
Los costes ocultos de la fragmentación de las redes de fluidos
Los datos de la industria revelan una realidad contraintuitiva en la fabricación moderna: la inmensa mayoría de los fallos catastróficos de los sistemas de fluidos industriales -y los millones de dólares resultantes en tiempos de inactividad no planificados- no se derivan de la fabricación defectuosa de piezas individuales. En su lugar, se originan por desajustes fundamentales en el diseño y las especificaciones. Cuando los ingenieros de procesos se limitan a ensamblar componentes aislados en lugar de diseñar una estrategia de dinámica de fluidos cohesiva y científicamente fundamentada, la hemorragia financiera permanece totalmente invisible hasta que la tubería se desconecta inesperadamente.
Para los jefes de planta, directores de automatización y responsables de compras, lo que está en juego es binario. O está diseñando un sistema cardiovascular resistente para sus instalaciones, o está instalando involuntariamente una cuenta atrás para su próxima fuga peligrosa crítica. Este exhaustivo plan elimina los consejos genéricos de alto nivel para ofrecerle un marco de ingeniería riguroso: cómo dominar la compleja reología de los fluidos, dimensionar las bombas utilizando matemáticas hidráulicas precisas, navegar por la intrincada metalurgia de las válvulas de control y mitigar quirúrgicamente los gastos operativos ocultos (OPEX) que inflan continuamente su coste total de propiedad (TCO).
El cambio de paradigma: De los componentes aislados a las soluciones integradas de conducción de fluidos
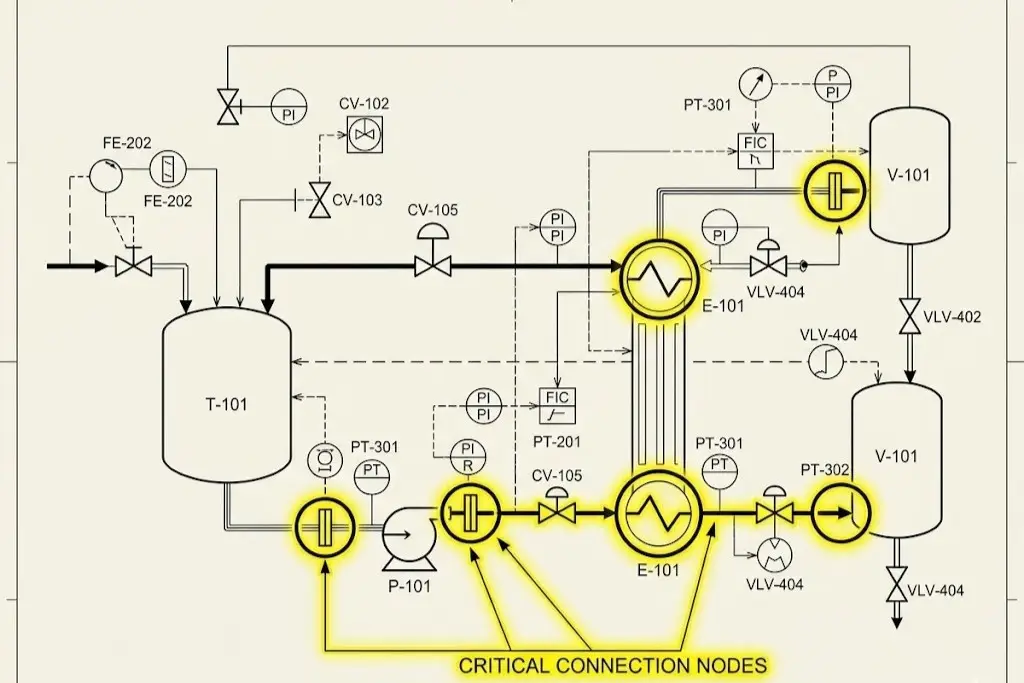
Durante décadas, el aprovisionamiento industrial ha estado muy fragmentado. Los ingenieros de diseño compraban a un proveedor una bomba centrífuga de alto rendimiento, automatizaban válvulas de manipulación de fluidos de otro, y redes de tuberías de un tercero, operando bajo el supuesto de que el ensamblaje de piezas de primer nivel daría lugar naturalmente a una red funcional de primer nivel. Esta mentalidad arcaica conduce con frecuencia a lo que los ingenieros veteranos llaman un "cuello de botella del sistema". Una instalación de procesamiento es tan fiable como su punto de unión más débil y peor especificado.
Considere la analogía vascular. Se puede tener un corazón extraordinariamente fuerte (la bomba), pero si las arterias (la metalurgia de las tuberías) están muy calcificadas o las válvulas del corazón no regulan la presión con precisión, todo el sistema biológico se enfrenta a un colapso inminente. En un contexto industrial, desplegar una bomba de gran capacidad junto a una válvula automatizada subdimensionada o de reacción lenta inducirá inevitablemente un fuerte golpe de ariete. Según la ecuación de Joukowsky, las repentinas ondas de choque cinéticas generadas por el cierre rápido de la válvula pueden disparar la presión interna de las tuberías en cientos de PSI en milisegundos. Estos transitorios hidráulicos pueden arrancar literalmente los soportes de acero de las tuberías de las paredes de hormigón, destrozar costosos sellos mecánicos y romper delicadas líneas de instrumentación.
Por lo tanto, los modernos soluciones de manipulación de fluidos no se definen por las especificaciones físicas individuales impresas en la ficha técnica de un producto concreto. En su lugar, se definen por la interacción sin fisuras y sinérgica de toda la arquitectura de control de bucle cerrado. La adopción de este paradigma integrado cambia el enfoque de la ingeniería, que pasa de limitarse a "mover líquidos" a orquestar un entorno de transferencia de fluidos altamente controlado, predictivo y seguro.
Descifrando la dinámica de fluidos: El plan para la selección de equipos
Antes de especificar el hardware, realizar los planos CAD o firmar las órdenes de compra, el ingeniero debe tener un conocimiento granular y molecular de los medios transportados. La selección de equipos nunca viene dictada únicamente por el presupuesto de capital disponible; está totalmente supeditada al "temperamento" físico, químico y térmico de los fluidos del proceso. No respetar las leyes inmutables de la dinámica de fluidos es la causa principal de la degradación prematura de los activos.
Gestión de fluidos de alta viscosidad y sensibles al cizallamiento
La viscosidad -la medida de la resistencia interna de un fluido a la deformación gradual por esfuerzos de cizallamiento o de tracción- altera drásticamente el modo en que equipos de tratamiento de fluidos deben ser diseñados. A medida que aumenta la viscosidad dinámica, la fricción interna del fluido se dispara. Este cambio fundamental altera el número de Reynolds del sistema, empujando el flujo del fluido desde un estado turbulento caótico a un estado laminar altamente predecible pero increíblemente difícil de mover. En los regímenes de flujo laminar, las fuerzas centrífugas estándar se vuelven muy ineficaces, convirtiendo la energía de entrada en calor destructivo en lugar de movimiento cinético.
Además, muchos medios industriales complejos presentan comportamientos no newtonianos. Adelgazamiento por cizallamiento Los fluidos (pseudoplásticos), como el ketchup, los polímeros fundidos o determinadas pinturas industriales, disminuyen su viscosidad bajo tensión mecánica. A la inversa, espesamiento por cizallamiento (dilatantes), como las suspensiones concentradas de almidón de maíz o determinados lodos químicos, se vuelven casi sólidos cuando se agitan. Si un director de planta instala a ciegas una bomba de impulsor de alta velocidad para transferir emulsiones sensibles al cizallamiento -como cremas cosméticas de primera calidad, proteínas biofarmacéuticas delicadas o aditivos alimentarios complejos- la agitación mecánica excesiva destruirá permanentemente la estructura molecular del lote. El resultado es una separación irreversible del producto, una pérdida masiva de rendimiento y la ruina de la producción.
Conquista de medios agresivos, corrosivos y abrasivos
Cuando la ingeniería manipulación de fluidos industriales para los sectores de procesamiento químico, fabricación de semiconductores o baterías de vehículos eléctricos modernos (VE), el principal enemigo es la degradación agresiva del material. Utilizar acero inoxidable 316L estándar en un entorno con alto contenido en cloruros o en una línea de ácido clorhídrico concentrado es un costoso error de cálculo; la corrosión microscópica por picaduras y el agrietamiento por corrosión bajo tensión (SCC) comprometerán rápidamente la integridad estructural de la tubería, provocando peligrosas fugas medioambientales. Además, la introducción de líquidos helados en tuberías muy calientes provoca graves daños a la estructura de la tubería. Choque térmicoEllo requiere soluciones avanzadas de compensación de tensiones mecánicas, como juntas de dilatación corrugadas metálicas integradas directamente en la red de tuberías.
Para combatir los ataques puramente químicos, los diseños de ingeniería de élite aprovechan los fluoropolímeros avanzados. Las válvulas totalmente revestidas de PTFE (politetrafluoroetileno) o PFA proporcionan una inercia química casi universal, protegiendo el cuerpo metálico exterior de los medios corrosivos. Sin embargo, es una realidad industrial bien documentada que los componentes estándar revestidos de flúor presentan una resistencia mecánica al desgaste extremadamente pobre. Si el medio corrosivo también contiene partículas sólidas abrasivas, como lodos de litio, dióxido de titanio o residuos de minería, el revestimiento de PTFE estándar será rápidamente triturado por los sólidos a alta velocidad.
Para estos entornos de doble amenaza (alta corrosión y alta abrasión), la solución definitiva se aleja de los revestimientos poliméricos blandos. Los ingenieros deben especificar componentes cerámicos estructurales de ingeniería o utilizar revestimientos de aleaciones duras, como la soldadura por estelita o los recubrimientos de carburo de tungsteno, en los asientos y embellecedores metálicos. Esta combinación de materiales quirúrgicos, aunque inicialmente más compleja de especificar, prolonga el ciclo de vida del activo en múltiplos masivos en comparación con las alternativas genéricas, garantizando la estabilidad operativa a largo plazo.
El corazón del sistema: Tecnologías avanzadas de bombeo y lógica de dimensionamiento
La bomba es el motor cinético principal de toda la operación. Sin embargo, especificar una bomba es un intrincado ejercicio matemático que requiere un profundo análisis computacional de toda la red de tuberías. Pasar de la física fundamental a la lógica de ingeniería procesable requiere navegar por parámetros hidráulicos complejos para garantizar la máxima eficiencia, caudales óptimos y una mayor longevidad del equipo.
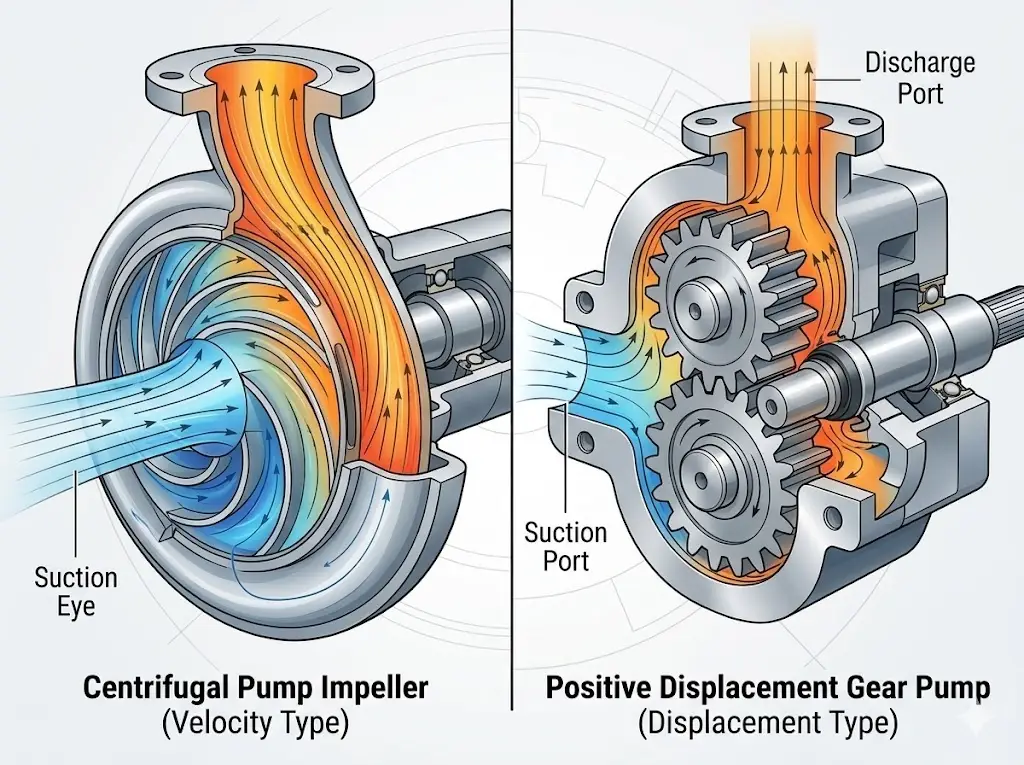
Bombas centrífugas frente a bombas de desplazamiento positivo (DP): La regla de oro
La bifurcación fundamental en la selección de bombas se encuentra entre las arquitecturas centrífuga y de desplazamiento positivo (PD). La regla de oro de la ingeniería dicta un árbol de decisión muy específico. Si la aplicación requiere trasvasar grandes volúmenes de fluidos de baja viscosidad a presiones relativamente bajas y estables, una bomba centrífuga es la elección óptima. Las bombas centrífugas se basan en la energía cinética de rotación, transfiriendo impulso al fluido mediante un impulsor giratorio. Por el contrario, si el proceso exige el flujo preciso y dosificado de materiales muy viscosos a presiones del sistema variables o extremadamente altas, es absolutamente obligatoria una bomba PD (como una bomba de lóbulos rotativos, de engranajes internos o de cavidades progresivas).
Seleccionar bombas centrífugas sobredimensionadas bajo el supuesto de que una mayor potencia equivale automáticamente a un mejor rendimiento es un clásico y costoso error de principiante. Esto viola el concepto crítico del punto de mejor rendimiento (BEP). Obligar a una bomba centrífuga a funcionar continuamente en el extremo izquierdo o derecho de su curva de rendimiento induce un fuerte empuje radial. Esta fuerza hidráulica desequilibrada desvía el eje de la bomba, destruyendo los cierres mecánicos y provocando el fallo prematuro de los cojinetes. Los ingenieros deben utilizar las leyes de afinidad para calcular con precisión cómo afectarán los cambios en el diámetro del impulsor o la velocidad de rotación al caudal, la presión de elevación y el consumo total de energía.
El asesino oculto: Desmitificar la cavitación y el NPSH
Incluso unas bombas perfectamente especificadas y fabricadas pueden autodestruirse en cuestión de semanas si el sistema hidráulico del lado de aspiración de la instalación está mal diseñado. La cavitación es el asesino silencioso e implacable de las redes de fluidos. Dictada por el principio de Bernoulli, la cavitación se produce cuando la presión absoluta del fluido en el ojo del impulsor de la bomba cae por debajo de la presión de vapor específica del fluido a esa temperatura de funcionamiento.
Cuando se produce esta caída de presión localizada, el líquido hierve instantáneamente, formando burbujas de vapor microscópicas. A medida que estas burbujas se adentran en las zonas de mayor presión de la voluta de la bomba, no pueden mantener su estado gaseoso e implosionan violentamente. Para un operario que camina por la planta, la cavitación activa suena exactamente como bombear grava o canicas a través de una tubería de acero. Para el propio equipo, actúa como explosivos microscópicos, picando rápidamente, erosionando y, finalmente, destruyendo los impulsores de metal sólido.
La ecuación hidráulica esencial
Para evitar definitivamente la cavitación, el diseño de ingeniería debe atenerse estrictamente a los cálculos de la altura neta positiva de aspiración (NPSH). La regla inflexible es:
NPSHa > NPSHr + 0,5m (Margen de seguridad)
Altura neta positiva de aspiración disponible (NPSHa)dictada por la presión atmosférica, la temperatura del fluido y la fricción de la tubería de aspiración, siempre debe superar holgadamente el Altura neta positiva de aspiración requerida (NPSHr) dictados por los rigurosos datos de ensayo del fabricante de la bomba.
Precisión y aislamiento: Arquitectura de válvulas, tuberías y estanquidad
Aunque la bomba proporciona la energía cinética bruta, la inteligencia, la seguridad y la máxima precisión de cualquier sistema de manipulación de fluidos residen por completo en sus componentes periféricos. Las válvulas son los ejecutores físicos de su estrategia de control. La especificación de válvulas de control requiere un profundo estudio de las características aerodinámicas e hidrodinámicas del flujo. Los ingenieros deben determinar meticulosamente si un proceso requiere la progresión lineal del caudal de una válvula de globo, el aislamiento rápido de un cuarto de vuelta de una válvula de bola montada en muñón o la estrangulación de alta capacidad y porcentaje igual de una válvula de mariposa de triple offset. Una válvula de control de tamaño incorrecto, como una que funcione constantemente por debajo de 10% de su carrera, sufrirá un fuerte estiramiento del alambre (desgaste erosivo del asiento) y un control errático del caudal.
Además, los mecanismos de sellado -específicamente el prensaestopas y las juntas del vástago- deben cumplir estrictamente las normas más recientes sobre bajas emisiones fugitivas, como API 624 o API 641. Estos estrictos protocolos de ensayo garantizan que los compuestos orgánicos volátiles (COV) peligrosos y los gases de efecto invernadero no escapen a la atmósfera durante las operaciones mecánicas de ciclo alto, protegiendo tanto al personal como el cumplimiento de las normas medioambientales de la empresa.
El marco de análisis del Objetivo 8
La aplicación incorrecta de las válvulas es la principal causa de emisiones fugitivas, atascos de actuadores neumáticos y desgaste prematuro del vástago. Para eliminar matemáticamente este riesgo de ingeniería, los integradores de sistemas de primer nivel utilizan un riguroso marco de análisis de 8 dimensiones antes de finalizar cualquier selección de equipos. Esta metodología examina de forma cruzada
- Composición media: niveles de pH, concentración de partículas sólidas y estado de fase específico.
- Temperatura de funcionamiento: Temperaturas de funcionamiento continuo, picos y parámetros de choque térmico.
- Presión del sistema: Caídas de presión dinámicas del caudal (ΔP) y presión estática máxima de cierre.
- Normas de conexión: Bridadas (ANSI/DIN/JIS), totalmente soldadas o roscadas.
- Método de control: Neumática, eléctrica o modulante con posicionadores inteligentes.
- Material de la carrocería: Metalurgia precisa para la carcasa y elastómeros específicos para el asiento.
- Certificaciones específicas del sector: Requisitos FDA, API, ATEX, SIL.
- Espacio físico de instalación: Limitaciones de la envolvente y accesibilidad para el mantenimiento.
Por ejemplo, al procesar fluidos de transferencia de calor a 170 °C (aceite térmico), un principiante podría especificar una válvula de bola estándar con asientos blandos de RPTFE. Si se somete a ciclos térmicos continuos, el RPTFE se degradará rápidamente, se extruirá y presentará fugas. La aplicación de esta matriz de 8 dimensiones señala instantáneamente el riesgo de choque térmico y extrusión, especificando directamente una válvula de globo con cierre de fuelle o una válvula de bola de asiento metálico con empaquetadura de grafito cargada. Esta precisión quirúrgica en el ajuste de componentes mitiga la gran mayoría de las fugas aguas abajo y las contingencias de mantenimiento de emergencia.
La era de la fábrica inteligente: Integración de IoT y control automatizado de fluidos
La era de la Industria 4.0 ha elevado la seguridad y la eficiencia de las plantas desde límites mecánicos pasivos (que dependen únicamente de un acero más grueso) a una supervisión activa, inteligente y digital. Los sistemas de fluidos heredados actúan como guardianes silenciosos y mudos; los operarios solo descubren que el vástago de una válvula está agarrotado cuando se produce una parada de emergencia (ESD) crítica y la válvula no consigue cerrarse físicamente. La automatización inteligente actual integra la lógica de la prueba de carrera parcial (PST) directamente en el sistema de control. tecnología de manipulación de fluidos.
Los posicionadores electroneumáticos inteligentes mueven automáticamente el vástago de la válvula un microporcentaje (por ejemplo, 5 grados) durante el funcionamiento normal -sin interrumpir el flujo de fluidos de proceso- para verificar continuamente la integridad mecánica. Si el empuje neumático o el par necesario para mover el vástago se dispara, lo que indica fricción por cristalización de fluidos o fallo de la empaquetadura, el sistema envía inmediatamente alertas de mantenimiento predictivo al SCADA (Control de Supervisión y Adquisición de Datos) central o al DCS (Sistema de Control Distribuido). Esto permite a los técnicos resolver el problema de fricción mecánica semanas antes de que culmine en un fallo operativo. Al integrar sensores de vibración IoT avanzados en las carcasas de las bombas y diagnósticos inteligentes en los actuadores de las válvulas, las instalaciones pasan de una lucha contra incendios reactiva a una gestión predictiva de los activos.

Cumplimiento riguroso de las normas de seguridad
En el ámbito altamente regulado del procesamiento de fluidos, el cumplimiento de las normas no es un obstáculo burocrático que hay que sortear; es literalmente un cortafuegos de ingeniería contra accidentes industriales catastróficos, desastres medioambientales y responsabilidades legales paralizantes. Diseñar un sistema de alta presión sin centrarse obsesivamente en las normas metalúrgicas y de seguridad mundiales es un riesgo inaceptable. En ISO 10423 / API 6A Desde las especificaciones que rigen los equipos de boca de pozo de alta presión extrema hasta los delicados mandatos sanitarios de la biotecnología, el sector específico en el que opera dicta el ADN estructural fundamental de su red de fluidos.
Petróleo, gas y energía: La conquista de los entornos de alta presión y agrios
Los sectores energético y petroquímico mundiales operan en los límites físicos absolutos de la ciencia moderna de los materiales. Para estas severas aplicaciones, el estricto cumplimiento de la norma API 6D no es negociable. Además, todos los componentes expuestos al sulfuro de hidrógeno acuoso (H2S) deben cumplir estrictamente las normas metalúrgicas NACE MR0175 / ISO 15156. Esta norma regula la dureza máxima del acero para evitar el agrietamiento por tensión de sulfuro (SSC), un fenómeno aterrador en el que el acero de alta resistencia a la tracción se ve asfixiado por átomos de hidrógeno y se fractura catastróficamente. Además, los protocolos de pruebas de seguridad contra incendios API 607 y API 6FA garantizan que si una instalación sufre un incendio masivo de hidrocarburos y se funden los sellos primarios de elastómero blando de la válvula, un sello secundario de metal a metal se acoplará mecánicamente, atrapando los fluidos de proceso inflamables dentro de la tubería.
Alimentación, bebidas y farmacia: garantizar la pureza aséptica absoluta
En el bioprocesamiento, la fabricación de vacunas y la producción moderna de alimentos, un sistema de manipulación de fluidos debe poder limpiarse a la perfección sin necesidad de desmontarlo. El principal reto de ingeniería consiste en eliminar por completo los "tramos muertos", es decir, las secciones estancadas de las tuberías o las cavidades de las válvulas en las que la velocidad del fluido desciende a cero, lo que permite que los medios eludan el flujo turbulento de los productos químicos de limpieza CIP y se conviertan en un caldo de cultivo para las colonias microbianas.
Para funcionar de forma legal y segura, todos los componentes húmedos deben cumplir los rigurosos criterios de las normativas ASME BPE (equipos de bioprocesamiento) y FDA 21 CFR. Una sola válvula de diafragma mal especificada que albergue bacterias debido a una drenabilidad interna no conforme puede desencadenar la contaminación de todo un lote de antibióticos o preparados para lactantes que salvan vidas, lo que se traduce en millones de dólares en productos desechados, la destrucción de la marca y graves sanciones reglamentarias de la FDA.
Procesamiento químico: La ciencia de la resistencia a la corrosión y la protección contra explosiones
Las plantas de fabricación de productos químicos exigen un doble enfoque implacable: sobrevivir a una corrosión interna de fluidos extremadamente agresiva y mantener al mismo tiempo una seguridad medioambiental externa absoluta. Cuando se transportan disolventes muy volátiles, las zonas atmosféricas circundantes suelen estar saturadas de humos explosivos o polvo combustible.
Por lo tanto, todos los módulos de control de fluidos automatizados o actuadores eléctricos utilizados en estas zonas peligrosas deben contar con certificaciones antideflagrantes ATEX o IECEx. Es un error común pensar que una caja "a prueba de explosiones" es físicamente indestructible. En realidad, la certificación garantiza que si un cortocircuito eléctrico interno enciende una mezcla de gases inflamables en la carcasa del actuador, las resistentes vías mecanizadas de la llama contendrán por completo la explosión interna. Estas brechas diseñadas con precisión enfrían los gases calientes que escapan por debajo de la temperatura de autoignición de la atmósfera externa, evitando una explosión en cadena en toda la instalación.
Coste total de propiedad (TCO): Evaluación de los socios de conducción de fluidos
Una vez finalizados los intrincados aspectos físicos de la ingeniería, la reología de los fluidos y las rigurosas matrices de conformidad, la decisión pasa en última instancia del esquema de ingeniería a la sala de juntas ejecutiva. En este ámbito, la métrica más peligrosa en la que puede centrarse un equipo de adquisiciones es el precio inicial de compra del hardware. Los directores de compras y los jefes de planta de élite utilizan el modelo Iceberg de coste total de propiedad (TCO) para evaluar la viabilidad financiera a largo plazo y la resistencia del sistema.
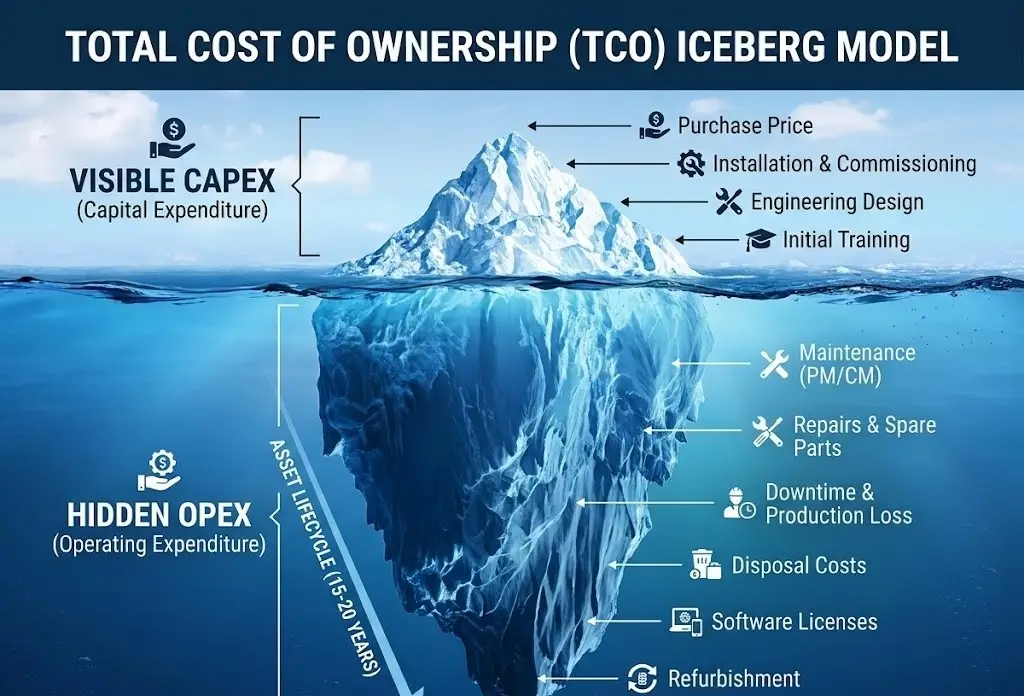
La punta del iceberg, muy visible: el gasto de capital (CapEx) necesario para adquirir las válvulas automatizadas, los actuadores neumáticos, los actuadores eléctricos y las bombas centrífugas, rara vez representa la mayor parte del coste real de la vida útil del sistema. El enorme volumen oculto, sumergido bajo la superficie financiera, consiste en el consumo continuo de energía, la mano de obra de mantenimiento rutinario, la sustitución frecuente de juntas internas degradadas y, lo que es más grave, el devastador impacto financiero de las paradas no planificadas del proceso. En entornos de procesamiento químico o en alta mar, una sola hora de parada de la producción debida al agarrotamiento del vástago de una válvula puede anular meses de ahorros conseguidos mediante adquisiciones orientadas al presupuesto.
Un estudio de caso anónimo en una planta química especializada de alta corrosión ilustra vívidamente este principio de ingeniería-financiación. La planta experimentaba frecuentes averías de elastómeros en las válvulas de mariposa estándar de acero inoxidable 316L que manipulaban un lodo ligeramente ácido. Aplicando una rigurosa matriz de análisis basada en datos, el equipo de ingeniería decidió actualizar toda la línea a válvulas totalmente revestidas de PFA y equipadas con embellecedores cerámicos de ingeniería. En un principio, el departamento de compras se resistió, señalando que los gastos de capital de las nuevas válvulas altamente especializadas eran visiblemente superiores a los de sus sustitutos comerciales estándar. Sin embargo, esta calculada decisión de ingeniería amplió el ciclo de sustitución de mantenimiento de apenas seis meses a más de tres años de funcionamiento continuo y sin fugas. Al reducir drásticamente la mano de obra de sustitución, eliminar el coste de los lotes contaminados desechados y aumentar el tiempo de actividad general de la planta, esta prima inicial redujo en última instancia el coste total de propiedad (CTP) de la tubería específica en un margen muy significativo, lo que demuestra irrefutablemente que una ingeniería superior se amortiza a lo largo del ciclo de vida del activo.
La ventaja de las válvulas Vincer: Eliminación de OPEX de raíz
Optimizar el coste total de propiedad requiere un socio experto que elimine activamente el riesgo operativo de su sistema antes de que comience la fabricación. Fundada en 2010, Válvula Vincer es una empresa nacional de alta tecnología dedicada a proporcionar soluciones integrales de control inteligente de fluidos. Con más de una década de experiencia especializada en el sector, Vincer utiliza un riguroso marco de análisis en 8 dimensiones (que evalúa el medio, la temperatura, la presión, la norma de conexión, el método de control, el material, las especificidades del sector y el espacio de instalación) para seleccionar la metalurgia y la lógica de actuación precisas para sus requisitos específicos. Este enfoque, que da prioridad a la ingeniería, mitiga directamente la gran mayoría de los gastos operativos ocultos al garantizar que el hardware se adapte perfectamente a la dinámica de fluidos desde el primer día.
Además, Vincer cuenta con una planta de fabricación integrada verticalmente de 7.200 metros cuadrados equipada con una avanzada matriz de mecanizado CNC. Esta capacidad de producción autónoma permite suministrar soluciones de control de fluidos eléctricas y neumáticas totalmente certificadas (CE, SIL, FDA, ISO9001) con notable eficacia. Los productos estándar de control de fluidos suelen entregarse en sólo 7 a 10 días laborables, mientras que las soluciones complejas personalizadas se diseñan y envían en 15 a 30 días. Al agilizar la producción y ofrecer una completa cartera de productos, Vincer proporciona una optimización de los gastos de capital altamente competitiva, garantizando al mismo tiempo que sus proyectos de ingeniería críticos se ajusten estrictamente al calendario previsto. En última instancia, asociarse con Vincer permite a sus instalaciones ahorrar costes de proyecto y "hacer más con menos".
No más compromisos entre calidad y presupuesto
Si está diseñando una red de fluidos crítica y necesita soluciones de válvulas que no comprometan la seguridad y optimicen al mismo tiempo el coste total de propiedad de su proyecto, nuestro equipo de ingeniería está preparado para analizar sus parámetros.
Solicite una solución de válvula personalizada y un presupuesto
