
Bij industriële pijpleidingen waar veel op het spel staat, is de keuze van de exacte boorgatmaat een cruciale financiële en operationele beslissing. Of u nu prioriteit geeft aan een maximale doorstroming of uw kapitaaluitgaven wilt beheersen, inzicht in de ingewikkelde verschillen tussen configuraties met volledige en gereduceerde boringen heeft grote invloed op de prestaties, het energieverbruik en de onderhoudsfrequentie van uw systeem.
Kogelkranen met volledige poort vs. kogelkranen met standaard poort: Verder dan de oppervlakkige definities
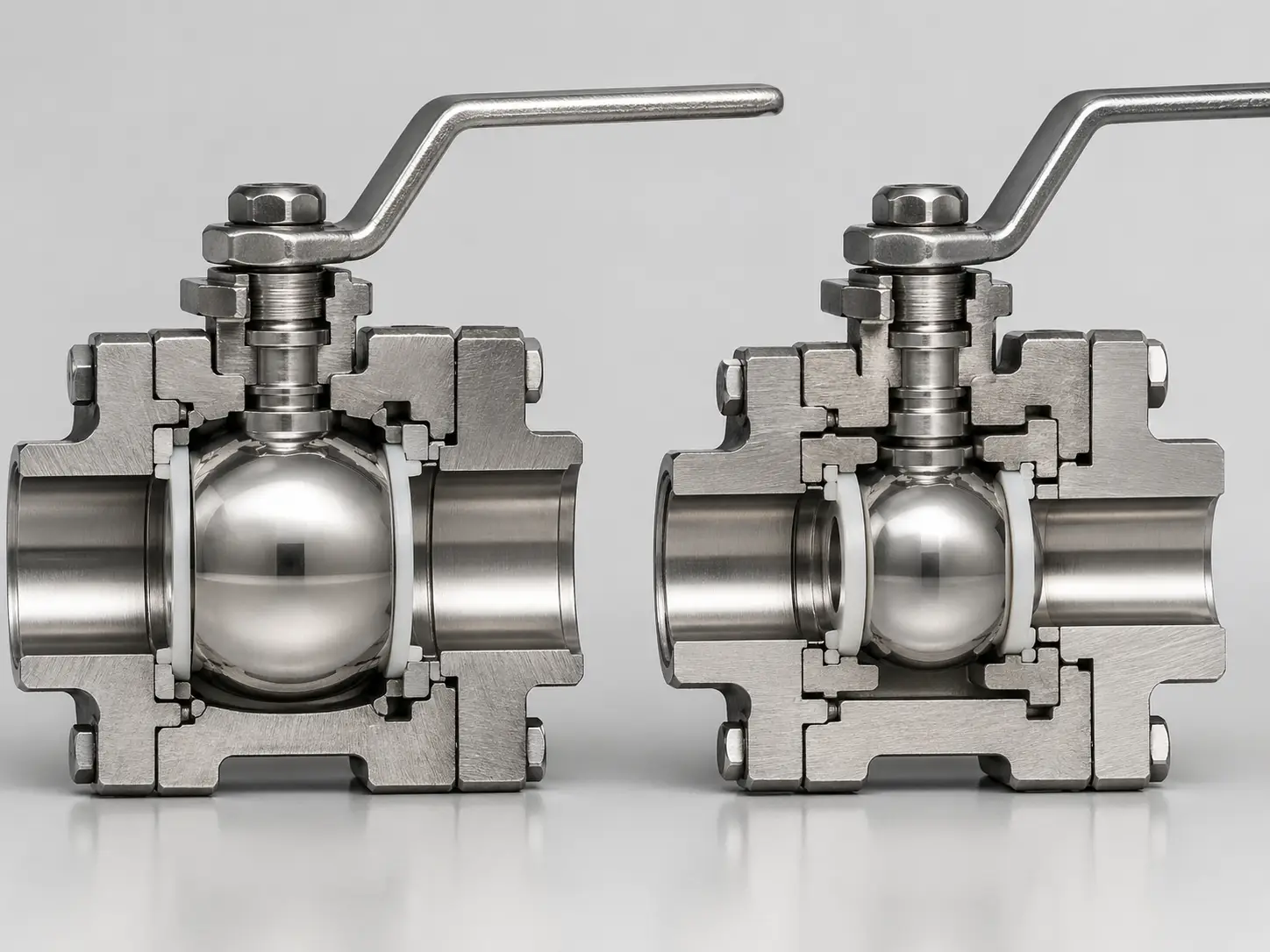
Aan de basis van dit technische debat ligt het onderscheid in de interne geometrische boring van de klep ten opzichte van de interne diameter van de aangesloten pijpleiding. Bij het evalueren van een volledige poort vs standaard poort configuratie heeft een kogelkraan met volledige poort (ook wel full bore genoemd) een interne cilindrische opening die perfect overeenkomt met de interne diameter van de pijp. Deze continue uitlijning creëert een recht, praktisch onbelemmerd stromingstraject dat zich precies gedraagt als een recht stuk pijp wanneer de klep volledig open is, waardoor een laminaire stroming behouden blijft en structurele knelpunten worden voorkomen.
Omgekeerd heeft een standaard poortklep - in de industrie vaak aangeduid als klep met gereduceerde poort - een kogelopening die in grootte beperkt is. De behuizing en de kogel zelf zijn kleiner, wat de vloeistofdynamica in het leidingnetwerk fundamenteel verandert. Het begrijpen van deze structurele afwijking is de eerste stap in het vermijden van catastrofale verkeerde toepassingen in complexe vloeistoftransportsystemen, waar een onjuiste dimensionering kan leiden tot verwoestende stroomafwaartse effecten.
| Technische specificaties | Kogelkraan met volledige poort | Standaard (Verminderde) Poort |
|---|---|---|
| Boring Diameter Geometrie | Identiek aan de verbindende leiding-ID | Gewoonlijk één nominale maat kleiner dan de buis-ID |
| Doorstroomcoëfficiënt (Cv) | Maximale capaciteit (minimale wrijvingsweerstand) | Aanzienlijk verminderde capaciteit (Hogere weerstand) |
| Drukval (ΔP) | Verwaarloosbaar / Bijna Nul | Meetbare daling als gevolg van het Venturi-effect |
| Voetafdruk klephuis | Grotere behuizing, zwaarder totaalgewicht | Compacte geometrie, zeer ruimtebesparend |
| Initiële kapitaalkosten | Hogere materiaal- en productiekosten | Voordeligere aankoopprijs |
Om de nuances van deze vergelijking te begrijpen, moeten ingenieurs veel verder kijken dan de aanvankelijke aankooporder. Hoewel het waar is dat een standaardboring inherent zuiniger is omdat er minder grondstoffen zoals roestvast staal of koolstofstaal nodig zijn, introduceert het onvermijdelijke stromingsbeperkingen. De cruciale engineeringtaak bestaat erin te berekenen of de besparingen op de aanschaf vooraf het potentiële energieverlies op lange termijn rechtvaardigen dat wordt veroorzaakt door de hogere pompbelasting, de schuifspanning op de vloeistof en de bijbehorende mechanische degradatie tijdens de levensduur van de installatie.
De fysica van stroming: Cv-waarden en drukval uitgelegd
In de vloeistofdynamica wordt de efficiëntie van pijpleidingen universeel gekwantificeerd door de stromingscoëfficiënt, beter bekend als de Cv-waarde. Deze metriek definieert het volume water (in US gallons per minuut) bij 60°F dat naadloos door een specifieke klep stroomt bij een drukdaling van precies 1 psi. Bij het uitvoeren van een rigoureuze prestatievergelijking tussen verschillende klepstijlen, is de Cv-waarde de ultieme arbiter van doorstromingsefficiëntie en operationele levensvatbaarheid.
De functionele relatie tussen het debiet (Q), de stromingscoëfficiënt (Cv) en de drukval (ΔP) over de klep wordt wiskundig bepaald door de formule voor vloeistofdynamica:
Q = Cv * √(ΔP / SG) (waarbij SG het soortelijk gewicht van de vloeistof is).
Omdat een gereduceerde poort het stromingsgebied van de dwarsdoorsnede fysisch vernauwt, moet de drukval (ΔP) onvermijdelijk toenemen als het systeem een constante stroomsnelheid (Q) probeert te handhaven.
Doorstroomcoëfficiënt (Cv) in praktische leidingsystemen ontcijferen
Om de overgang te maken van theoretische formules naar engineering in de praktijk, kunnen we kijken naar standaardgegevens uit de industrie. Een typische 2-inch kogelkraan met volledige doorlaat heeft meestal een enorme Cv-waarde tussen 350 en 450, waardoor het vloeistofpad vrijwel geen hinder ondervindt. Als we daarentegen de identieke nominale buismaat van 2 inch evalueren, maar een standaard poortontwerp gebruiken, daalt de Cv-waarde drastisch tot een bereik van 120 tot 150.
Dit betekent een verbazingwekkende vermindering van de doorstroomcapaciteit met bijna 60-70%. In een zware industriële opstelling dwingt dit ernstige knelpunt de centrifugaalpompen van het systeem om exponentieel harder te werken om het benodigde vloeistofvolume door de vernauwde doorlaat te persen. Dit verhoogt het Reynoldsgetal, verschuift de vloeistof van een laminaire naar een turbulente toestand, verbruikt aanzienlijk meer elektriciteit en versnelt drastisch de mechanische degradatie van pompwaaiers en afdichtingen.
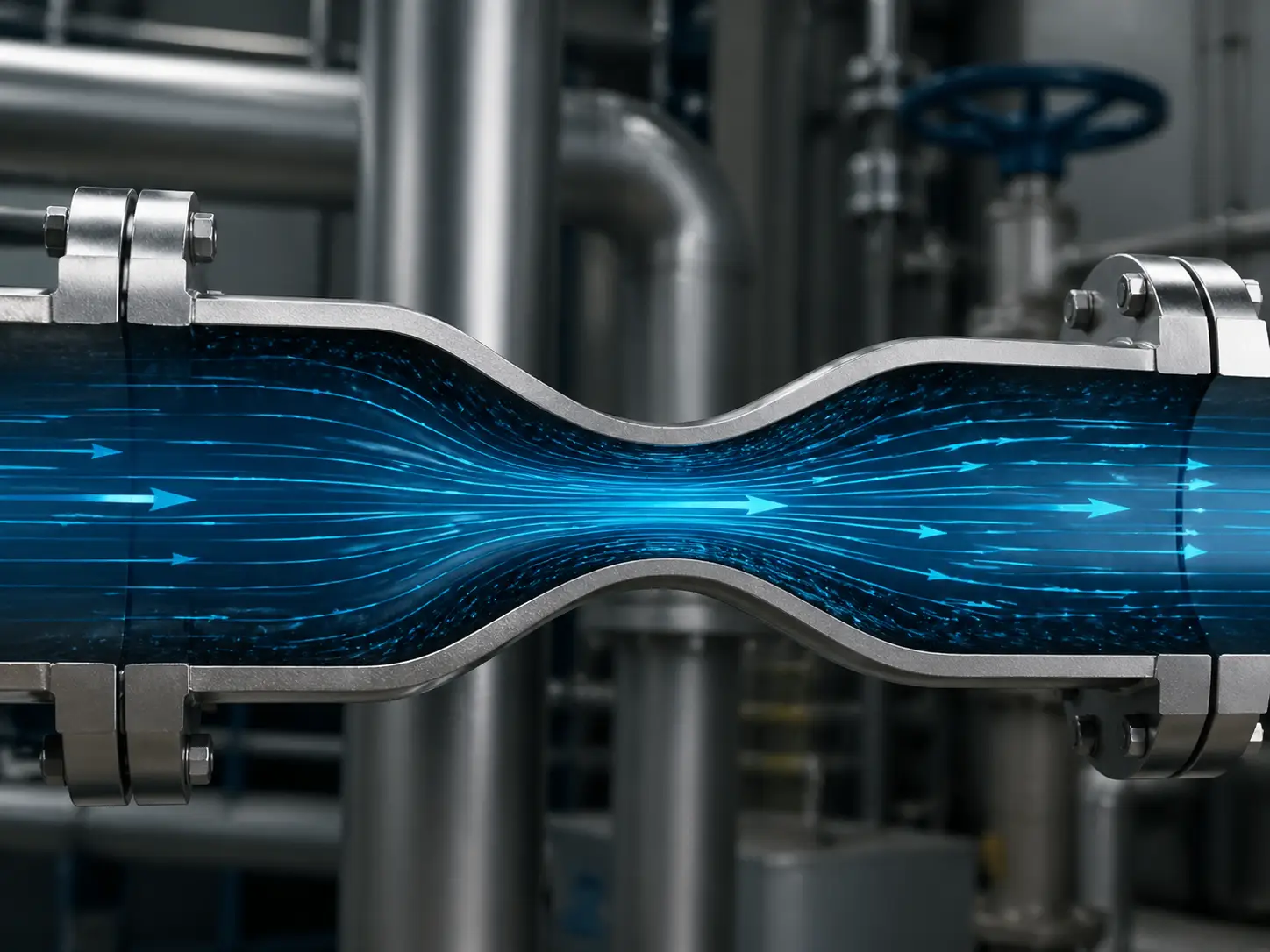
Het Venturi-effect en uw verborgen energiekosten
Wanneer vloeistof met hoge snelheid de smallere inwendige boring van een eenheid met standaardpoort binnengaat, ondervindt het een geforceerde versnelling - een fenomeen dat vloeistofingenieurs kennen als het Venturi-effect. Deze plotselinge versnelling veroorzaakt tegelijkertijd een plaatselijke daling van de vloeistofdruk. Als het leidingsysteem dicht bij de dampdrukdrempel van de getransporteerde vloeistof werkt, kan deze drukdaling cavitatie veroorzaken.
Tijdens cavitatie vormen zich snel microscopisch kleine dampbellen die vervolgens heftig ineenstorten tegen de metalen oppervlakken wanneer de druk stroomafwaarts herstelt. Tijdens continue bedrijfscycli genereren deze implosies enorme schokgolven die de interne metalen onderdelen van de klep eroderen, zachte zittingmaterialen (zoals PTFE of PEEK) vernietigen en voortijdige interne lekkage veroorzaken. De energiekosten die gepaard gaan met het overwinnen van deze drukval, in combinatie met de onderhoudskosten van cavitatieschade, overschaduwen gemakkelijk de initiële besparingen van de aanschaf van een kleinere klep.
Kritische applicatiebeperkingen: Wanneer u een volledige poort moet gebruiken
Terwijl budgetbewuste inkoopteams vaak de voorkeur geven aan opties met een kleinere doorlaat vanwege de aantrekkelijke prijs vooraf, bieden bepaalde industriële processen omgevingen waar fysieke beperkingen absoluut geen ruimte laten voor compromissen. In deze extreme operationele omgevingen is het inzetten van iets anders dan een klep met volledige doorlaat een gegarandeerd recept voor systeemfalen, gevaarlijke lekken en onaanvaardbare stilstand.
Viskeuze vloeistoffen, slurries en schuurmiddelen
In veeleisende sectoren zoals gemeentelijke afvalwaterbehandeling, pulp- en papierproductie of mijnbouw met zware omstandigheden bevatten de getransporteerde vloeistoffen vaak hoge concentraties vaste deeltjes in suspensie of hebben ze een extreme dynamische viscositeit. In deze uitdagende scenario's is het specificeren van een kogelkraan volledige poort vs standaard poort configuratie is een absolute noodzaak.
De geometrische beperking die inherent is aan een klep met beperkte doorlaat creëert actief stagnatiezones in de holte van de klepbehuizing waar dikke media zich kunnen verzamelen, stollen en uiteindelijk de mechanische werking van de kogel blokkeren. Bovendien dwingen de gelokaliseerde snelheidspieken veroorzaakt door de nauwere doorlaat vaste deeltjes (zoals zand, ertsslurry of kalkaanslag) om zich te gedragen als een schurende straal met hoge snelheid. Deze vloeistofschuifspanning tast de zittingen snel aan, waardoor de levensduur drastisch wordt verkort. Kleppen met volledige doorlaat behouden een consistent snelheidsprofiel, waardoor schurende media kunnen passeren zonder de afdichtingsoppervlakken agressief aan te tasten.
Pigging van pijpleidingen: De niet-onderhandelbare industrievereiste
Voor upstream en midstream olie, aardgas en complexe chemische transportnetwerken vereisen pijpleidingen routinematige mechanische reiniging, vloeistofafscheiding en interne inspectie door middel van een proces dat bekend staat als "pigging". Een pig voor pijpleidingen is een zeer gespecialiseerd, massief cilindervormig apparaat dat zo is ontworpen dat het precies overeenkomt met de inwendige diameter van de gastpijp.
In deze context wordt het debat over de boringafmetingen onmiddellijk opgelost door eenvoudige fysica. Een standaard poortklep fungeert als een ondoordringbare fysieke barrière; het reinigingsvarken zal met kracht tegen de gereduceerde opening van de klep stoten en onmiddellijk vast komen te zitten. Het terugvinden van een vastzittend pig vereist een volledige, noodstop van de pijpleiding, drukverlaging en soms snijden in de pijp zelf, wat honderdduizenden dollars aan ongeplande stilstand kost. Als een leiding piggable moet zijn, is een full-bore ontwerp daarom de enige mathematisch mogelijke keuze.

Strategische implementaties: Wanneer een standaardpoort de beste keuze is
Het is belangrijk om te erkennen dat er zeer valide, wiskundig verantwoorde redenen zijn om een standaard poortontwerp te kiezen. In gespecialiseerde OEM-systemen (Original Equipment Manufacturing), op glijders gemonteerde systemen of dicht op elkaar gepakte modules voor het mengen van chemicaliën waar de ruimte enorm beperkt is, bieden de compacte voetafdruk en het aanzienlijk lagere gewicht van het ontwerp van de standaardpoort enorme architecturale voordelen.
Omdat er minder roestvrij staal of koolstofstaal hoeft te worden gegoten, blijft dit de budgetvriendelijke en fysiek haalbare keuze voor het transporteren van schone nutsleidingen met een lage viscositeit, zoals instrumentlucht, drinkbaar water of stoom onder lage druk, waarbij kleine drukverliezen structureel irrelevant zijn. In deze niet-kritische nutsleidingen vormt de turbulentie die wordt gegenereerd door de kleinere boring geen bedreiging voor de integriteit van het systeem, waardoor de standaardpoort een zeer efficiënt gebruik van kapitaal is.
De TCO-valstrik: initiële prijs versus automatiserings- en bedieningskosten
Bij geavanceerde B2B-inkoop is Total Cost of Ownership (TCO) belangrijker dan de initiële factuurwaarde. Terwijl veel engineeringdiscussies beginnen met het uitsluitend vergelijken van de grondstofkosten van de klepbehuizing, gaan ze fataal voorbij aan de duurste en meest kritieke component van moderne vloeistofregeling: de geautomatiseerde actuator.
Dynamiek van ventielkoppels en de verborgen kosten van actuatoren
Het financiële verhaal verandert heftig wanneer automatisering wordt geïntroduceerd. De grotere, zwaardere kogel in een fullport klep heeft natuurlijk een enorm vergroot oppervlak dat constant in contact blijft met de klepzittingen. Deze verhoogde wrijving vertaalt zich direct in een enorm verhoogd "wegbreekkoppel" - de ruwe rotatiekracht die nodig is om de klep vanuit een volledig gesloten positie tegen de leidingdruk in open te breken.
Technische methodologie: De klep-activatormatrix optimaliseren
Het verschil in koppel tussen de boringmaten is waar inkoopbudgetten vaak uit de hand lopen. Opwaarderen naar een klep met volledige doorlaat voor marginale debietwinsten dwingt ingenieurs vaak om de vereiste pneumatische of elektrische actuator exponentieel te vergroten om het verhoogde losbreekkoppel te overwinnen. Het gebruik van een enorme tandheugel en rondsel of scotch-yoke actuator voor een eenvoudige proceslijn is een uitstekend voorbeeld van inefficiënte kapitaalallocatie.
Om deze "TCO Trap" te voorkomen, maken professionele automatiseringsintegrators zoals VINCER gebruik van een bedrijfseigen 8-dimensionale analysemethode. In plaats van blindelings te grote actuators in te zetten, analyseert deze engineeringmethodologie uitgebreid het soortelijk gewicht, werkdrukverschillen, wrijvingscoëfficiënten van het zittingmateriaal, beschikbare luchttoevoerdruk en veiligheidsfactoren. Deze benadering zorgt ervoor dat de actuator de juiste afmetingen heeft, waardoor dure "overactuatie" wordt voorkomen en kostenefficiëntie wordt gewaarborgd zonder dat dit ten koste gaat van de betrouwbaarheid van het systeem.
Industriestandaarden: ASME B16.34 en API 6D verduidelijkingen
Om dubbelzinnigheid bij wereldwijde inkoop volledig uit te sluiten, leggen internationale engineeringstandaarden de geometrische drempels van deze componenten strikt vast. Of een faciliteit nu onderdelen inkoopt voor een standaard nutsleiding of een kritisch hogedrukkoolwaterstofverdeelstuk, naleving van normen zoals ASME B16.34 (Kleppen met flens, schroefdraad en laseinden) en API 6D (Specificatie voor pijpleiding- en leidingafsluiters) is niet onderhandelbaar.
Specifiek dicteert ASME B16.34 strikt de aanvaardbare minimale binnendiameter. Volgens deze strenge richtlijnen wordt een klep met beperkte doorlaat gedefinieerd als een klep met een inwendig boorgat dat precies één nominale pijpmaat kleiner is dan de pijplijnaansluitmaat (bijv. een klep van 3 inch met een inwendig boorgat van 2 inch). Bovendien vereist API 6D dat kleppen met volledige opening een onbelemmerde boring hebben om de doorgang van smart pigs voor pijpleidinginspectie mogelijk te maken. Vertrouwen op deze strikte definities zorgt ervoor dat vloeistoftechnici nauwkeurig drukverliezen en stroomsnelheden kunnen berekenen op basis van wettelijk bindende productiekenmerken, in plaats van te vertrouwen op inconsistente marketingterminologie.
4-stappen Engineering-beslisboom voor klepselectie
Het navigeren door de complexe matrix van stromingscoëfficiënten, koppelwaarden, normen en aanloopkosten hoeft de tijdlijn van uw project niet te verlammen. Gebruik deze pragmatische, gegevensgestuurde beslissingsboom om de optimale configuratie voor uw specifieke leidingnetwerk te bepalen:
- Stap 1: Analyseer het mediumprofiel. Bevat de vloeistof abrasieve zwevende deeltjes, hoge viscositeit of dikke slurries? Zo ja, mandateer Volledige poort om mechanische vastlopen en erosie van de zitting te voorkomen. Als het een schone vloeistof of gas is, ga dan verder met stap 2.
- Stap 2: Verifieer de vereisten voor pigging en reiniging. Heeft de pijpleiding ooit mechanische pigging nodig voor reiniging, batchafscheiding of API 6D smart pig-inspecties? Zo ja, dan is Full Port 100% fysiek vereist. Zo nee, ga dan verder met stap 3.
- Stap 3: Pompvermogen en snelheidsparameters evalueren. Bereken de basisparameters van het systeem. Als de continue vloeistofsnelheid hoger is dan 10 tot 15 voet per seconde (ft/s), of als de bijbehorende centrifugaalpomp 24 uur per dag, 7 dagen per week werkt, zullen de cumulatieve elektrische energieverliezen veroorzaakt door de drukval van een standaardpoortklep de initiële kapitaalbesparingen snel overschaduwen. In deze scenario's met hoge belasting is Full Port de mathematisch juiste keuze.
- Stap 4: Audit automatiseringsbudget en ruimtelijke voetafdruk. Als je de eerste drie stappen hebt overleefd, kun je veilig een klep met standaardpoort gebruiken. Geniet van de voordelen van een kleiner installatieoppervlak, lichtere leidingbelasting en de mogelijkheid om een kleinere, zuinigere geautomatiseerde actuator te specificeren vanwege de lagere koppelvereisten.
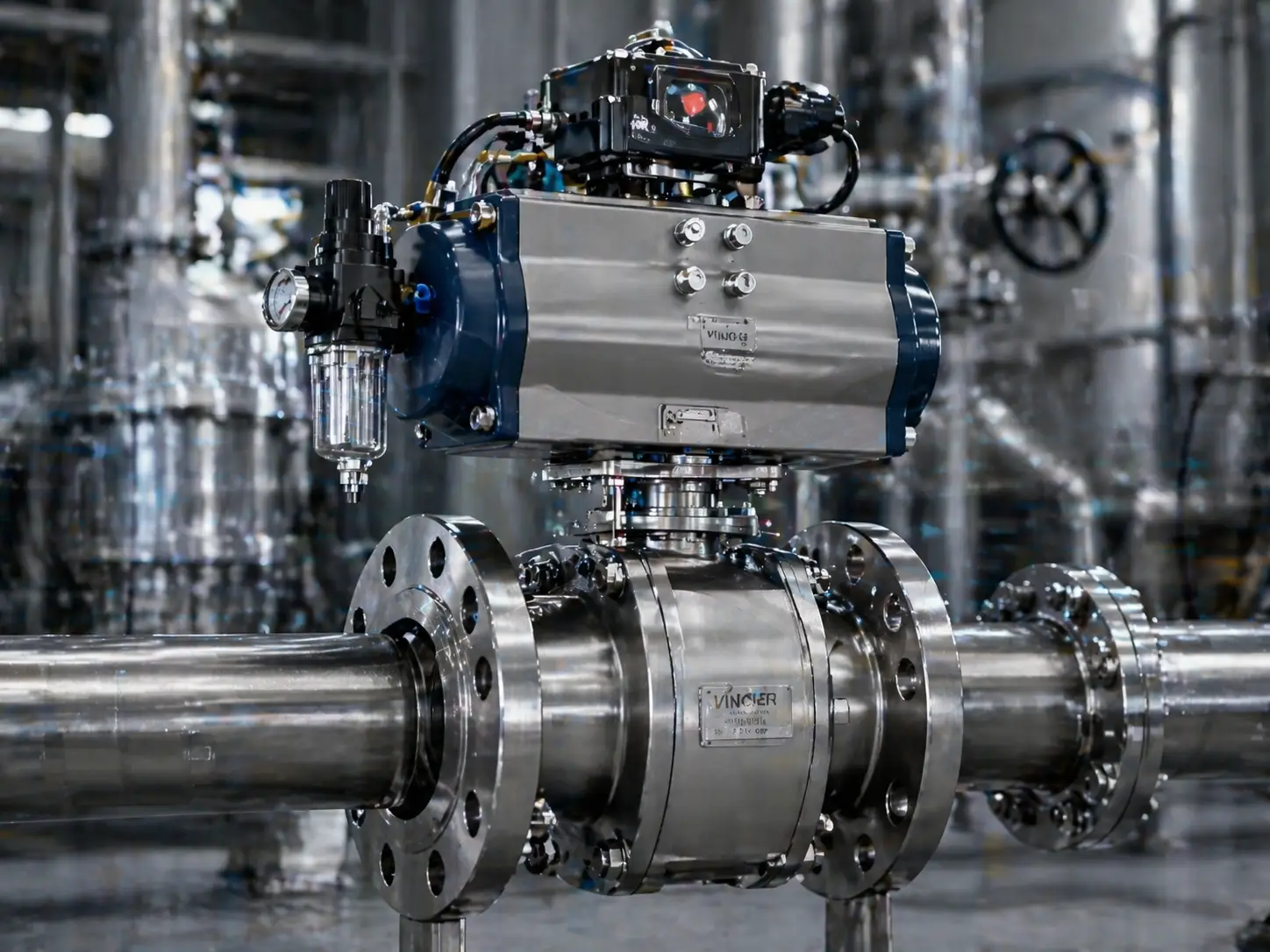
Overgang naar geautomatiseerde besturingssystemen
Het succesvol bepalen van de juiste boormaat met behulp van de beslisboom is een belangrijke stap. Een andere belangrijke overweging is hoe de klep binnen uw faciliteit zal worden bediend. Hoewel handbediende kleppen zeer betrouwbaar zijn voor basistoepassingen, hebben ze praktische beperkingen in complexe systemen, zoals ontzilting, chemische verwerking of uitgebreide productielijnen. In deze omgevingen kan handbediening moeite hebben om de snelle reactietijden te bieden die nodig zijn tijdens drukveranderingen, en het mist de mogelijkheid om te integreren met gecentraliseerde PLC- of SCADA-systemen voor real-time bewaking en afstandsbediening.
Upgraden naar bediende kleppen (elektrisch of pneumatisch) voldoet aan deze specifieke operationele behoeften. Geautomatiseerde besturing zorgt voor een consistente toepassing van het koppel, maakt onmiddellijke aanpassingen op afstand mogelijk en vermindert de handmatige arbeid die nodig is voor routinematige lijnbewerkingen.
Als de parameters van je project een overgang naar geautomatiseerde vloeistofregeling suggereren, VINCER KLEP is uitgerust om uw vereisten te ondersteunen. Met meer dan 10 jaar ervaring in de geautomatiseerde afsluitersector richten we ons op het leveren van goed gekalibreerde oplossingen in plaats van alleen maar hardware.
- Koppelaanpassing: We passen een 8-dimensionale analysemethode toe om de actuator af te stemmen op uw specifieke werkdruk en medium, zodat het systeem efficiënt werkt zonder overspecificatie.
- Standaard Levertijd: Onze conventionele geautomatiseerde klepsamenstellingen worden doorgaans binnen 7-10 werkdagen gekalibreerd en verzonden.
- Geïntegreerde pakketten: We leveren complete, vooraf geteste geautomatiseerde opstellingen, inclusief de benodigde klepstandstellers, eindschakelaars en magneetventielen voor een eenvoudige installatie.
Als u geautomatiseerde klepopties voor uw pijpleiding evalueert, staat ons engineeringteam klaar om u te helpen.
