
Os custos ocultos das redes de fluidos fragmentadas
Os dados da indústria revelam uma realidade contra-intuitiva no fabrico moderno: a grande maioria das falhas catastróficas dos sistemas de fluidos industriais - e os milhões de dólares resultantes em tempo de inatividade não planeado - não resultam do fabrico defeituoso de peças individuais. Em vez disso, têm origem em incompatibilidades fundamentais entre o projeto e as especificações. Quando os engenheiros de processo se limitam a montar componentes isolados em vez de arquitetar uma estratégia de dinâmica de fluidos coesa e cientificamente fundamentada, a hemorragia financeira permanece totalmente invisível até que a conduta fique inesperadamente offline.
Para os gestores de instalações, diretores de automação e líderes de aprovisionamento, os riscos são binários. Ou está a conceber um sistema cardiovascular resiliente para as suas instalações, ou está a instalar involuntariamente uma contagem decrescente para a sua próxima fuga perigosa e crítica. Este plano abrangente elimina os conselhos genéricos de alto nível para fornecer uma estrutura de engenharia de alto nível: como dominar a reologia complexa dos fluidos, dimensionar bombas utilizando matemática hidráulica precisa, navegar na intrincada metalurgia das válvulas de controlo e mitigar cirurgicamente as despesas operacionais ocultas (OPEX) que inflacionam continuamente o seu Custo Total de Propriedade (TCO).
A Mudança de Paradigma: De componentes isolados a soluções integradas de manuseamento de fluidos
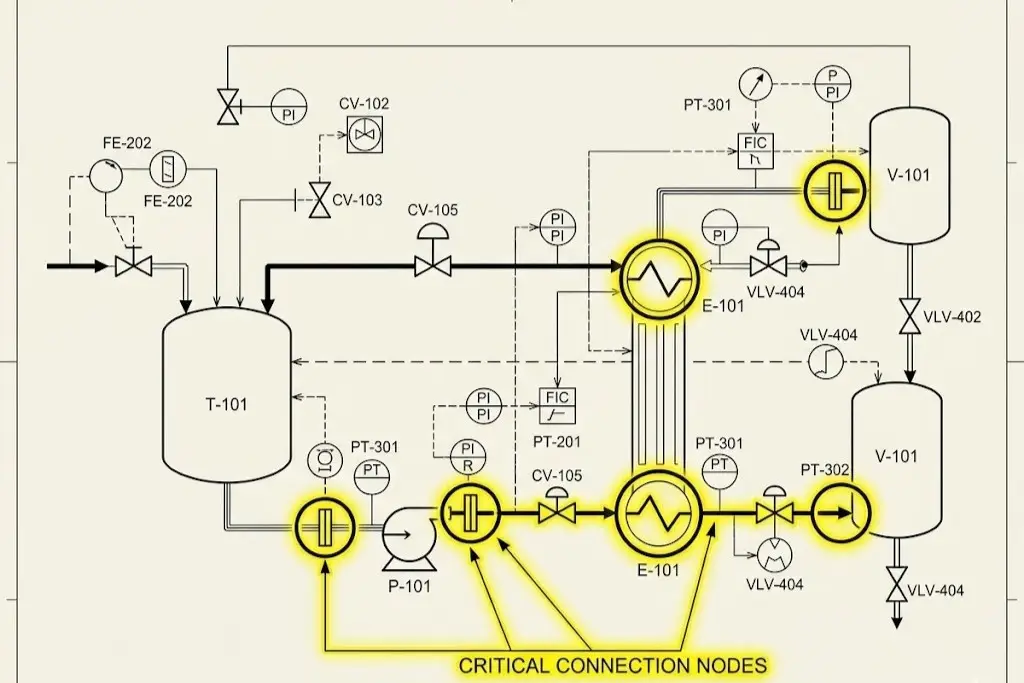
Durante décadas, uma abordagem altamente fragmentada dominou o aprovisionamento industrial. Os engenheiros de projeto adquiriam uma bomba centrífuga de alta eficiência de um fornecedor, automatizavam válvulas de manuseamento de fluidos de outro, e redes de tubagem de um terceiro, operando sob o pressuposto de que a montagem de peças de topo resultaria naturalmente numa rede funcional de topo. Esta mentalidade arcaica conduz frequentemente àquilo a que os engenheiros veteranos chamam um "estrangulamento do sistema". Uma instalação de processamento só é tão fiável quanto o seu ponto de junção mais fraco e mal especificado.
Consideremos a analogia vascular. Pode ter um coração extraordinariamente forte (a bomba), mas se as suas artérias (a metalurgia da tubagem) estiverem gravemente calcificadas ou se as suas válvulas cardíacas não regularem a pressão com precisão, todo o sistema biológico enfrenta um colapso iminente. Num contexto industrial, a utilização de uma bomba de grande capacidade ao lado de uma válvula automatizada subdimensionada ou de reação lenta irá inevitavelmente induzir graves golpes de aríete. De acordo com a equação de Joukowsky, as súbitas ondas de choque cinéticas geradas pelo fecho rápido da válvula podem aumentar as pressões internas da tubagem em centenas de PSI em milissegundos. Estes transientes hidráulicos podem literalmente arrancar os suportes das tubagens de aço das paredes de betão, quebrar vedantes mecânicos dispendiosos e romper linhas de instrumentação delicadas.
Por conseguinte, os modernos soluções de manuseamento de fluidos não são definidos pelas especificações físicas individuais impressas numa folha de dados de um produto singular. Em vez disso, são definidas pela interação perfeita e sinérgica de toda a arquitetura de controlo em circuito fechado. A adoção deste paradigma integrado muda o foco da engenharia de simplesmente "mover líquidos" para orquestrar um ambiente de transferência de fluidos altamente controlado, preditivo e seguro.
Decodificando a Dinâmica dos Fluidos: O projeto para a seleção de equipamento
Antes de qualquer hardware ser especificado, de os desenhos CAD serem feitos ou de as ordens de compra serem assinadas, um engenheiro deve possuir uma compreensão granular e a nível molecular do meio que está a ser transportado. A seleção do equipamento nunca é ditada apenas pelo orçamento de capital disponível; é inteiramente subserviente ao "temperamento" físico, químico e térmico dos fluidos do processo. Não respeitar as leis imutáveis da dinâmica dos fluidos é a causa principal da degradação prematura dos activos.
Gestão de fluidos de alta viscosidade e sensíveis ao cisalhamento
A viscosidade - a medida da resistência interna de um fluido à deformação gradual por tensão de cisalhamento ou tensão de tração - altera drasticamente a forma como equipamento de processamento de fluidos deve ser arquitectado. À medida que a viscosidade dinâmica aumenta, a fricção interna do fluido dispara. Esta mudança fundamental altera o número de Reynolds do sistema, empurrando o fluxo de fluido de um estado turbulento caótico para um estado laminar altamente previsível, mas incrivelmente difícil de mover. Nos regimes de fluxo laminar, as forças centrífugas padrão tornam-se altamente ineficientes, convertendo a energia de entrada em calor destrutivo em vez de movimento cinético.
Além disso, muitos meios industriais complexos apresentam comportamentos não-Newtonianos. Diluição por cisalhamento Os fluidos (pseudoplásticos), como o ketchup, os polímeros fundidos ou tintas industriais específicas, diminuem de viscosidade sob tensão mecânica. Inversamente, espessamento por cisalhamento fluidos (dilatantes), como suspensões concentradas de amido de milho ou pastas químicas específicas, tornam-se quase sólidos quando agitados. Se um diretor de fábrica instalar cegamente uma bomba de impulsor de alta velocidade para transferir emulsões sensíveis ao cisalhamento - tais como cremes cosméticos de alta qualidade, proteínas biofarmacêuticas delicadas ou aditivos alimentares complexos - a agitação mecânica excessiva destruirá permanentemente a estrutura molecular do lote. Isto resulta numa separação irreversível do produto, numa perda maciça de rendimento e em produções arruinadas.
Conquistando meios agressivos, corrosivos e abrasivos
Quando a engenharia manuseamento de fluidos industriais Nos sistemas de tubagens de aço inoxidável para o processamento químico, fabrico de semicondutores ou sectores modernos de baterias de veículos eléctricos (VE), o principal inimigo é a degradação agressiva do material. A utilização de aço inoxidável 316L padrão num ambiente com elevado teor de cloreto ou numa linha de ácido clorídrico concentrado é um erro de cálculo de engenharia dispendioso; a corrosão microscópica por picadas e a fissuração por corrosão sob tensão (SCC) comprometem rapidamente a integridade estrutural da tubagem, conduzindo a fugas ambientais perigosas. Além disso, a introdução de líquidos frios e gelados em condutas ativamente quentes induz graves Choque térmicoA utilização de juntas de dilatação metálicas onduladas, integradas diretamente na rede de tubagens, exige soluções avançadas de compensação de tensões mecânicas.
Para combater ataques puramente químicos, os projectos de engenharia de elite utilizam fluoropolímeros avançados. As válvulas totalmente revestidas a PTFE (politetrafluoroetileno) ou PFA proporcionam uma inércia química quase universal, protegendo o corpo metálico exterior dos meios corrosivos. No entanto, é uma realidade industrial bem documentada que os componentes standard revestidos a flúor apresentam uma resistência mecânica ao desgaste extremamente fraca. Se o meio corrosivo também contiver partículas sólidas abrasivas - tais como lamas de lítio, dióxido de titânio ou rejeitos de mineração - um revestimento de PTFE padrão será rapidamente triturado pelos sólidos de alta velocidade.
Para estes ambientes de dupla ameaça (elevada corrosão e elevada abrasão), a solução definitiva afasta-se dos revestimentos poliméricos macios. Os engenheiros têm de especificar componentes cerâmicos estruturais ou utilizar revestimentos de ligas duras - tais como soldadura Stellite ou revestimentos de carboneto de tungsténio - nas guarnições e assentos metálicos. Esta combinação de materiais cirúrgicos, embora inicialmente mais complexa de especificar, prolonga o ciclo de vida do ativo por múltiplos maciços em comparação com as alternativas genéricas, assegurando uma estabilidade operacional a longo prazo.
O coração do sistema: Tecnologias avançadas de bombas e lógica de dimensionamento
A bomba funciona como o principal motor cinético de toda a operação. No entanto, a especificação de uma bomba é um exercício matemático complexo que requer uma análise computacional profunda de toda a rede de tubagens. Passar da física fundamental para uma lógica de engenharia acionável requer a navegação em parâmetros hidráulicos complexos para garantir a máxima eficiência, caudais ideais e uma maior longevidade do equipamento.
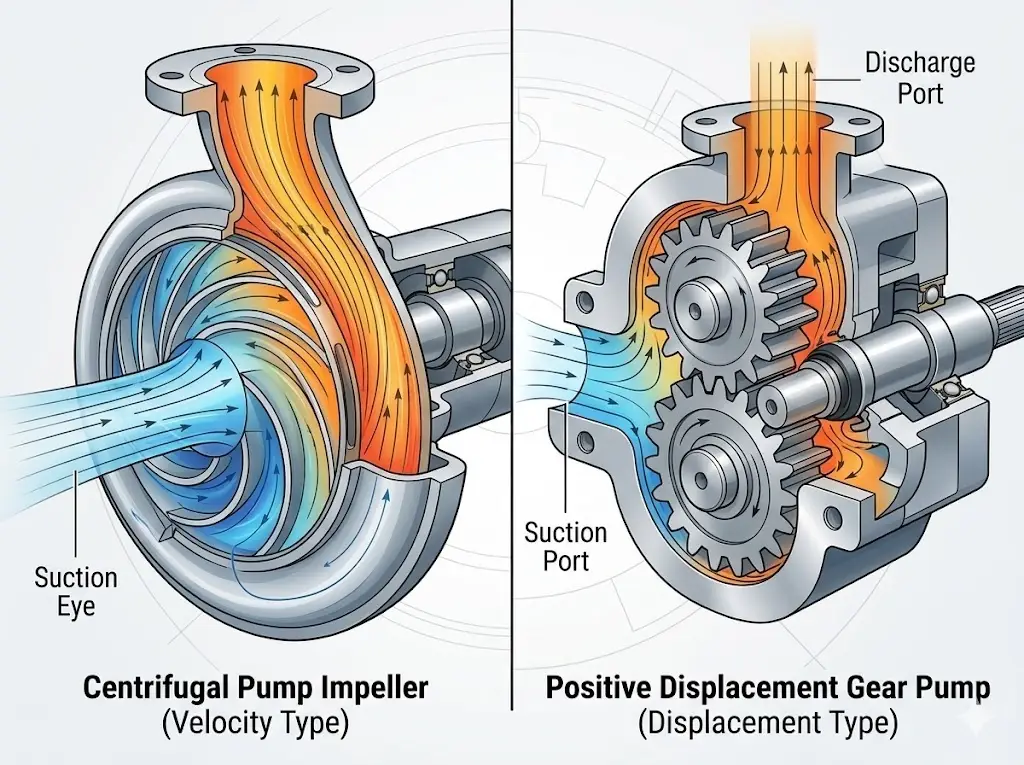
Bombas Centrífugas vs. Bombas de Deslocamento Positivo (PD): A Regra de Ouro
A bifurcação fundamental na seleção de bombas situa-se entre as arquitecturas Centrífuga e de Deslocamento Positivo (PD). A regra de ouro da engenharia dita uma árvore de decisão altamente específica. Se a aplicação exigir a transferência de grandes volumes de fluidos de baixa viscosidade a pressões relativamente baixas e estáveis, uma bomba centrífuga é a escolha ideal. As bombas centrífugas baseiam-se na energia cinética rotacional, transferindo o momento para o fluido através de um impulsor giratório. Por outro lado, se o processo exigir um caudal preciso e doseado de materiais altamente viscosos contra pressões variáveis ou extremamente elevadas do sistema, uma bomba PD (como uma bomba de lóbulo rotativo, de engrenagem interna ou de cavidade progressiva) é absolutamente obrigatória.
A seleção de bombas centrífugas sobredimensionadas, partindo do princípio de que uma maior potência equivale automaticamente a um melhor desempenho, é um erro clássico e dispendioso de principiante. Isto viola o conceito crítico do Ponto de Melhor Eficiência (BEP). Forçar uma bomba centrífuga a funcionar continuamente na extrema esquerda ou direita da sua curva de desempenho projectada induz um forte impulso radial. Esta força hidráulica desequilibrada desvia o eixo da bomba, destruindo os selos mecânicos e levando à falha prematura dos rolamentos. Os engenheiros têm de utilizar as Leis de Afinidade para calcular com precisão como as alterações no diâmetro do impulsor ou na velocidade de rotação terão impacto no caudal, na pressão de cabeça e no consumo global de energia.
O assassino oculto: Desmistificando a Cavitação e o NPSH
Mesmo bombas perfeitamente especificadas e fabricadas podem destruir-se no espaço de semanas se o sistema hidráulico do lado da aspiração da instalação for mal concebido. A cavitação é o assassino silencioso e implacável das redes de fluidos. De acordo com o princípio de Bernoulli, a cavitação ocorre quando a pressão absoluta do fluido no olho do impulsor da bomba desce abaixo da pressão de vapor específica do fluido a essa temperatura de funcionamento.
Quando esta queda de pressão localizada ocorre, o líquido entra em ebulição instantaneamente, formando bolhas de vapor microscópicas. À medida que essas bolhas se deslocam para as zonas de alta pressão dentro da voluta da bomba, elas não conseguem sustentar seu estado gasoso e implodem violentamente. Para um operador que caminha no chão da fábrica, a cavitação ativa soa exatamente como bombear cascalho ou berlindes através de um tubo de aço. Para o próprio equipamento, ela actua como explosivos microscópicos, perfurando, corroendo e eventualmente destruindo impulsores de metal sólido.
A equação hidráulica essencial
Para evitar definitivamente a cavitação, o projeto de engenharia deve respeitar rigorosamente os cálculos da altura de sucção positiva líquida (NPSH). A regra inflexível é:
NPSHa > NPSHr + 0,5m (margem de segurança)
Altura de aspiração positiva líquida disponível (NPSHa)ditada pela pressão atmosférica, temperatura do fluido e fricção da tubagem de aspiração, deve sempre exceder confortavelmente a Altura de aspiração positiva líquida necessária (NPSHr) ditada pelos rigorosos dados de ensaio do fabricante da bomba.
Precisão e isolamento: Arquitetura de Válvulas, Tubagens e Vedação
Embora a bomba forneça a energia cinética bruta, a inteligência, a segurança e a precisão final de qualquer sistema de manuseamento de fluidos residem inteiramente nos seus componentes periféricos. As válvulas são os executores físicos da sua estratégia de controlo. A especificação de válvulas de controlo requer um mergulho profundo nas caraterísticas aerodinâmicas e hidrodinâmicas do fluxo. Os engenheiros têm de determinar meticulosamente se um processo requer a progressão linear do caudal de uma válvula de globo, o isolamento rápido de um quarto de volta de uma válvula de esfera montada no munhão ou o estrangulamento de alta capacidade e igual percentagem de uma válvula de borboleta de tripla compensação. Uma válvula de controlo incorretamente dimensionada - tal como uma que funcione constantemente abaixo de 10% do seu curso - sofrerá de um grave estiramento do fio (desgaste erosivo na sede) e controlo errático do fluxo.
Além disso, os mecanismos de vedação - especificamente o empanque e as vedações da haste - devem cumprir rigorosamente as mais recentes normas de baixas emissões fugitivas, como a API 624 ou a API 641. Estes protocolos de teste rigorosos garantem que os compostos orgânicos voláteis (COV) perigosos e os gases com efeito de estufa não se escapam para a atmosfera em operações mecânicas de ciclo elevado, salvaguardando tanto o pessoal como a conformidade ambiental da empresa.
O quadro de análise de 8 dimensões do objetivo
A aplicação incorrecta da válvula é a principal causa de emissões fugitivas, actuadores pneumáticos encravados e desgaste prematuro da haste. Para eliminar matematicamente este risco de engenharia, os integradores de sistemas de topo utilizam uma rigorosa estrutura de análise de 8 dimensões antes de finalizarem qualquer seleção de equipamento. Esta metodologia examina:
- Composição média: níveis de pH, concentração de partículas sólidas e estado de fase específico.
- Temperatura de funcionamento: Temperaturas de funcionamento contínuo, picos de pico e parâmetros de choque térmico.
- Pressão do sistema: Quedas de pressão dinâmicas do fluxo (ΔP) e pressão estática máxima de fecho.
- Normas de ligação: Flangeado (ANSI/DIN/JIS), totalmente soldado ou roscado.
- Método de controlo: Pneumático, elétrico ou modulante com posicionadores inteligentes.
- Material da carroçaria e das guarnições: Metalurgia de precisão para o invólucro e elastómeros específicos para o assento.
- Certificações específicas do sector: Requisitos FDA, API, ATEX, SIL.
- Espaço de instalação física: Restrições da envolvente e acessibilidade para manutenção.
Por exemplo, ao processar fluidos de transferência de calor a 170°C (óleo térmico), um novato pode especificar uma válvula de esfera padrão com sedes macias de RPTFE. Sob ciclos térmicos contínuos, o RPTFE degradar-se-á rapidamente, extrudir-se-á e terá fugas. A aplicação desta matriz de 8 dimensões assinala instantaneamente o risco de choque térmico e de extrusão, especificando diretamente uma válvula de globo com vedante de fole ou uma válvula de esfera com sede metálica e empanque de grafite com carga viva. Esta precisão cirúrgica na correspondência de componentes atenua a grande maioria das fugas a jusante e as contingências de manutenção de emergência.
A era da fábrica inteligente: Integração da IoT e controlo automatizado de fluidos
A era da Indústria 4.0 elevou a segurança e a eficiência das fábricas de limites mecânicos passivos (contando apenas com aço mais espesso) para uma monitorização ativa, inteligente e digital. Os sistemas de fluidos antigos actuam como guardiões silenciosos e mudos; os operadores só descobrem que uma haste de válvula está presa quando ocorre uma paragem de emergência crítica (ESD) e a válvula não consegue fechar fisicamente. A automação inteligente de hoje integra a lógica do Teste de Curso Parcial (PST) diretamente na tecnologia de manuseamento de fluidos.
Os posicionadores electro-pneumáticos inteligentes movem automaticamente a haste da válvula numa micro percentagem (por exemplo, 5 graus) durante as operações normais - sem interromper o fluxo de fluidos do processo - para verificar continuamente a integridade mecânica. Se o impulso pneumático ou o binário necessário para mover a haste aumentar, indicando fricção de fluidos cristalizados ou falha do empanque, o sistema envia imediatamente alertas de manutenção preditiva para o SCADA (Controlo de Supervisão e Aquisição de Dados) ou DCS (Sistema de Controlo Distribuído) central. Isto permite que os técnicos resolvam o problema de fricção mecânica semanas antes de culminar numa falha operacional. Ao integrar sensores de vibração IoT avançados em carcaças de bombas e diagnósticos inteligentes em actuadores de válvulas, as instalações passam do combate a incêndios reativo para a gestão preditiva de activos.

Navegar por normas rigorosas de conformidade e segurança
No domínio altamente regulamentado do processamento de fluidos, a conformidade não é um obstáculo burocrático a ser contornado; é uma barreira de engenharia literal contra acidentes industriais catastróficos, desastres ambientais e responsabilidades legais incapacitantes. Projetar um sistema de alta pressão sem um foco obsessivo nos padrões globais de metalurgia e segurança é um risco inaceitável. De ISO 10423 / API 6A As especificações que regem o equipamento de cabeça de poço de alta pressão extrema para os delicados mandatos sanitários da biotecnologia, a indústria específica em que opera dita o ADN estrutural fundamental da sua rede de fluidos.
Petróleo, gás e energia: Conquistando Ambientes de Alta Pressão e Ácidos
Os sectores globais da energia e da petroquímica operam nos limites físicos absolutos da ciência moderna dos materiais. Para estas aplicações severas, o cumprimento rigoroso da norma API 6D não é negociável. Além disso, quaisquer componentes expostos a sulfureto de hidrogénio aquoso (H2S) têm de cumprir rigorosamente as normas metalúrgicas NACE MR0175 / ISO 15156. Esta norma regula a dureza máxima do aço para evitar a fissuração por tensão de sulfureto (SSC) - um fenómeno aterrador em que o aço de alta resistência é fragilizado por átomos de hidrogénio e sofre uma fratura catastrófica. Além disso, os protocolos de teste à prova de fogo API 607 e API 6FA garantem que, se uma instalação sofrer um incêndio maciço de hidrocarbonetos e os vedantes primários da válvula de elastómero macio derreterem, um vedante secundário metal-metal será mecanicamente engatado, prendendo os fluidos inflamáveis do processo no interior da tubagem.
Alimentos, bebidas e produtos farmacêuticos: garantir a pureza asséptica absoluta
No bioprocessamento, no fabrico de vacinas e na moderna produção alimentar, um sistema de manuseamento de fluidos deve poder ser limpo sem falhas e sem desmontagem. O principal desafio de engenharia é a eliminação completa das "Pernas Mortas" - secções estagnadas de tubagens ou cavidades de válvulas onde a velocidade do fluido cai para zero, permitindo que os meios escapem ao fluxo turbulento dos produtos químicos de limpeza CIP e se tornem um terreno fértil para colónias microbianas.
Para funcionar de forma legal e segura, todos os componentes molhados têm de cumprir os critérios rigorosos dos regulamentos ASME BPE (Equipamento de Bioprocessamento) e FDA 21 CFR. Uma única válvula de diafragma mal especificada que abrigue bactérias devido a uma drenagem interna não conforme pode despoletar a contaminação de um lote inteiro de antibióticos ou fórmulas infantis que salvam vidas, resultando em milhões de dólares em produtos sucateados, destruição da marca e sanções regulamentares graves por parte da FDA.
Processamento químico: A Ciência da Resistência à Corrosão e à Prova de Explosão
As fábricas de produtos químicos exigem um duplo objetivo implacável: sobreviver à corrosão interna extremamente agressiva dos fluidos e manter uma segurança ambiental externa absoluta. Ao transportar solventes altamente voláteis, as zonas atmosféricas circundantes estão frequentemente saturadas com fumos explosivos ou poeiras combustíveis.
Por conseguinte, quaisquer módulos automatizados de controlo de fluidos ou actuadores eléctricos utilizados nestas zonas perigosas têm de possuir certificações à prova de explosão ATEX ou IECEx. É um equívoco comum pensar que um invólucro "à prova de explosão" é fisicamente indestrutível. Na realidade, a certificação garante que se um curto-circuito elétrico interno inflamar uma mistura de gás inflamável no interior o invólucro do atuador, os caminhos de chama maquinados para serviço pesado irão conter completamente a explosão interna. Estas aberturas concebidas com precisão arrefecem os gases quentes que escapam abaixo da temperatura de auto-ignição da atmosfera externa, evitando uma explosão em cadeia em toda a instalação.
Custo Total de Propriedade (TCO): Avaliando parceiros de manuseio de fluidos
Quando a intrincada física de engenharia, a reologia dos fluidos e as rigorosas matrizes de conformidade são finalizadas, a decisão acaba por transitar do esquema de engenharia para a sala de reuniões executiva. Neste domínio, a métrica mais perigosa em que uma equipa de aquisições se pode concentrar é o preço inicial de compra do hardware. Os diretores de compras de elite e os gestores de fábrica utilizam o Modelo Iceberg do Custo Total de Propriedade (TCO) para avaliar a viabilidade financeira a longo prazo e a resiliência do sistema.
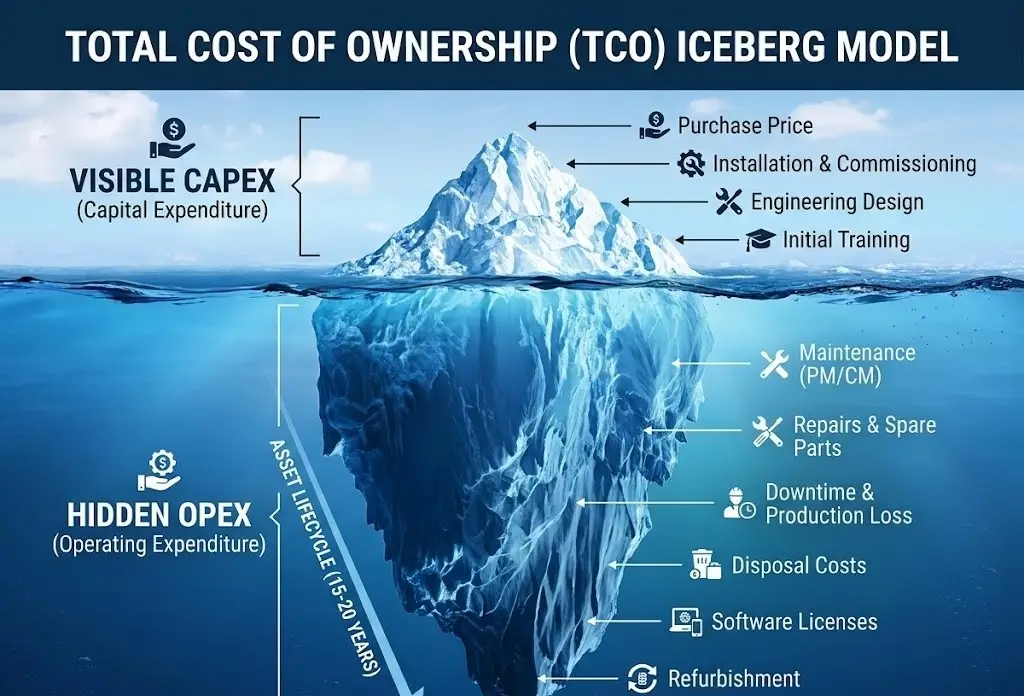
A ponta altamente visível do iceberg - as despesas de capital (CapEx) necessárias para adquirir as válvulas automatizadas, os actuadores pneumáticos, os actuadores eléctricos e as bombas centrífugas - raramente representa a maioria do verdadeiro custo de vida do sistema. O enorme volume oculto submerso abaixo da superfície financeira consiste no consumo contínuo de energia, na mão de obra de manutenção de rotina, na substituição frequente de vedantes internos degradados e, mais importante ainda, no impacto financeiro devastador do tempo de inatividade não planeado do processo. No processamento de produtos químicos ou em ambientes offshore, uma única hora de paragem da produção devido a uma haste de válvula gripada pode obliterar meses de poupanças conseguidas através de aquisições orientadas para o orçamento.
Um estudo de caso anónimo numa fábrica de produtos químicos especializados de alta corrosão ilustra vividamente este princípio de engenharia para finanças. A fábrica estava a ter falhas frequentes do elastómero nas válvulas de borboleta padrão de aço inoxidável 316L que lidavam com uma lama ligeiramente ácida. Aplicando uma matriz de análise rigorosa e baseada em dados, a equipa de engenharia decidiu atualizar toda a linha para válvulas totalmente revestidas a PFA e equipadas com guarnições de cerâmica. Inicialmente, o departamento de compras resistiu, observando que o CapEx para as novas válvulas altamente especializadas era visivelmente mais alto do que suas substitutas comerciais padrão. No entanto, esta decisão de engenharia calculada alargou o ciclo de substituição da manutenção de uns meros seis meses para mais de três anos de funcionamento contínuo e sem fugas. Ao reduzir drasticamente a mão de obra de substituição, eliminando o custo de lotes contaminados descartados e aumentando o tempo de funcionamento geral da fábrica, este prémio inicial acabou por reduzir o Custo Total de Propriedade (TCO) do gasoduto específico por uma margem altamente significativa, provando de forma irrefutável que a engenharia superior se paga a si própria ao longo do ciclo de vida do ativo.
A Vantagem da Válvula Vincer: Eliminando o OPEX na raiz
A otimização do TCO requer um parceiro especializado que desenvolva ativamente o risco operacional do seu sistema antes do início do fabrico. Fundada em 2010, Válvula Vincer A Vincer é uma empresa nacional de alta tecnologia dedicada a fornecer soluções abrangentes e inteligentes de controlo de fluidos. Com mais de uma década de experiência na indústria especializada, a Vincer utiliza uma rigorosa estrutura de análise de 8 dimensões (avaliando o meio, a temperatura, a pressão, o padrão de ligação, o método de controlo, o material, as especificidades da indústria e o espaço de instalação) para selecionar a metalurgia e a lógica de atuação precisas para os seus requisitos específicos. Esta abordagem de engenharia em primeiro lugar reduz diretamente a grande maioria das despesas operacionais ocultas, assegurando que o hardware é perfeitamente compatível com a dinâmica dos fluidos desde o primeiro dia.
Além disso, a Vincer opera uma unidade de fabrico verticalmente integrada de 7.200 metros quadrados, equipada com uma avançada matriz de maquinação CNC. Esta capacidade de produção autónoma permite o fornecimento de soluções de controlo de fluidos eléctricos e pneumáticos totalmente certificadas (CE, SIL, FDA, ISO9001) com uma eficiência notável. Os produtos de controlo de fluidos padrão são normalmente entregues em apenas 7 a 10 dias úteis, enquanto as soluções personalizadas complexas são concebidas e enviadas em 15 a 30 dias. Ao racionalizar a produção e oferecer um portfólio de produtos abrangente, a Vincer fornece consistentemente uma otimização altamente competitiva do CapEx, ao mesmo tempo que garante que os seus projectos críticos de engenharia se mantêm rigorosamente dentro do prazo. Em última análise, a parceria com a Vincer permite que as suas instalações poupem custos de projeto e "façam mais com menos".
Deixar de fazer cedências entre qualidade e orçamento
Se estiver a desenvolver uma rede de fluidos críticos e necessitar de soluções de válvulas que se recusem a comprometer a segurança enquanto optimizam agressivamente o TCO do seu projeto, a nossa equipa de engenharia está pronta para analisar os seus parâmetros.
