
Bei industriellen Rohrleitungen, bei denen viel auf dem Spiel steht, ist die Wahl der genauen Bohrungsgröße eine wichtige finanzielle und betriebliche Entscheidung. Ganz gleich, ob die maximale Durchflusseffizienz oder die Kontrolle der Investitionsausgaben im Vordergrund steht, das Verständnis der komplizierten Unterschiede zwischen Konfigurationen mit vollem und reduziertem Durchgang wird die Leistung Ihres Systems, den Energieverbrauch und die Wartungshäufigkeit stark beeinflussen.
Kugelhähne mit vollem Anschluss vs. Standardanschluss: Jenseits der Oberflächendefinitionen
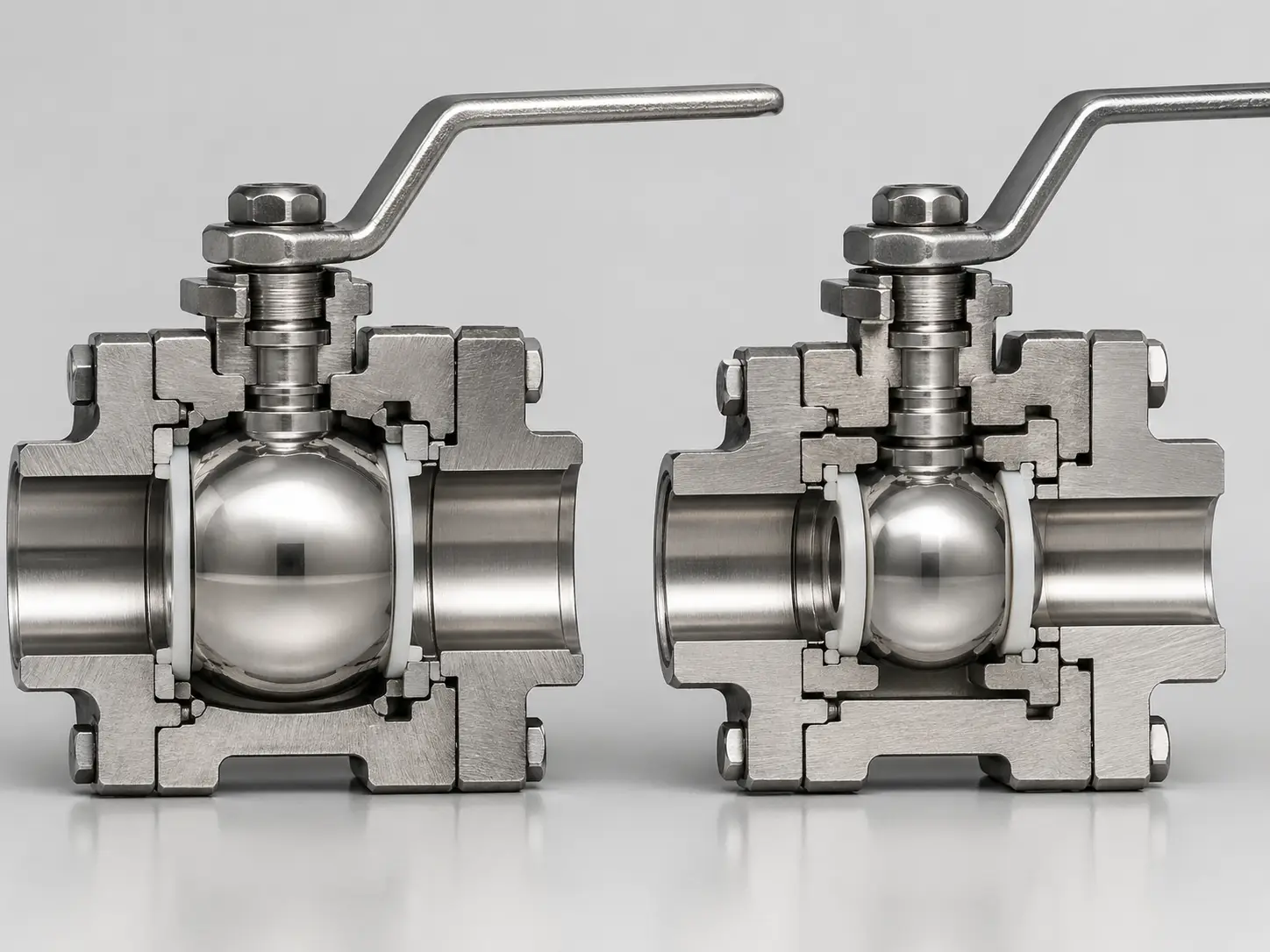
Die Grundlage dieser technischen Debatte liegt in der geometrischen Größe der Innenbohrung der Armatur im Verhältnis zum Innendurchmesser der angeschlossenen Rohrleitung. Bei der Bewertung einer Voller Anschluss vs. Standardanschluss Ein Kugelhahn mit vollem Durchgang (oft auch als Full Bore bezeichnet) verfügt über eine innere zylindrische Öffnung, die dem Innendurchmesser des Rohrs perfekt entspricht. Diese kontinuierliche Ausrichtung schafft einen geraden, praktisch ungehinderten Strömungsweg, der sich bei vollständig geöffnetem Ventil genau wie ein gerades Rohrstück verhält, wodurch eine laminare Strömung aufrechterhalten und strukturelle Engpässe verhindert werden.
Im Gegensatz dazu besitzt ein Ventil mit Standardanschluss - in der Branche häufig als Ventil mit reduziertem Anschluss bezeichnet - eine Kugelöffnung, die in ihrer Größe eingeschränkt ist. Das Gehäuse und die Kugel selbst sind kleiner, was die Flüssigkeitsdynamik innerhalb des Rohrleitungsnetzes grundlegend verändert. Das Verständnis dieser strukturellen Abweichung ist der erste Schritt zur Vermeidung von katastrophalen Fehlanwendungen in komplexen Flüssigkeitstransportsystemen, bei denen eine falsche Dimensionierung zu verheerenden Auswirkungen führen kann.
| Technische Spezifikation | Kugelhahn mit vollem Anschluss | Standard (reduzierter) Anschluss |
|---|---|---|
| Bohrungsdurchmesser Geometrie | Identisch mit der verbindenden Pipe ID | In der Regel eine Nennweite kleiner als die Rohr-ID |
| Durchflusskoeffizient (Cv) | Maximale Kapazität (minimaler Reibungswiderstand) | Erheblich reduzierte Kapazität (höherer Widerstand) |
| Druckabfall (ΔP) | Vernachlässigbar / Nahe Null | Messbarer Abfall durch den Venturi-Effekt |
| Grundfläche des Ventilkörpers | Größeres Gehäuse, höheres Gesamtgewicht | Kompakte Geometrie, sehr platzsparend |
| Anfängliche Kapitalkosten | Höhere Material- und Herstellungskosten | Wirtschaftlicherer Beschaffungspreis |
Um die Feinheiten dieses Vergleichs zu verstehen, müssen Ingenieure weit über die ursprüngliche Bestellung hinausblicken. Es stimmt zwar, dass eine Standardbohrung aufgrund der geringeren Abhängigkeit von Rohstoffen wie rostfreiem oder Kohlenstoffstahl von Natur aus wirtschaftlicher ist, aber sie führt zu unvermeidlichen Durchflusseinschränkungen. Die entscheidende technische Aufgabe besteht darin, zu berechnen, ob die anfänglichen Einsparungen bei der Beschaffung die potenziellen langfristigen Energieverluste rechtfertigen, die durch die erhöhte Arbeitslast der Pumpe, die Scherbeanspruchung der Flüssigkeit und den damit verbundenen mechanischen Verschleiß während der Lebensdauer der Anlage entstehen.
Die Physik der Strömung: Cv-Werte und Druckabfall erklärt
In der Fluiddynamik wird die Effizienz von Rohrleitungen allgemein durch den Durchflusskoeffizienten, auch bekannt als Cv-Wert, quantifiziert. Diese Kennzahl definiert das Wasservolumen (in US-Gallonen pro Minute) bei 60°F, das nahtlos durch ein bestimmtes Ventil fließt und dabei einen Druckabfall von genau 1 psi verursacht. Bei der Durchführung eines strengen Leistungsvergleichs zwischen verschiedenen Ventiltypen ist der Cv-Wert der ultimative Maßstab für die Durchflusseffizienz und die Betriebstauglichkeit.
Die funktionelle Beziehung zwischen dem Volumendurchfluss (Q), dem Durchflusskoeffizienten (Cv) und dem Druckabfall (ΔP) über dem Ventil wird mathematisch durch die Formel der Strömungsdynamik bestimmt:
Q = Cv * √(ΔP / SG) (wobei SG das spezifische Gewicht der Flüssigkeit ist).
Da eine verkleinerte Öffnung den Durchflussquerschnitt physikalisch verengt, muss der Druckabfall (ΔP) zwangsläufig zunehmen, wenn das System versucht, einen konstanten Durchfluss (Q) aufrechtzuerhalten.
Entmystifizierung des Durchflusskoeffizienten (Cv) in praktischen Rohrleitungssystemen
Um von den theoretischen Formeln zur realen Technik überzugehen, wollen wir uns die Standarddaten der Industrie ansehen. Eine typische 2-Zoll Kugelhahn mit vollem Durchgang weist in der Regel einen enormen Cv-Wert zwischen 350 und 450 auf und behindert den Flüssigkeitsweg praktisch nicht. Im Gegensatz dazu sinkt der Cv-Wert bei einer identischen 2-Zoll-Rohrnennweite, jedoch mit einem Standardanschluss, drastisch auf einen Wert zwischen 120 und 150.
Dies stellt eine erstaunliche Verringerung der Durchflusskapazität um fast 60-70% dar. In einer Hochleistungs-Industrieanlage zwingt dieser gravierende Engpass die Kreiselpumpen des Systems dazu, exponentiell mehr zu arbeiten, um das erforderliche Flüssigkeitsvolumen durch die verengte Bohrung zu drücken. Dadurch erhöht sich die Reynolds-Zahl, die Flüssigkeit geht von einem laminaren in einen turbulenten Zustand über, verbraucht erheblich mehr Strom und beschleunigt die mechanische Abnutzung von Pumpenrädern und Dichtungen drastisch.
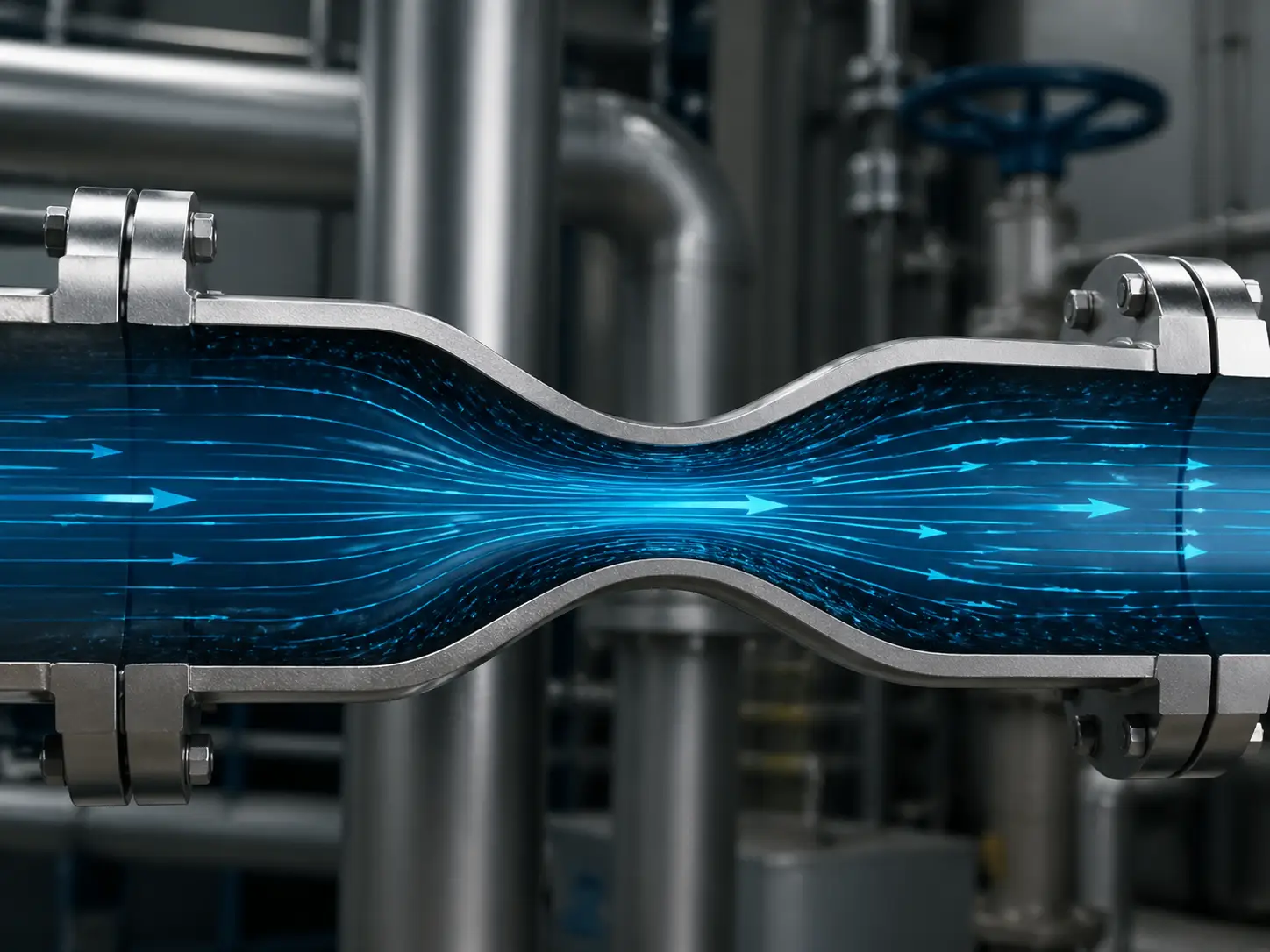
Der Venturi-Effekt und Ihre versteckten Energiekosten
Wenn eine Flüssigkeit mit hoher Geschwindigkeit in die engere Innenbohrung einer Einheit mit Standardanschluss eintritt, erfährt sie eine erzwungene Beschleunigung - ein Phänomen, das Fluidtechniker als Venturi-Effekt kennen. Diese plötzliche Beschleunigung führt gleichzeitig zu einem lokalen Druckabfall. Wenn das Rohrleitungssystem nahe der Dampfdruckschwelle der transportierten Flüssigkeit betrieben wird, kann dieser Druckabfall Kavitation auslösen.
Während der Kavitation bilden sich schnell mikroskopisch kleine Dampfblasen, die dann gewaltsam gegen die Metalloberflächen kollabieren, wenn sich der Druck stromabwärts erholt. Bei kontinuierlichen Betriebszyklen erzeugen diese Implosionen massive Schockwellen, die die internen Metallkomponenten des Ventils erodieren, weiche Sitzmaterialien (wie PTFE oder PEEK) zerstören und zu vorzeitigen internen Leckagen führen. Die mit der Überwindung dieses Druckabfalls verbundenen Energiekosten in Verbindung mit den Wartungskosten für Kavitationsschäden stellen die anfänglichen Einsparungen durch den Kauf eines kleineren Ventils leicht in den Schatten.
Kritische Anwendungsbeschränkungen: Wenn Sie den vollen Port verwenden müssen
Während budgetbewusste Beschaffungsteams aufgrund attraktiver Vorabpreise oft zu Optionen mit geringerem Durchgang tendieren, gibt es in bestimmten industriellen Prozessen Umgebungen, in denen physikalische Beschränkungen absolut keinen Raum für Kompromisse lassen. In diesen extremen Betriebsumgebungen ist der Einsatz eines anderen als eines Ventils mit vollem Durchgang ein garantiertes Rezept für Systemausfälle, gefährliche Lecks und inakzeptable Ausfallzeiten.
Viskose Flüssigkeiten, Schlämme und abrasive Medien
In anspruchsvollen Bereichen wie der kommunalen Abwasseraufbereitung, der Zellstoff- und Papierherstellung oder im Bergbau enthalten die beförderten Flüssigkeiten häufig hohe Konzentrationen an suspendierten Feststoffpartikeln oder weisen eine extreme dynamische Viskosität auf. In diesen anspruchsvollen Szenarien ist die Spezifikation eines Kugelhahn mit vollem Anschluss vs. Standardanschluss Konfiguration ist eine absolute Notwendigkeit.
Die geometrische Verengung eines Ventils mit reduziertem Durchgang führt zu Stagnationszonen innerhalb des Ventilgehäuses, in denen sich dicke Medien ansammeln, verfestigen und schließlich die mechanische Funktion der Kugel blockieren können. Darüber hinaus zwingen die durch die verengte Bohrung verursachten lokalen Geschwindigkeitsspitzen Feststoffpartikel (wie Sand, Erzschlamm oder Zunder) dazu, wie ein Hochgeschwindigkeitsstrahl zu wirken. Diese Scherbeanspruchung der Flüssigkeit führt zu einer schnellen Abnutzung der Sitze und garantiert eine drastisch verkürzte Lebensdauer. Ventile mit vollem Durchgang weisen ein gleichmäßiges Geschwindigkeitsprofil auf, so dass abrasive Medien passieren können, ohne die Dichtflächen anzugreifen.
Pipeline-Molche: Die unverzichtbare Industrieanforderung
Bei Upstream- und Midstream-Erdöl-, Erdgas- und komplexen Chemietransportnetzen müssen Pipelines routinemäßig mechanisch gereinigt, von Flüssigkeiten befreit und von innen inspiziert werden - ein Prozess, der als "Molchen" bekannt ist. Ein Pipeline-Molch ist ein hochspezialisiertes, massives zylindrisches Gerät, das so konstruiert ist, dass es genau dem Innendurchmesser des Rohres entspricht.
In diesem Zusammenhang wird die Debatte über die Bohrungsabmessungen durch einfache physikalische Überlegungen sofort gelöst. Ein Standard-Anschlussventil wirkt wie eine undurchdringliche physische Barriere; der Reinigungsmolch stößt gewaltsam gegen die reduzierte Öffnung des Ventils und bleibt sofort stecken. Die Bergung eines festsitzenden Molches erfordert eine vollständige Notabschaltung der Pipeline, eine Druckentlastung und gelegentlich einen Schnitt in das Rohr selbst - was Hunderttausende von Dollar an ungeplanten Ausfallzeiten verursacht. Wenn eine Leitung molchbar sein muss, ist eine Vollbohrung daher die einzige mathematisch mögliche Wahl.

Strategische Einsätze: Wenn ein Standard-Port die beste Wahl ist
Es ist wichtig anzuerkennen, dass es äußerst stichhaltige, mathematisch fundierte Gründe für die Wahl eines Standardanschlussdesigns gibt. In spezialisierten OEM-Systemen (Original Equipment Manufacturing), auf Skids montierten Systemen oder dicht gepackten chemischen Mischmodulen, bei denen der Platzbedarf sehr hoch ist, bieten die kompakte Grundfläche und das wesentlich geringere Gewicht des Standardanschlussdesigns massive architektonische Vorteile.
Da weniger Edelstahl- oder Kohlenstoffstahlguss erforderlich ist, bleibt er die budgetfreundliche und physisch praktikable Wahl für den Transport von sauberen, niedrigviskosen Medien wie Instrumentenluft, Trinkwasser oder Niederdruckdampf, bei denen geringe Druckverluste strukturell irrelevant sind. Bei diesen unkritischen Versorgungsleitungen gefährden die durch die reduzierte Bohrung erzeugten Turbulenzen nicht die Integrität des Systems, was den Standardanschluss zu einer äußerst effizienten Kapitalnutzung macht.
Die TCO-Falle: Anschaffungspreis vs. Automatisierungs- und Betätigungskosten
Bei der anspruchsvollen B2B-Beschaffung sind die Gesamtbetriebskosten (TCO) wichtiger als der ursprüngliche Rechnungswert. Viele technische Diskussionen beginnen mit einem ausschließlichen Vergleich der Rohmaterialkosten des Ventilgehäuses. Dabei wird die teuerste und kritischste Komponente moderner Fluidsteuerung fatalerweise außer Acht gelassen: der automatisierte Stellantrieb.
Ventil-Drehmoment-Dynamik und die versteckten Kosten von Stellantrieben
Mit der Einführung der Automatisierung verschiebt sich die finanzielle Situation gewaltig. Die größere und schwerere Kugel in einem Ventil mit vollem Durchgang hat natürlich eine erheblich größere Oberfläche, die in ständigem Druckkontakt mit den Ventilsitzen steht. Diese erhöhte Reibung schlägt sich direkt in einem massiv erhöhten "Losbrechmoment" nieder - der rohen Rotationskraft, die erforderlich ist, um das Ventil aus einer vollständig geschlossenen Position gegen den Leitungsdruck aufzubrechen.
Technische Methodik: Optimierung der Ventil-Aktuator-Matrix
Der Drehmomentunterschied zwischen den Bohrungsgrößen ist der Punkt, an dem die Beschaffungsbudgets oft außer Kontrolle geraten. Die Aufrüstung auf eine Armatur mit voller Bohrung für geringfügige Durchflusssteigerungen zwingt Ingenieure oft dazu, den erforderlichen pneumatischen oder elektrischen Antrieb exponentiell zu vergrößern, um das erhöhte Losbrechmoment zu überwinden. Die Verwendung eines massiven Zahnstangen- oder Scotch-Yoke-Antriebs für eine einfache Prozesslinie ist ein Paradebeispiel für ineffiziente Kapitalallokation.
Um diese "TCO-Falle" zu vermeiden, verwenden professionelle Automatisierungsintegratoren wie VINCER ein proprietäres 8-dimensionale Analysemethode. Anstatt blind überdimensionierte Stellantriebe einzusetzen, analysiert diese technische Methode umfassend das spezifische Gewicht, die Arbeitsdruckunterschiede, die Reibungskoeffizienten der Sitzmaterialien, den verfügbaren Luftversorgungsdruck und die Sicherheitsfaktoren. Dieser Ansatz stellt sicher, dass der Aktuator richtig dimensioniert ist - so wird eine teure "Übersteuerung" verhindert und die Kosteneffizienz gesichert, ohne die Zuverlässigkeit des Systems zu beeinträchtigen.
Industrie-Normen: ASME B16.34 und API 6D Klarstellungen
Um Unklarheiten bei der globalen Beschaffung vollständig zu beseitigen, legen internationale technische Normen die geometrischen Grenzwerte dieser Komponenten streng fest. Ganz gleich, ob eine Einrichtung Komponenten für eine Standardversorgungsleitung oder einen kritischen Hochdruck-Kohlenwasserstoffverteiler beschafft, die Einhaltung von Normen wie ASME B16.34 (Ventile mit Flanschen, Gewinde und Schweißenden) und API 6D (Spezifikation für Pipeline- und Rohrleitungsarmaturen) ist nicht verhandelbar.
Insbesondere die ASME B16.34 schreibt den zulässigen Mindestdurchmesser der Innenbohrung streng vor. Nach diesen strengen Richtlinien wird ein Ventil mit reduziertem Anschluss durch eine Innenbohrung definiert, die genau eine Rohrnennweite kleiner ist als die Größe des Pipelineanschlusses (z. B. ein 3-Zoll-Ventil mit einer 2-Zoll-Innenbohrung). Darüber hinaus schreibt die API 6D vor, dass Ventile mit voller Öffnung eine ungehinderte Bohrung aufweisen müssen, um den Durchgang von intelligenten Molchen für die Pipelineinspektion zu ermöglichen. Durch die Verwendung dieser strengen Definitionen wird sichergestellt, dass Fluidtechniker Druckverluste und Fließgeschwindigkeiten auf der Grundlage rechtlich verbindlicher Herstellungsmerkmale genau berechnen können, anstatt sich auf eine uneinheitliche Marketingterminologie zu verlassen.
4-stufiger technischer Entscheidungsbaum für die Ventilauswahl
Das Navigieren durch die komplexe Matrix von Durchflusskoeffizienten, Drehmomentwerten, Normen und Vorlaufkosten muss Ihren Projektzeitplan nicht lähmen. Nutzen Sie diesen pragmatischen, datengesteuerten Entscheidungsbaum, um die optimale Konfiguration für Ihr spezifisches Rohrleitungsnetz zu ermitteln:
- Schritt 1: Analysieren Sie das Medienprofil. Enthält die Flüssigkeit abrasive Schwebstoffe, hohe Viskosität oder dicke Schlämme? Wenn ja, beauftragen Sie den Vollanschluss, um ein mechanisches Verklemmen und eine Erosion des Sitzes zu verhindern. Wenn es sich um eine saubere Flüssigkeit oder ein Gas handelt, fahren Sie mit Schritt 2 fort.
- Schritt 2: Überprüfen Sie die Molch- und Reinigungsanforderungen. Wird die Pipeline jemals mechanisch gemolcht werden müssen, um sie zu reinigen, Chargen zu trennen oder API 6D Smart-Pig-Inspektionen durchzuführen? Wenn ja, ist Full Port 100% physisch erforderlich. Wenn nein, fahren Sie mit Schritt 3 fort.
- Schritt 3: Bewertung der Parameter für Pumpleistung und Geschwindigkeit. Berechnen Sie die Grundparameter des Systems. Wenn Ihre kontinuierliche Flüssigkeitsgeschwindigkeit 10 bis 15 Fuß pro Sekunde (ft/s) übersteigt oder wenn die zugehörige Kreiselpumpe in einem unerbittlichen 24/7-Betriebszyklus arbeitet, werden die kumulativen elektrischen Energieverluste, die durch den Druckabfall eines Ventils mit Standardanschluss verursacht werden, schnell alle anfänglichen Kapitaleinsparungen überschatten. In diesen Szenarien mit hoher Auslastung ist das Vollanschlussventil die mathematisch richtige Wahl.
- Schritt 4: Prüfung des Automatisierungsbudgets und des räumlichen Fußabdrucks. Wenn Sie die ersten drei Schritte überstanden haben, können Sie ein Ventil mit Standardanschluss sicher verwenden. Genießen Sie die Vorteile einer kleineren Installationsfläche, einer geringeren Rohrlast und der Möglichkeit, einen kleineren, wirtschaftlicheren automatischen Stellantrieb aufgrund der geringeren Drehmomentanforderungen zu spezifizieren.
Umstellung auf automatisierte Kontrollsysteme
Die erfolgreiche Bestimmung der richtigen Bohrungsgröße mit Hilfe des Entscheidungsbaums ist ein wichtiger Schritt. Eine weitere wichtige Überlegung ist die Art und Weise, wie das Ventil in Ihrer Anlage betrieben werden soll. Während manuelle Ventile für einfache Anwendungen sehr zuverlässig sind, stoßen sie in komplexen Systemen, wie z. B. in der Entsalzung, der chemischen Verarbeitung oder in umfangreichen Fertigungsstraßen, an praktische Grenzen. In diesen Umgebungen kann der manuelle Betrieb nur schwer die schnellen Reaktionszeiten bieten, die bei Druckänderungen erforderlich sind, und es fehlt die Möglichkeit der Integration mit zentralisierten SPS- oder SCADA-Systemen zur Echtzeitüberwachung und Fernsteuerung.
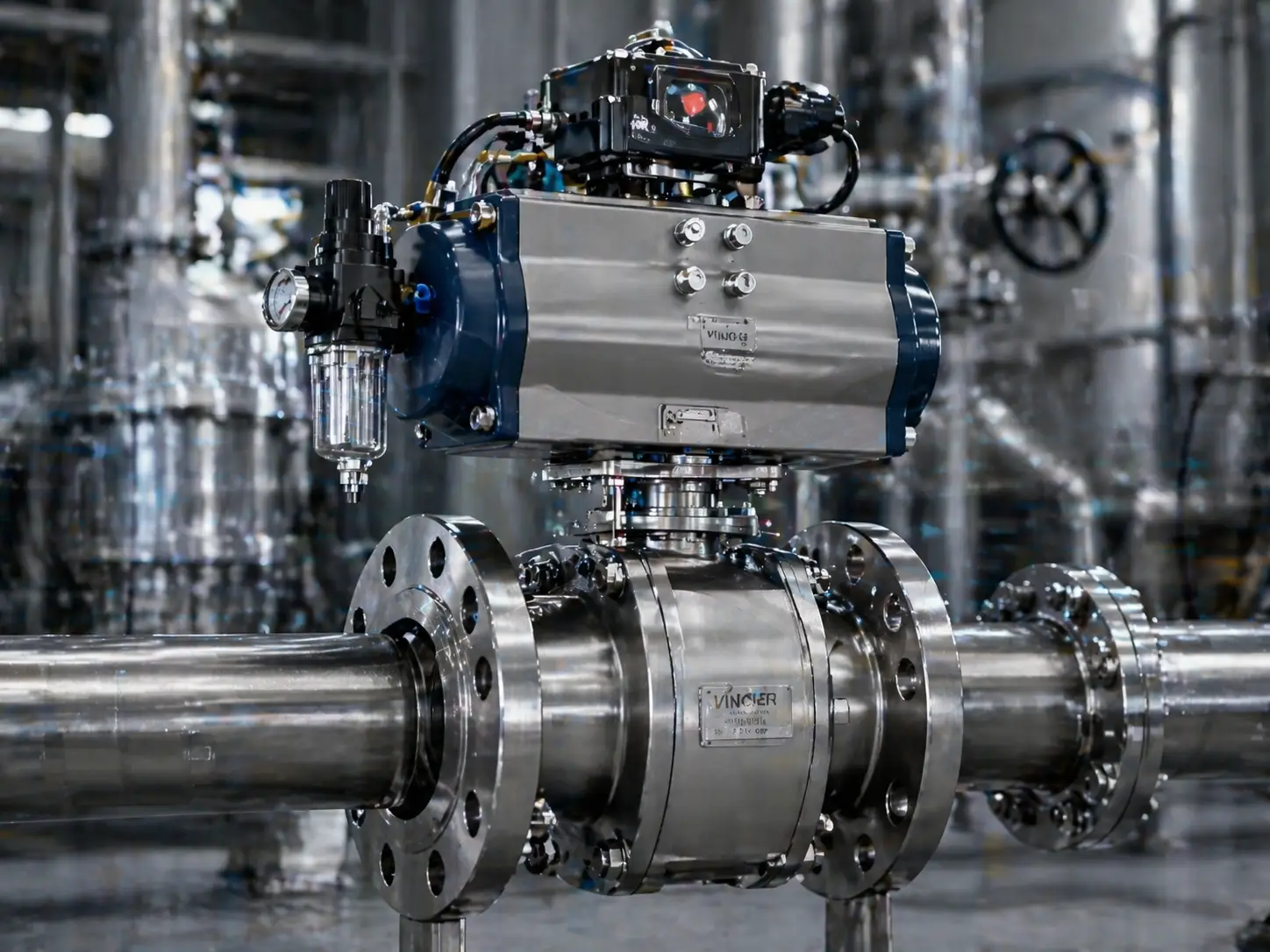
Aufrüstung auf betätigte Ventile (elektrisch oder pneumatisch) wird diesen spezifischen betrieblichen Anforderungen gerecht. Die automatisierte Steuerung gewährleistet eine gleichmäßige Drehmomentanwendung, erleichtert sofortige Ferneinstellungen und reduziert den manuellen Arbeitsaufwand für Routinearbeiten an der Linie.
Wenn Ihre Projektparameter einen Übergang zu einer automatisierten Flüssigkeitskontrolle nahelegen, VINZER VENTIL ist in der Lage, Ihre Anforderungen zu erfüllen. Mit mehr als 10 Jahren Erfahrung im Bereich der automatisierten Ventile konzentrieren wir uns auf die Bereitstellung richtig kalibrierter Lösungen und nicht nur auf die Lieferung von Hardware.
- Drehmomentanpassung: Wir wenden eine 8-Dimensionen-Analysemethode an, um den Antrieb auf Ihren spezifischen Arbeitsdruck und Ihr Medium abzustimmen, damit das System effizient und ohne Überspezifizierung funktioniert.
- Standard-Lieferzeitplan: Unsere konventionellen automatischen Ventilbaugruppen werden in der Regel innerhalb von 7-10 Arbeitstagen kalibriert und versandt.
- Integrierte Pakete: Wir liefern komplette, vorgetestete Automatisierungssysteme, einschließlich der erforderlichen Stellungsregler, Endschalter und Magnetventile für eine einfache Installation.
Wenn Sie automatisierte Ventiloptionen für Ihre Pipeline evaluieren, steht Ihnen unser Ingenieurteam zur Verfügung.
