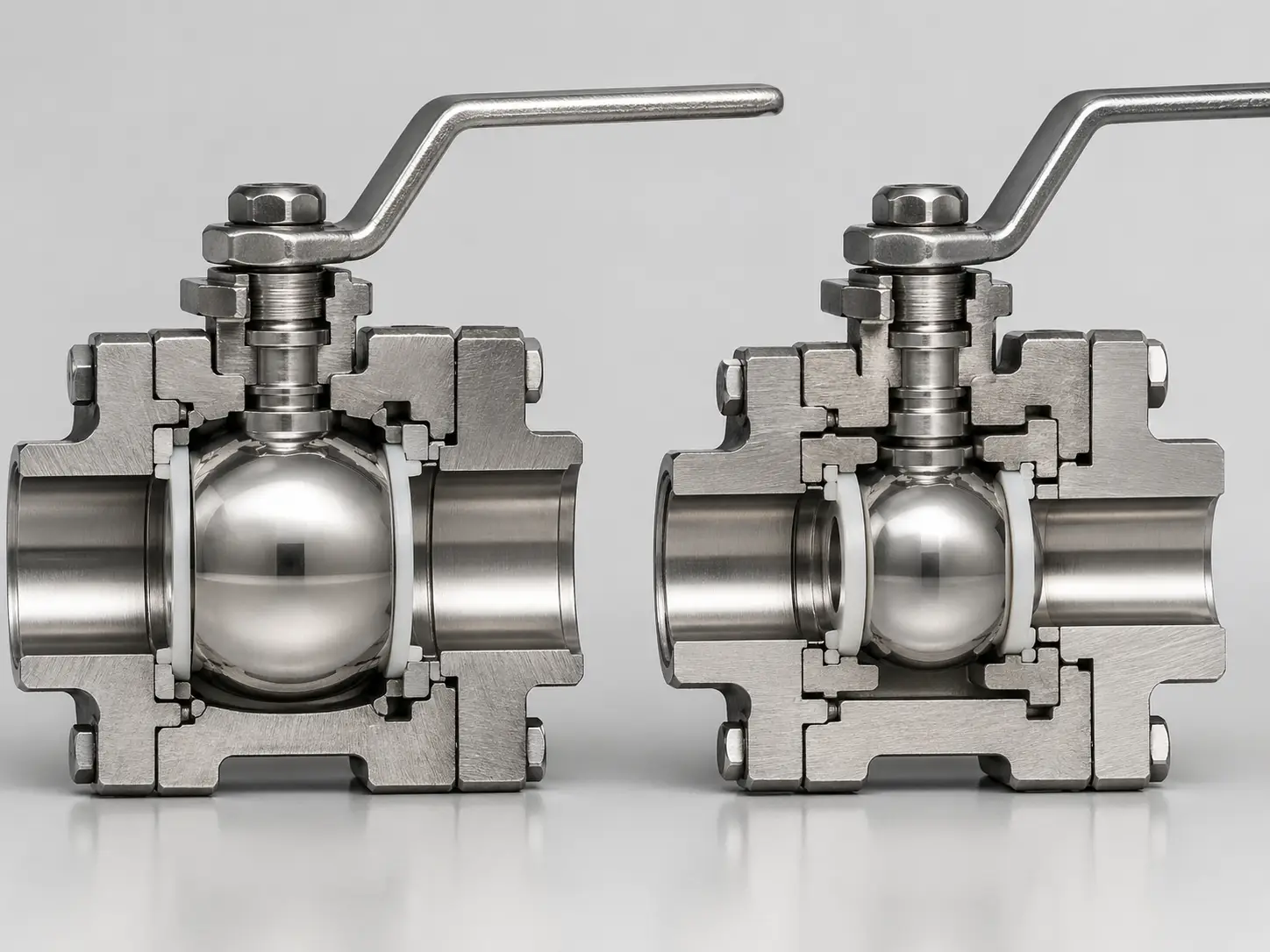
À la base même de ce débat technique, la distinction réside dans la taille de l'alésage géométrique interne de la vanne par rapport au diamètre interne de la canalisation raccordée. Lors de l'évaluation d'une Port complet ou port standard Un robinet à tournant sphérique à passage intégral (souvent appelé "full bore") présente une ouverture cylindrique interne qui correspond parfaitement au diamètre interne de la tuyauterie. Cet alignement continu crée une voie d'écoulement droite, pratiquement sans obstruction, qui se comporte exactement comme un morceau de tuyau droit lorsque le robinet est complètement ouvert, ce qui permet de maintenir un écoulement laminaire et d'éviter les goulets d'étranglement structurels.
À l'inverse, une vanne à orifice standard - souvent appelée vanne à orifice réduit dans l'industrie - possède une ouverture de bille de taille restreinte. Le boîtier physique et la bille elle-même sont plus petits, ce qui modifie fondamentalement la dynamique des fluides à l'intérieur du réseau de tuyauteries. Comprendre cette divergence structurelle est la première étape pour éviter des applications catastrophiques dans des systèmes complexes de transport de fluides, où un mauvais dimensionnement peut avoir des effets dévastateurs en aval.
| Spécifications techniques | Robinet à boisseau sphérique à passage intégral | Port standard (réduit) |
|---|---|---|
| Diamètre de l'alésage Géométrie | Identique à l'ID du tuyau de connexion | Généralement un diamètre nominal inférieur au diamètre intérieur du tube |
| Coefficient d'écoulement (Cv) | Capacité maximale (résistance minimale au frottement) | Capacité considérablement réduite (résistance plus élevée) |
| Perte de charge (ΔP) | Négligeable / proche de zéro | Baisse mesurable due à l'effet Venturi |
| Encombrement du corps de vanne | Boîtier plus grand, poids total plus élevé | Géométrie compacte, très peu encombrante |
| Coût initial du capital | Coût plus élevé des matériaux et de la fabrication | Prix d'achat plus économique |
Pour saisir les nuances de cette comparaison, les ingénieurs doivent regarder bien au-delà du bon de commande initial. S'il est vrai qu'un alésage standard est intrinsèquement plus économique en raison de sa moindre dépendance à l'égard de matières premières telles que l'acier inoxydable ou l'acier au carbone, il introduit d'inévitables restrictions de débit. La tâche d'ingénierie critique consiste à calculer si les économies d'achat initiales justifient la perte d'énergie potentielle à long terme causée par l'augmentation de la charge de travail de la pompe, la contrainte de cisaillement du fluide et la dégradation mécanique associée au cours du cycle de vie de l'actif.
La physique de l'écoulement : les valeurs Cv et les pertes de charge expliquées
En dynamique des fluides, l'efficacité des conduites est universellement quantifiée par le coefficient de débit, communément appelé valeur Cv. Cette mesure définit le volume d'eau (en gallons US par minute) à 60°F qui s'écoulera sans problème à travers une vanne spécifique tout en produisant une chute de pression d'exactement 1 psi. Lors d'une comparaison rigoureuse des performances entre différents styles de vannes, la valeur Cv est l'arbitre ultime de l'efficacité du débit et de la viabilité opérationnelle.
La relation fonctionnelle entre le débit volumétrique (Q), le coefficient de débit (Cv) et la chute de pression (ΔP) à travers la vanne est mathématiquement régie par la formule de la dynamique des fluides :
Q = Cv * √(ΔP / SG) (où SG est la densité du fluide).
Étant donné qu'un orifice réduit rétrécit physiquement la section d'écoulement, la perte de charge (ΔP) doit inévitablement augmenter si le système tente de maintenir un débit constant (Q).
Démystifier le coefficient d'écoulement (Cv) dans les systèmes de tuyauterie pratiques
Pour passer des formules théoriques à l'ingénierie du monde réel, examinons les données standard de l'industrie. Un tuyau de 2 pouces robinet à boisseau sphérique à passage intégral se targue généralement d'une valeur Cv massive comprise entre 350 et 450, ne présentant pratiquement aucune obstruction pour le passage du fluide. À l'inverse, si l'on évalue le même diamètre nominal de tuyau de 2 pouces mais que l'on utilise un orifice standard, la valeur Cv chute de façon spectaculaire pour se situer entre 120 et 150.
Cela représente une réduction étonnante de la capacité d'écoulement de près de 60-70%. Dans une installation industrielle lourde, ce goulot d'étranglement important oblige les pompes centrifuges du système à travailler exponentiellement plus fort pour pousser le volume de fluide requis à travers l'orifice rétréci. Cela augmente le nombre de Reynolds, fait passer le fluide d'un état laminaire à un état turbulent, consomme beaucoup plus d'électricité et accélère considérablement la dégradation mécanique des roues et des joints de la pompe.
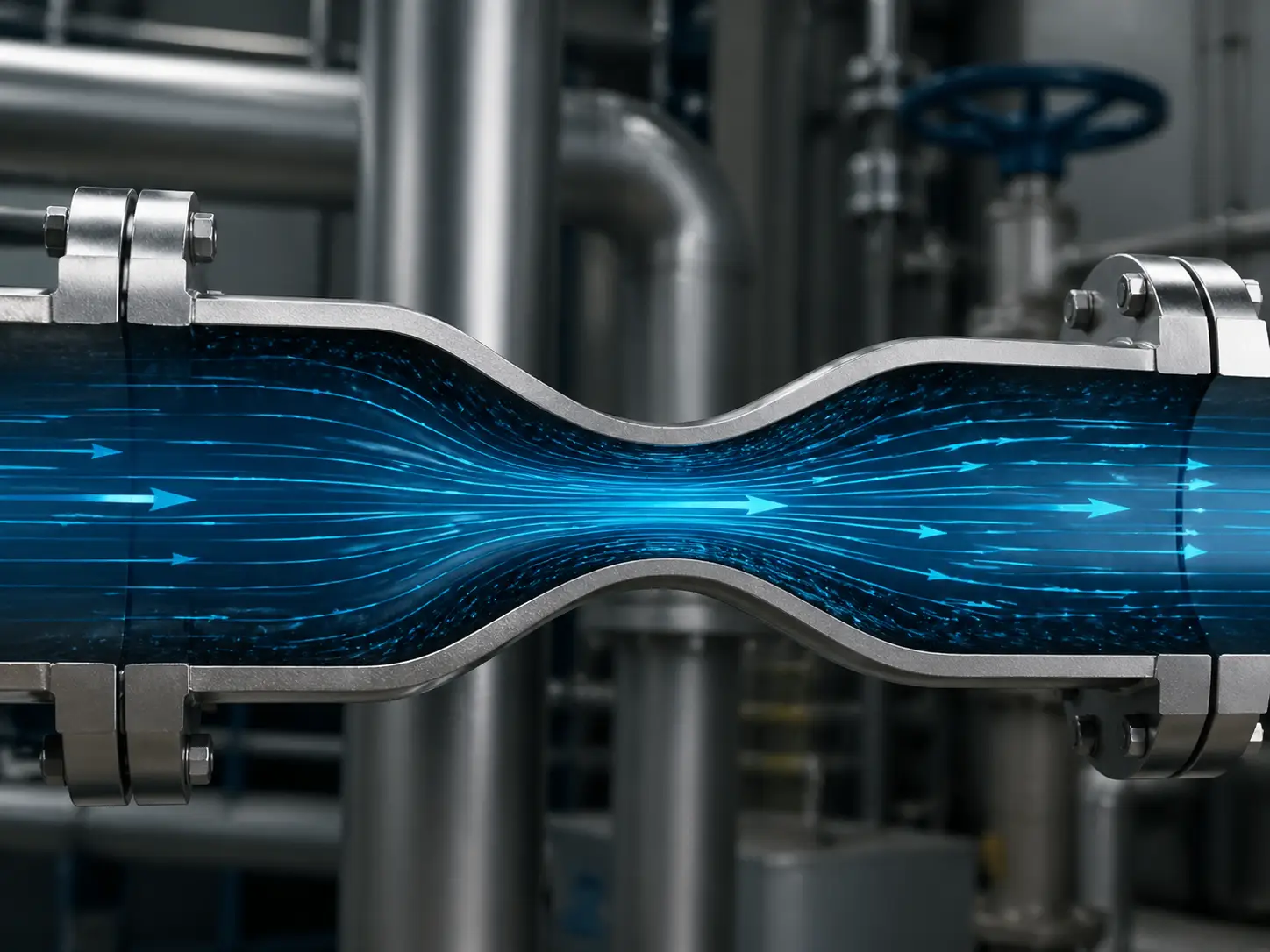
L'effet Venturi et vos coûts énergétiques cachés
Lorsqu'un fluide à grande vitesse pénètre dans l'orifice interne plus étroit d'un appareil à orifice standard, il subit une accélération forcée - un phénomène que les ingénieurs des fluides appellent l'effet Venturi. Cette accélération soudaine déclenche simultanément une chute localisée de la pression du fluide. Si le système de tuyauterie fonctionne à un niveau proche du seuil de pression de vapeur du liquide transporté, cette chute de pression peut provoquer une cavitation.
Pendant la cavitation, des bulles de vapeur microscopiques se forment rapidement puis s'effondrent violemment contre les surfaces métalliques lorsque la pression se rétablit en aval. Au cours de cycles de fonctionnement continus, ces implosions génèrent des ondes de choc massives qui érodent les composants métalliques internes de la vanne, détruisent les matériaux souples du siège (comme le PTFE ou le PEEK) et entraînent des fuites internes prématurées. Les coûts énergétiques associés à la maîtrise de cette chute de pression, combinés aux coûts de maintenance liés aux dommages causés par la cavitation, éclipsent facilement les économies initiales réalisées grâce à l'achat d'une vanne plus petite.
Contraintes critiques des applications : Quand il faut utiliser le port complet
Alors que les équipes d'approvisionnement soucieuses de leur budget se tournent souvent vers des options à passage réduit en raison de leur prix initial attractif, certains processus industriels présentent des environnements où les contraintes physiques ne laissent absolument aucune place au compromis. Dans ces environnements opérationnels extrêmes, le déploiement d'une vanne autre qu'à passage intégral est une recette garantie de défaillance systémique, de fuites dangereuses et de temps d'arrêt inacceptables.
Fluides visqueux, boues et milieux abrasifs
Dans des secteurs exigeants tels que le traitement des eaux usées municipales, la fabrication de pâte à papier ou les opérations minières à service sévère, les fluides transportés contiennent souvent de fortes concentrations de particules solides en suspension ou présentent une viscosité dynamique extrême. Dans ces scénarios difficiles, la spécification d'un robinet à boisseau sphérique à passage intégral ou à passage standard est une nécessité absolue.
La restriction géométrique inhérente à une vanne à orifice réduit crée activement des zones de stagnation dans la cavité du corps de la vanne, où les fluides épais peuvent s'accumuler, se solidifier et finalement bloquer le fonctionnement mécanique du boisseau. En outre, les pics de vitesse localisés provoqués par l'étroitesse de l'orifice forcent les particules solides (comme le sable, la boue de minerai ou le tartre) à agir comme un jet abrasif à grande vitesse. Cette contrainte de cisaillement du fluide décape rapidement les sièges, garantissant un cycle de vie considérablement réduit. Les vannes à passage intégral maintiennent un profil de vitesse constant, permettant aux fluides abrasifs de passer sans attaquer agressivement les surfaces d'étanchéité.
Le raclage des pipelines : L'exigence non négociable de l'industrie
Pour les réseaux de transport de pétrole, de gaz naturel et de produits chimiques complexes en amont et en aval, les pipelines doivent faire l'objet d'un nettoyage mécanique de routine, d'une séparation des fluides et d'une inspection interne par le biais d'un processus connu sous le nom de "raclage". Un racleur de pipeline est un dispositif cylindrique solide hautement spécialisé, conçu pour correspondre précisément au diamètre interne de la conduite hôte.
Dans ce contexte, le débat sur les dimensions de l'alésage est instantanément résolu par une simple question de physique. Une vanne à orifice standard agit comme une barrière physique impénétrable ; le racleur de nettoyage heurtera avec force l'ouverture réduite de la vanne et se bloquera instantanément. Pour récupérer un racleur coincé, il faut arrêter complètement et d'urgence le pipeline, le dépressuriser et, parfois, couper la conduite elle-même, ce qui entraîne des centaines de milliers de dollars de temps d'arrêt imprévus. Par conséquent, si une conduite doit pouvoir être raclée, une conception à passage intégral est le seul choix mathématiquement possible.

Déploiements stratégiques : Quand un port standard est le meilleur choix
Il est important de reconnaître qu'il existe des raisons très valables et mathématiquement fondées de choisir une conception d'orifice standard. Dans les systèmes spécialisés de fabrication d'équipements d'origine (OEM), les systèmes montés sur patins ou les modules de mélange chimique densément peuplés, où l'espace disponible est très limité, l'empreinte compacte et le poids nettement inférieur de l'orifice standard offrent des avantages architecturaux considérables.
Parce qu'il nécessite moins de pièces moulées en acier inoxydable ou en acier au carbone, il reste le choix économique et physiquement viable pour le transport de fluides propres et de faible viscosité, tels que l'air d'instrumentation, l'eau potable ou la vapeur à basse pression, pour lesquels des pertes de charge mineures ne sont pas structurellement pertinentes. Dans ces conduites non critiques, les turbulences générées par l'alésage réduit ne menacent pas l'intégrité du système, ce qui fait de l'orifice standard une utilisation très efficace du capital.
Le piège du coût total de possession : prix initial et coûts d'automatisation et d'actionnement
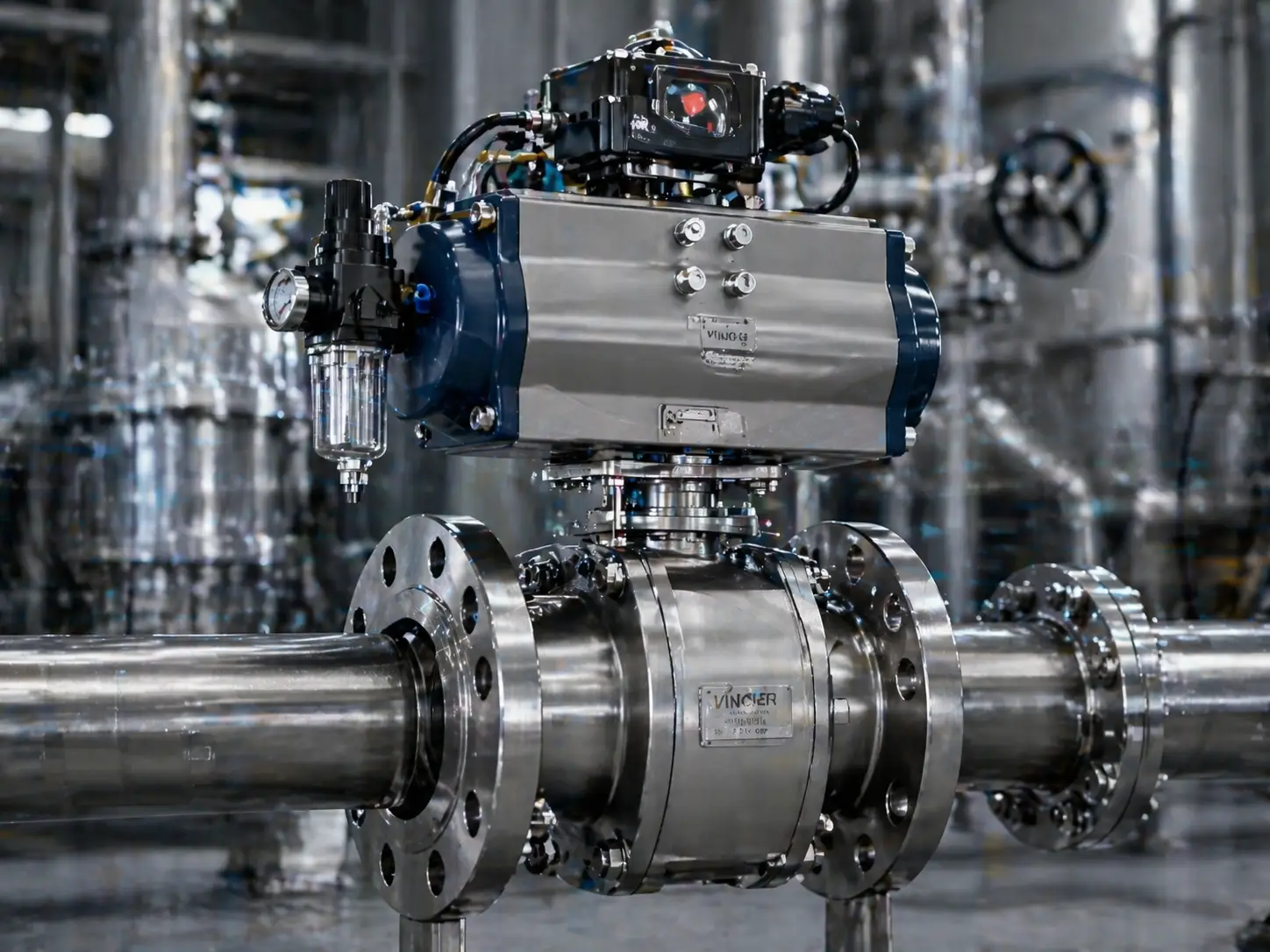
Dans le cadre d'achats interentreprises sophistiqués, le coût total de possession (TCO) l'emporte sur la valeur initiale de la facture. Alors que de nombreuses discussions d'ingénierie commencent par une comparaison exclusive des coûts des matières premières du corps de vanne, elles ignorent fatalement le composant le plus coûteux et le plus critique du contrôle moderne des fluides : l'actionneur automatisé.
Dynamique du couple des vannes et coût caché des actionneurs
L'introduction de l'automatisation modifie radicalement la situation financière. Le boisseau plus grand et plus lourd à l'intérieur d'une vanne à passage intégral présente naturellement une surface considérablement élargie qui reste en contact constant, sous pression, avec les sièges de la vanne. Cette friction accrue se traduit directement par un "couple de rupture" massivement élevé - la force de rotation brute nécessaire pour ouvrir la vanne à partir d'une position complètement fermée contre la pression de la ligne.
Méthodologie d'ingénierie : Optimisation de la matrice vanne-actionneur
Le différentiel de couple entre les tailles d'alésage est l'endroit où les budgets d'approvisionnement échappent souvent à tout contrôle. Le passage à une vanne à passage intégral pour des gains de débit marginaux oblige souvent les ingénieurs à augmenter de façon exponentielle la taille de l'actionneur pneumatique ou électrique nécessaire pour surmonter l'augmentation du couple de décollement. L'utilisation d'un énorme actionneur à crémaillère ou à crosse pour une simple ligne de traitement est un excellent exemple d'allocation inefficace du capital.
Pour éviter ce "piège du coût total de possession", les intégrateurs professionnels d'automatisation tels que VINCER utilisent un système propriétaire de contrôle de la qualité. Méthode d'analyse en 8 dimensions. Plutôt que de déployer aveuglément des actionneurs surdimensionnés, cette méthodologie d'ingénierie analyse de manière exhaustive la gravité spécifique, les différentiels de pression de service, les coefficients de frottement du matériau du siège, la pression d'alimentation en air disponible et les facteurs de sécurité. Cette approche permet de s'assurer que l'actionneur est correctement dimensionné, évitant ainsi un "sur-actionnement" coûteux et garantissant la rentabilité sans sacrifier la fiabilité du système.
Normes industrielles : Clarifications ASME B16.34 et API 6D
Afin d'éliminer toute ambiguïté dans les achats mondiaux, les normes d'ingénierie internationales définissent strictement les seuils géométriques de ces composants. Qu'une installation s'approvisionne en composants pour une ligne d'alimentation standard ou un collecteur d'hydrocarbures à haute pression, l'adhésion à des normes telles que ASME B16.34 (robinets à brides, à filets et à embouts à souder) et API 6D (Spécification pour les vannes de canalisations et de tuyauteries) n'est pas négociable.
Plus précisément, la norme ASME B16.34 fixe strictement le diamètre minimal acceptable de l'alésage interne. Selon ces directives rigoureuses, une vanne à orifice réduit est définie comme ayant un alésage interne qui est exactement d'une taille nominale de tuyau plus petite que la taille de la connexion du pipeline (par exemple, une vanne de 3 pouces avec un alésage interne de 2 pouces). En outre, la norme API 6D exige que les vannes à ouverture totale présentent un alésage non obstrué afin de permettre le passage de racleurs intelligents pour l'inspection des pipelines. En s'appuyant sur ces définitions rigides, les ingénieurs fluides peuvent calculer avec précision les pertes de charge et les vitesses d'écoulement sur la base de caractéristiques de fabrication juridiquement contraignantes, plutôt que de se fier à une terminologie commerciale incohérente.
Arbre de décision technique en 4 étapes pour la sélection des vannes
Naviguer dans la matrice complexe des coefficients de débit, des couples nominaux, des normes et des coûts initiaux ne doit pas paralyser le calendrier de votre projet. Utilisez cet arbre de décision pragmatique, basé sur des données, pour déterminer la configuration optimale pour votre réseau de tuyauterie spécifique :
- Étape 1 : Analyser le profil du support. Le fluide contient-il des solides en suspension abrasifs, une viscosité élevée ou des boues épaisses ? Dans l'affirmative, mandater l'orifice intégral pour éviter les blocages mécaniques et l'érosion du siège. S'il s'agit d'un liquide ou d'un gaz propre, passez à l'étape 2.
- Étape 2 : Vérifier les exigences en matière de raclage et de nettoyage. Le pipeline nécessitera-t-il un jour un raclage mécanique pour le nettoyage, la séparation des lots ou les inspections API 6D smart pig ? Si oui, le Full Port 100% est physiquement nécessaire. Si non, passez à l'étape 3.
- Étape 3 : Évaluation des paramètres de puissance de pompage et de vitesse. Calculer les paramètres de base du système. Si la vitesse continue de votre liquide dépasse 10 à 15 pieds par seconde (ft/s), ou si la pompe centrifuge associée fonctionne selon un cycle de service implacable 24 heures sur 24 et 7 jours sur 7, les pertes d'énergie électrique cumulées causées par la chute de pression d'une vanne à orifice standard éclipseront rapidement toute économie d'investissement initiale. Dans ces scénarios d'utilisation intensive, la vanne à passage intégral est le choix le plus judicieux d'un point de vue mathématique.
- Étape 4 : Audit du budget d'automatisation et de l'empreinte spatiale. Si vous avez survécu aux trois premières étapes, vous pouvez utiliser en toute sécurité une vanne à orifice standard. Profitez des avantages d'une installation plus petite, d'une charge de tuyauterie plus légère et de la possibilité de spécifier un actionneur automatisé plus petit et plus économique en raison des exigences de couple plus faibles.
Passage aux systèmes de contrôle automatisés
Déterminer avec succès la taille de l'alésage à l'aide de l'arbre de décision est une étape importante. Une autre considération essentielle est la manière dont la vanne sera utilisée dans votre installation. Si les vannes manuelles sont très fiables pour les applications de base, elles présentent des limites pratiques dans les systèmes complexes, tels que le dessalement, le traitement chimique ou les lignes de fabrication étendues. Dans ces environnements, le fonctionnement manuel peut avoir du mal à fournir les temps de réponse rapides nécessaires lors des changements de pression, et il ne permet pas de s'intégrer aux systèmes PLC ou SCADA centralisés pour une surveillance en temps réel et un contrôle à distance.
Mise à niveau vers vannes actionnées (électrique ou pneumatique) répond à ces besoins opérationnels spécifiques. La commande automatisée garantit une application cohérente du couple, facilite les réglages immédiats à distance et réduit le travail manuel nécessaire aux opérations de routine sur la ligne.
Si les paramètres de votre projet suggèrent une transition vers un contrôle automatisé des fluides, VANNE VINCER est équipé pour répondre à vos besoins. Avec plus de 10 ans d'expérience dans le secteur des vannes automatisées, nous nous concentrons sur la fourniture de solutions correctement calibrées plutôt que sur la simple fourniture de matériel.
- Adaptation du couple : Nous appliquons une méthode d'analyse en 8 dimensions pour adapter l'actionneur à votre pression de travail et à votre fluide spécifiques, ce qui garantit un fonctionnement efficace du système sans surspécification.
- Délai de livraison standard : Nos assemblages de vannes automatisées conventionnelles sont généralement calibrés et expédiés dans un délai de 7 à 10 jours ouvrables.
- Paquets intégrés : Nous fournissons des installations automatisées complètes et pré-testées, y compris les positionneurs, les interrupteurs de fin de course et les électrovannes nécessaires pour une installation simple.
Si vous évaluez les options de vannes automatisées pour votre pipeline, notre équipe d'ingénieurs est à votre disposition pour vous aider.
