
Johdanto
Teollisuusautomaatiossa, jossa on paljon panoksia, olipa kyseessä massiivisen monivaiheisen suolanpoistolaitoksen, tiukan hygieenisen elintarvikkeiden käsittelylaitoksen tai monimutkaisen korkeapaineisen petrokemian putkiston hallinta, toimintavirheiden marginaali on käytännössä nolla. Jokaista järjestelmäarkkitehtuurin läpi kulkevaa nestettä, haihtuvaa kaasua tai hankaavaa lietettä on hallittava ehdottoman tarkasti. Tämän automatisoidun ohjausjärjestelmän sykkivässä ytimessä on mekanismi, joka muuttaa raa'an, jalostamattoman energian tarkaksi, toistettavaksi mekaaniseksi liikkeeksi. Nykyaikaisten insinöörien käytettävissä olevien lukemattomien tekniikoiden joukossa on mm. hammastankoventtiilin toimilaite on vertaansa vailla oleva luotettavuuden, nopeuden ja tilavuushyötysuhteen ihme.
Oikean toimilaitteen valitseminen pitkälle erikoistuneeseen putkistoon ei kuitenkaan ole pelkkä putkien halkaisijoiden yhteensovittaminen. Johtavat projekti-insinöörit ja laitosten hankintapäälliköt törmäävät usein katastrofaalisiin järjestelmävirheisiin, ennenaikaiseen tiivisteiden kulumiseen ja eksponentiaalisesti paisuviin huoltokustannuksiin, jotka johtuvat yksinkertaisesti riittämättömästä alkuperäisestä mitoituksesta, tietämättömyydestä paineen alentamisesta tai puutteellisesta käsityksestä toimilaitteen sisäisestä mekaniikasta ja materiaalien yhteensopivuudesta. Tässä lopullisessa oppaassa on tarkoitus purkaa näiden laitteiden tekninen perimä ja mennä pintatason määritelmiä pidemmälle ja tutkia kriittisiä muuttujia - kuten vääntökäyrän profilointia, dynaamisen kitkan varmuuskertoimia, verkon painehäviöitä ja ROI-perusteisia valintakriteerejä - jotka sanelevat laitoksesi pitkän aikavälin toiminnallisen menestyksen.
Mikä on hammastankoaktuaattori?
Tämän kriittisen komponentin ymmärtämiseksi meidän on selvitettävä sen perustavanlaatuisin fyysinen tarkoitus. Mekaanisesti tarkasteltuna hammastanko ja hammaspyörä toimilaite on vankka laite, joka on suunniteltu muuntamaan saumattomasti ja erittäin tehokkaasti lineaarinen liike (pneumaattisen paineen tai sähköisen voiman tuottama suoraviivainen liike) pyörimisliikkeeksi (kääntyvä liike kiinteällä akselilla) tai päinvastoin erityisestä teollisesta sovelluksesta riippuen.
Prosessiautomaation ja nesteiden hallinnan erikoisalalla se on erityisesti suunniteltu huoltamaan ja valvomaan seuraavia laitteita "Neljänneskääntöiset" (0°-90°) venttiilit. Yleisimpiä esimerkkejä näistä ovat teollisuuden palloventtiilit, tehokkaat läppäventtiilit ja tulppaventtiilit. Tämäntyyppiset neljänneskääntöventtiilit vaativat vain täsmälleen 90 asteen kierron siirtyäkseen täysin avoimesta, maksimivirtauksen tilasta täysin suljettuun, kuplatiivistettyyn sulkutilaan. Kun ohjelmoitava logiikkaohjain (PLC) tai hajautettu ohjausjärjestelmä (DCS) lähettää elektronisen komennon, toimilaite suorittaa raskaan fyysisen työn kääntämällä venttiilin varren putkiston väliaineen valtavaa kitkaa vastaan.
Kinemaattinen ohjauspyöräanalogia
Sisäisten voimien havainnollistamiseksi kuvittele perinteisen auton ohjausjärjestelmä. Kun käännät ohjauspyörää (pyörivä syöttö), ohjauspylvääseen liitetty hammaspyörä pyörii tarkkuushampailla varustettua lineaarista rataa (hammastanko) vasten. Tämä liike työntää hammastankoa vasemmalle tai oikealle, jolloin pyörät kääntyvät. Teollinen toimilaite hammastanko ja hammaspyörä järjestelmä toimii täsmälleen samalla mekaanisella perusperiaatteella, mutta energiavirta on päinvastainen: valtava lineaarinen voima (paineilman tuottama) työntää hammastankoa, joka pakottaa keskimmäisen hammaspyörän pyörimään ja kääntää venttiilin vartta valtavan vääntömomentin avulla.
Ydinmekanismi: miten hammastanko ja hammaspyörätoimilaitteet muuttavat liikettä
Tarkan termodynaamisen mekaniikan ja hammaspyörän kinematiikan ymmärtäminen alumiinikotelon sisällä on ehdottoman tärkeää mahdollisten kenttävikojen diagnosoinnissa ja oikean alkuperäisen määrityksen varmistamisessa. Vaikka yleinen mekaaninen konsepti pysyy vakiona, toimintajärjestys riippuu täysin käytettävästä voimanlähteestä. Meidän on analysoitava, miten evoluutiohammaspyöräprofiili säilyttää nollavääntöä korkeataajuuskäytössä ja miten paine-erot suorittavat tarkkaa mekaanista työtä sylinterin sisällä.
Lineaari-rotaatiomuunnos (pneumaattinen käyttö)
Valtaosa prosessiautomaation sovelluksista perustuu yksinomaan pneumaattinen hammastanko-toimilaite. Nämä laitteet hyödyntävät paineistetun instrumentti-ilman potentiaalienergiaa tuottaakseen valtavia määriä lineaarista työntövoimaa. Nykyaikaisen teollisen muotoilun todellinen nerokkuus piilee tasapainoisessa mekaanisessa kokoonpanossa, joka tunnetaan insinöörien keskuudessa nimellä "Vastakkainen mäntäsuunnittelu".
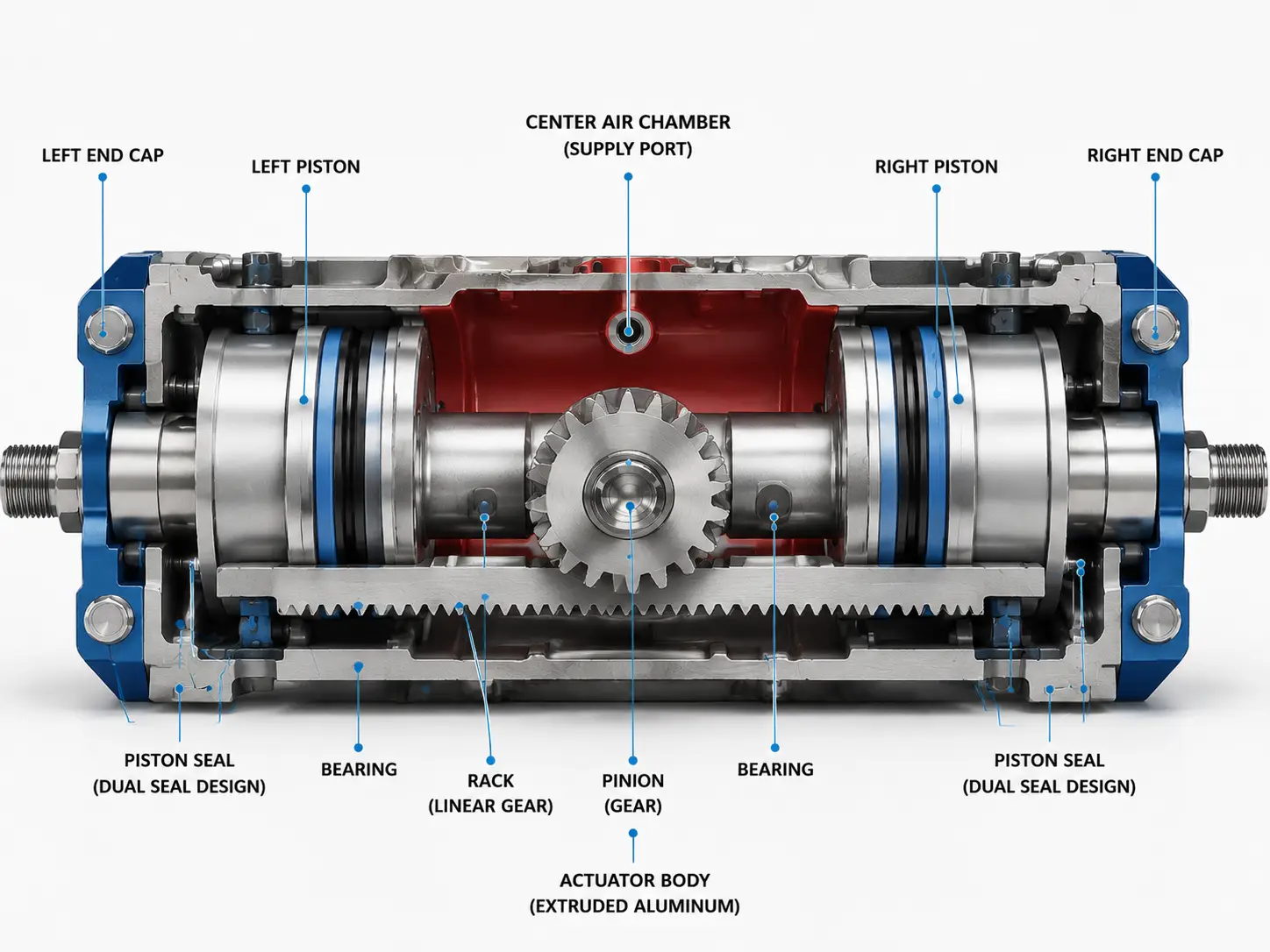
Ymmärtääksemme, miksi nämä laitteet ovat niin luotettavia, meidän on analysoitava toimimissyklin vaiheittainen fyysinen jakautuminen ja seurattava ilman kulkua kompressorista lopulliseen mekaaniseen ulostuloon:
- Paineistus ja massaruiskutus: Puhdas, kuiva paineilma ohjataan tavallisen kierreliitännän (yleensä NAMUR-standardien mukainen) kautta suoraan toimilaitteen kotelon keskikammioon. Tämä erittäin dynaaminen prosessi perustuu jatkuvaan massan ruiskutukseen ja paine-eron tasapainottamiseen. Kun kompressori työntää ilmamassan suljettuun kammioon, se luo korkeapainealueen, joka pyrkii voimakkaasti tasapainoon ympäristön painetta ja mäntien staattista mekaanista kitkaa vastaan.
- Lineaarinen siirtymä: Tämä voimakas paine-ero vaikuttaa tasaisesti kahden vastakkaisen männän pinta-alaan. Fysiikan perusperiaatteen mukaan Voima = paine × pinta-alaPaineilmamassa pakottaa kaksi mäntää ulospäin, poispäin toisistaan täysin suorassa, lineaarisessa linjassa kohti päätyjä.
- Pyörivä kiinnitys (epäkeskohammasprofiili): Kunkin männän sisäpinnalla on integroitu, tarkkaan työstetty lineaarinen hammaspyörä, joka tunnetaan nimellä "hammastanko". Näissä hammastangoissa käytetään tarkkaa evolventtihammasprofiilia, joka takaa täydellisen kytkeytymisen ja erittäin vähäisen takaiskun. Kun männät liikkuvat lineaarisesti vastakkaisiin suuntiin, hammastangot kääntävät samanaikaisesti hammaspyörää vastapäivään, jolloin venttiili aukeaa.
Vastakkainen mäntärakenne on ehdoton tekninen välttämättömyys kineettisten kuormien tasapainottamiseksi. Kun kaksi mäntää työntää hammaspyörän vastakkaisille puolille samanaikaisesti, sivuttaiskuorman voimat kumoutuvat täydellisesti matemaattisesti. Näin saadaan aikaan kauniisti symmetrinen, erittäin vakaa ja tasainen vääntömomentti, joka varmistaa, että venttiilin varteen ei kohdistu tuhoisaa sivutaivutusta aiheuttavia voimia. Ajattele kahta samanpainoista sumopainijaa, jotka seisovat selkä vastakkain ja työntävät vastakkaisiin suuntiin pyörittääkseen massiivista kääntölaituria - rakenne pysyy täydellisesti tasapainossa akselinsa suhteen.
Pyörivästä lineaariseksi muuntaminen (moottorikäyttöinen)
Vaikka teollisuuden nesteohjauslaitteissa käytetään lähes yksinomaan lineaarista pyörimisjärjestystä neljänneskierrosventtiilien käyttämiseksi, mekanismin geometrinen periaate on täysin mekaanisesti käännettävissä. Sen laajemman soveltamisen tunnustamiseksi tehdasautomaatiossa on tärkeää tarkastella lyhyesti sen käänteistä toimintaa. Tässä konfiguraatiossa, jota ei löydy läppäventtiilin kääntämisestä, energiavirta on käänteinen.
Pyörivä voimanlähde - tyypillisesti sähköinen servomoottori - on kiinnitetty suoraan keskimmäiseen hammaspyörään. Kun moottori kääntää hammaspyörää, hammaspyörä liikkuu fyysisesti paikallaan olevaa lineaarista hammastankoa pitkin ja muuntaa pyörimisenergian tarkaksi lineaariseksi paikannukseksi. Vaikka putkiston läppäventtiiliä ei voi kääntää tällä käänteisellä kokoonpanolla, tämä periaate on automatisoitujen lineaaristen ohjauskiskojen, robottisiirtovarsien ja portaalien paikannusjärjestelmien mekaaninen selkäranka kaikkialla nykyaikaisissa tuotantotiloissa, mikä korostaa hammastankomekaanisen konseptin uskomatonta monikäyttöisyyttä.
Kaksitoimiset vs. jousipalautteiset toimilaitteet
Kun perustavanlaatuinen voimamekaniikka on luotu, seuraava kriittinen haarukka nesteenohjausinsinöörin matkassa liittyy putkiston turvallisuuteen ja katastrofivikaantumistilojen suunnitteluun. Jos teollisuusjärjestelmä menettää äkillisesti paineilman paineen tai sähkövirran ankaran sääilmiön, sähköverkon sähkökatkoksen tai paikallisen kompressorihäiriön aikana, mitä venttiilin asennolle tarkalleen ottaen tapahtuu? Tämä perustavanlaatuinen turvallisuuskysymys määrää valinnan kaksitoimisen ja jousipalautteisen (yksitoimisen) kokoonpanon välillä. toimilaite hammastanko ja hammaspyörä kokoonpano.
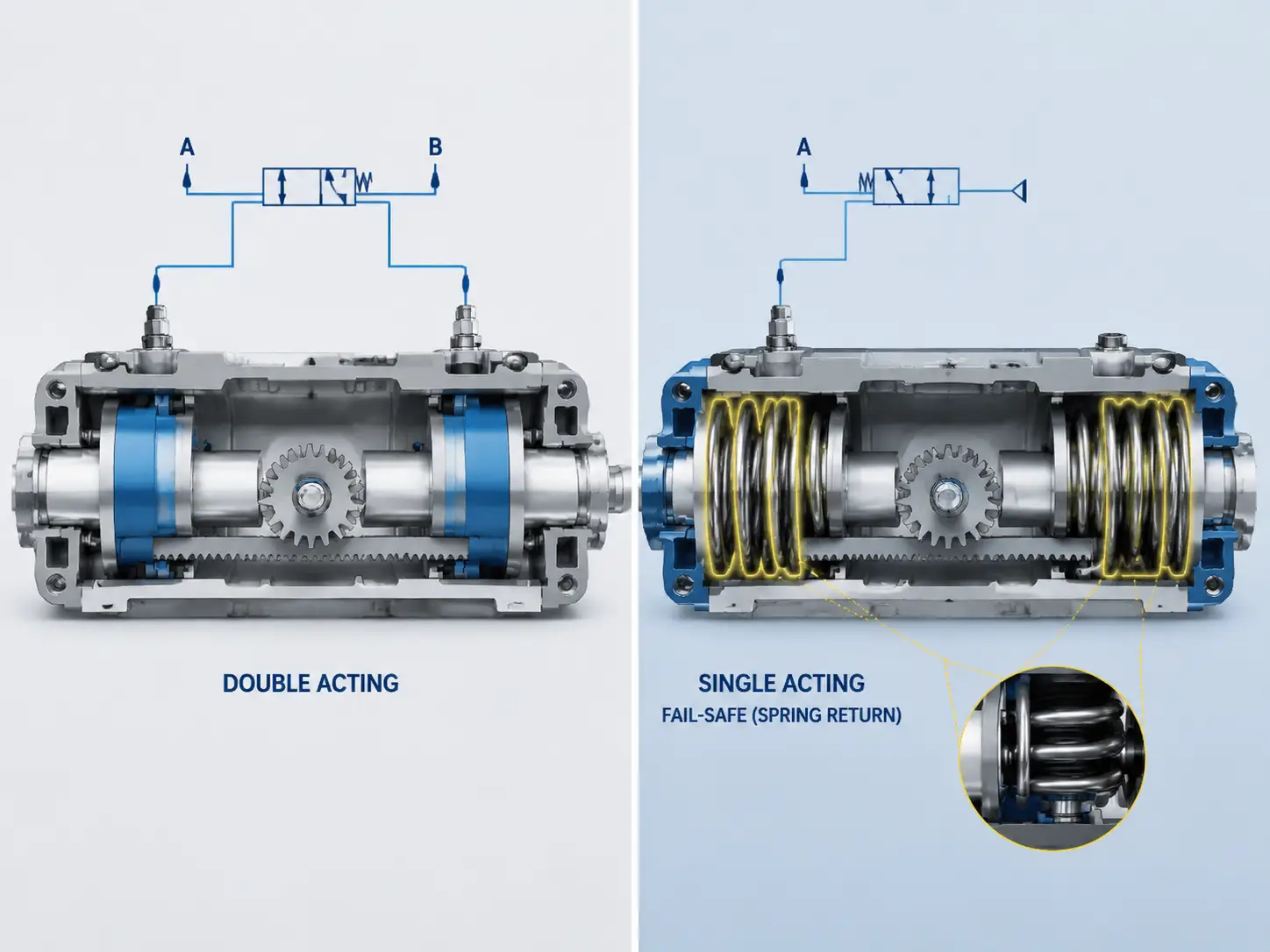
Kaksitoiminen: Symmetrisen vääntömomentin maksimointi
Kaksitoiminen pneumaattinen toimilaite perustuu täysin paineilman jatkuvaan läsnäoloon venttiilin avautumis- ja sulkeutumissyklien toteuttamiseksi. Venttiilin avaamiseksi ulkoinen magneettiventtiili ohjaa ilmaa keskikammioon työntämään vastakkaisia mäntiä ulospäin. Venttiilin sulkemiseksi magneettisähkömagneetti tyhjentää keskikammion ja ohjaa samanaikaisesti korkeapaineista ilmaa kahteen ulompaan päätykanteen, jolloin männät työnnetään sisäänpäin takaisin alkuasentoonsa.
Koska raskaat mekaaniset jouset eivät taistele laajenevaa ilmanpainetta vastaan missään vaiheessa sykliä, kaksitoimisen hammastankoventtiilin toimilaite käyttää 100% aerodynaamisesta voimasta pyörivään työhön. Tämän ansiosta laite tuottaa täysin tasaisen, symmetrisen ja ennustettavan vääntömomentin koko 0°-90°:n pyörimisliikkeen ajan. Lisäksi kaksitoimiset yksiköt ovat huomattavasti pienikokoisempia ja niiden alkupääomakustannukset ovat alhaisemmat, koska niihin ei tarvitse sijoittaa suuria jousipaketteja.
Ihanteellinen insinöörityön skenaario: Tämä kaksitoiminen kokoonpano on erittäin kustannustehokas ja sopii täydellisesti ei-kriittisiin virtausjärjestelmiin, kuten tavallisiin jäähdytysvesikiertoihin, vähäriskisiin sekoitussäiliöihin tai vaarattomiin käyttövesilinjoihin. Näissä erityissovelluksissa laitoksen ilmanpaineen äkillinen menetys, joka jättää venttiilin pysähtyneeksi ja liikkumattomaksi "viimeiseen asentoonsa" (Fail-in-Place), ei aiheuta katastrofaalista ympäristövuotoa tai vaaranna laitoksen turvallisuutta.
Kriittinen tekninen huomautus: Huomaa, että tämän Fail-in-Place-tilan säilyttäminen onnistuneesti valtavaa dynaamista ja dynaamista Hydrodynaaminen vääntömomentti venttiililevyn ohi ryntäävien suurnopeuksisten nesteiden vuoksi todellinen ilma- ja vikaantumisjärjestelmä on varustettava nimenomaisesti Ilmalukitusventtiili. Tämä kriittinen lisävaruste sulkee ilmatiiviisti pneumaattisen piirin ja lukitsee fyysisesti jäljellä olevan paineen sylinterin sisällä, jotta hydrodynaamiset voimat eivät pakottaisi venttiiliä auki.
Kevätpaluu: Kriittisten järjestelmien vikasietoiset mekanismit.
Sen sijaan vaarallisissa ympäristöissä, korkeapaineisissa höyryputkistoissa tai myrkyllisten kemikaalien putkistoissa jousipalautteinen toimilaite on ehdottomasti pakollinen kansainvälisten turvallisuusmääräysten ja SIL (Safety Integrity Level) -direktiivien mukaisesti. Tässä erittäin monimutkaisessa mekaanisessa rakenteessa ilmanpainetta käytetään vain mäntien työntämiseen yhteen suuntaan (yleensä venttiilin avaamiseen). Kun männät liikkuvat ulospäin, ne puristavat samanaikaisesti yhteen joukon raskaita, lujitettuja mekaanisia jousia, jotka sijaitsevat pidennettyjen päätykorkkien sisällä.
Jos ilmansyöttö yllättäen katkeaa, näihin puristettuihin jousiin varastoitunut potentiaalinen mekaaninen energia ottaa välittömästi ohjat käsiinsä ja pakottaa männät automaattisesti takaisin alkuperäiseen lepoasentoonsa ilman ulkoista voimaa. Petrokemian sekä öljy- ja kaasualalla tämä määritellään virallisesti Fail-Safe-mekanismiksi. Riippuen siitä, miten toimilaite on fyysisesti asennettu venttiilin varteen, se voidaan konfiguroida joko "Fail-Close" (sulkee välittömästi helposti syttyvän kaasun virtauksen vuodon eristämiseksi) tai "Fail-Open" (avaa välittömästi paineenrajoitusventtiilin ylikuumenevan reaktorisäiliön tuulettamiseksi turvallisesti).
Vesivasaran vaara ja hydraulinen vaimennus
Erittäin yleinen ja uskomattoman vaarallinen tekninen harhaluulo on, että jousipalautteisen vikasietoisen mekanismin pitäisi antaa sulkea venttiili välittömästi sähkökatkoksen aikana, jotta virtaus pysähtyisi mahdollisimman nopeasti. Korkeapaineisissa nesteputkistoissa venttiilin hetkellinen sulkeminen synnyttää nestepatsaan sisällä massiivisen, yliäänen kaltaisen kineettisen iskuaallon, joka tunnetaan nimellä "vesivasara"-ilmiö (tai nestemäinen transientti). Tämä valtava painepiikki voi kirjaimellisesti repiä hitsatut putkireunukset irti, rikkoa tiivisteet pahasti ja tuhota kalliit keskipakopumput pysyvästi.
Tämän katastrofaalisen liike-energian siirtymisen estämiseksi on ensiluokkaiset pneumaattiset toimilaiteasennukset suunniteltava siten, että jousivoima hidastuu. Tämä saavutetaan asentamalla kalibroidut pakokaasun rajoittajat (jotka tukkivat poistuvan ilman ja luovat pneumaattisen tyynyn) tai ulkoiset hydrauliset vaimentimet. Nämä kriittiset lisävarusteet vaikuttavat aktiivisesti jousen rajuun laajenemiseen ja hidastavat iskunopeuden viimeisiä asteita. Näin varmistetaan turvallinen, matemaattisesti hallittu nestepatsaan hidastuminen väkivaltaisen, tuhoisan mekaanisen iskun sijasta.
Pneumaattiset vs. sähköiset kokoonpanot ja ROI-optimointi
Mekaaniset sisäiset toiminnot määräävät turvallisuuden, mutta ensisijaisen voimanlähteen valinta määrää laitoksen pitkän aikavälin taloudellisen elinkelpoisuuden. Projekti-insinöörit joutuvat usein väittelemään pneumaattisten ja sähköisten voimanlähteiden välillä. Oikean valinnan tekeminen edellyttää, että tarkastellaan paljon alkuperäistä ostotilausta pidemmälle ja tehdään perusteellinen tutkimus. Omistamisen kokonaiskustannukset (TCO) analyysi usean vuoden ajalta.
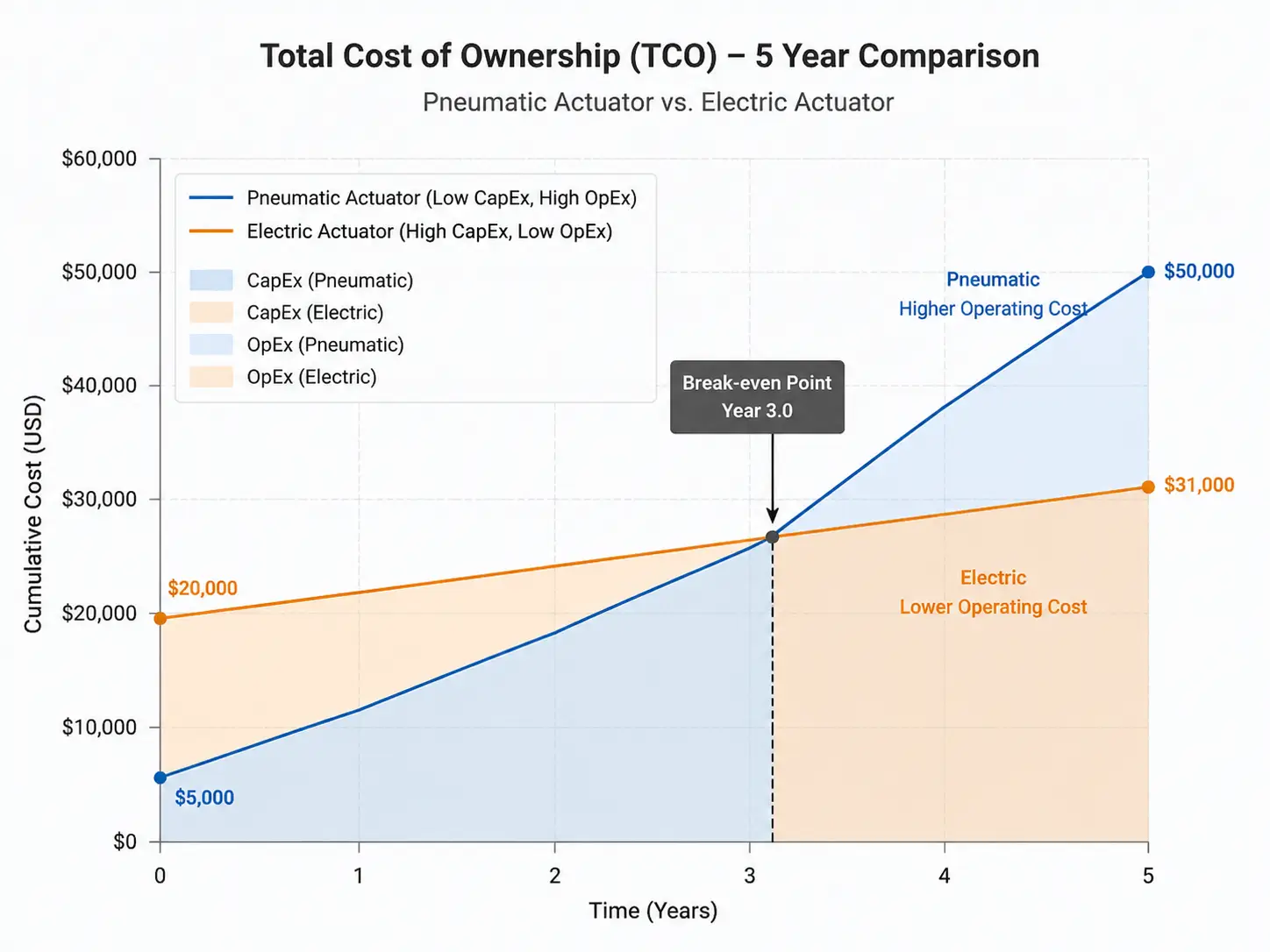
Arvioidessaan uuden laitoksen automaatioratkaisuja hankintaryhmät usein pelkäävät sähköisten toimilaitteiden erittäin korkeita alkupääomakustannuksia (CapEx), sillä ne voivat olla helposti 3-5 kertaa kalliimpia kuin pneumaattiset toimilaitteet. hammastanko ja hammaspyörä toimilaite vastineita. Näin ollen pneumaattiset järjestelmät hallitsevat markkinoita. Pneumaattisten järjestelmien käyttö ei kuitenkaan ole täysin ilmaista. Ne edellyttävät teollisuusilmakompressoreita, jotka ovat luonnostaan tehottomia termodynaamisia koneita. Tyypillisessä tuotantolaitoksessa jopa 30% kompressorin kuluttamasta sähköenergiasta menetetään välittömästi lämmöntuotantoon, ja toiset 10%-20% menetetään rutiininomaisesti ikääntyvän putkiverkoston mikroskooppisten vuotojen kautta.
Jos laitoksella ei jo ole vankkaa, suuritehoista paineilmainfrastruktuuria tai jos säätöventtiili sijaitsee kilometrien päässä pääkompressorihuoneesta, putkiston ilmanpaineen ylläpitämiseen tarvittavat jatkuvat sähkökustannukset nousevat eksponentiaalisesti. Teollisuuden energiakatselmukset osoittavat johdonmukaisesti selvän taloudellisen ristikkäisyyden:
- Tavallinen pneumaattinen toimilaite saattaa maksaa vain $300 aluksi, mutta kuluttaa $500/vuosi jatkuvana paineilmasähköä (johtuen 20% verkkovuodosta ja kompressorin luontaisesta tehottomuudesta), mikä tekee yhteensä $500/vuosi. $2,800 yli 5 vuoden aikana.
- Vastaava sähköinen toimilaite saattaa maksaa $1 500 aluksi, mutta se kuluttaa vain $50/vuosi erittäin epäsäännöllisesti vaihtelevaa, kysyntään perustuvaa sähköä, mikä tekee yhteensä $1,750 yli 5 vuoden aikana.
Taloudellinen tulos: Selvä CapEx vs. OpEx -rajaus saavutetaan tyypillisesti kuukauden 36 tienoilla, minkä jälkeen sähköinen kokoonpano tuottaa pelkkiä säästöjä.
Jos taas laitoksella on jo massiivinen, erittäin tehokas ja täydellisesti huollettu paineilmaverkosto (kuten laajamittaisessa keskitetyssä kemianjalostamossa), on pneumaattinen hammastanko-toimilaite on edelleen ROI:n kiistaton mestari, koska sen huoltovaatimukset ovat uskomattoman alhaiset, toimintanopeus on erittäin nopea ja komponenttien vaihtokustannukset halvat.
Vääntömomenttikäyrän purkaminen ja mitoitus
Yleisin ja taloudellisesti tuhoisin virhe, jonka kokemattomat hankintaryhmät tekevät, on valita hammastankotoimilaitteet perustuen ainoastaan luettelon "enimmäislähtömomenttiin", joka vastaa venttiilin nimellisvaatimusta. Ammattimainen nesteohjaustekniikka, jota ohjaavat ISA:n (International Society of Automation) kaltaiset tiukat instituutiot, edellyttää paljon syvällisempää matemaattista analyysia dynaamisesta vääntömomenttikäyrästä ja todellisista toimintamuuttujista.
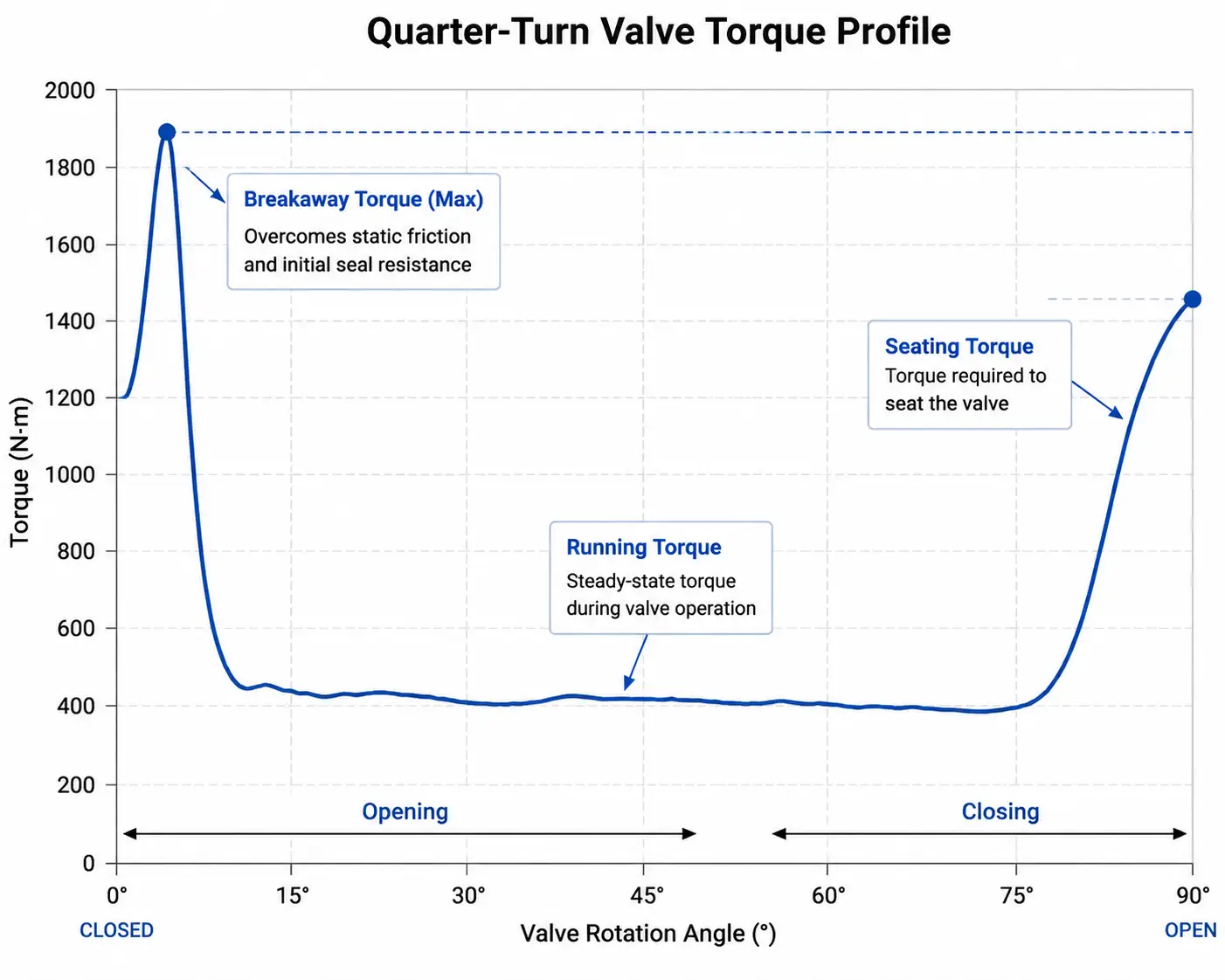
Irrottautumis-, käynti- ja lopetusmomentin ymmärtäminen
Kun teollisuusventtiiliä käytetään putkiston paineen alaisena, tarvittava fyysinen voima ei ole koskaan tasainen ja vakio. Ajatellaanpa vaikka painavan, hieman ruostuneen rautaholvin oven auki työntämisen kineettistä fysiikkaa. Ensimmäinen, valtava kineettinen työntövoima, joka tarvitaan tiivisteiden staattisen kitkan katkaisemiseen ja pallon tai levyn irrottamiseen, on valtava - tämä tunnetaan yleisesti nimellä Irrotusvääntömomentti. Kun venttiili on liikkeessä, virtaavan nesteen hydrodynaamiset voimat auttavat sitä usein eteenpäin, jolloin mekaanista voimaa tarvitaan huomattavasti vähemmän (Käyntivääntömomentti). Lopuksi, jotta venttiili voidaan napsahtaa tukevasti kiinni, puristaa elastomeeri-istuimet putkiston painetta vasten ja saavuttaa kuplatiivis tiivistys, tarvitaan ylimääräinen päätevoima (Päättymis-/istumavääntömomentti).
Jousipalautteisessa pneumaattisessa toimilaitteessa on otettava huomioon myös Hooken kimmoisuuslaki. Kun raskaat jouset venyvät fyysisesti venttiilin sulkemiseksi, niiden mekaaninen työntövoima pienenee lineaarisesti. Siksi toimilaitteen koko mekaanisen syklin ehdottomasti heikoin kohta on "jousen loppumomentti" (viimeinen työntövoima, jonka jouset voivat tuottaa juuri sillä hetkellä, kun venttiili saavuttaa 0°:n). Jos tämä erityinen mekaaninen arvo laskee alle venttiilin vaaditun istukkamomentin, venttiili ei yksinkertaisesti sulkeudu tiiviisti, mikä johtaa erittäin vaaralliseen sisäisen väliaineen vuotoon suljetussa putkistossa.
Ratkaisevan tärkeän turvallisuuskertoimen laskeminen
Venttiilien valmistajien julkaisemat vääntömomentin perusarvot testataan steriileissä laboratorio-olosuhteissa puhtaalla vedellä ympäristön lämpötilassa. Todellinen teollisuusmaailma on täysin armoton. Siksi lasketun varmuuskertoimen soveltaminen on kiistaton tekninen vaatimus, jolla estetään toimilaitteen pysähtyminen kriittisten toimintojen aikana.
Edistyneet mitoitusohjeet ja verkon paineen alentaminen:
- Tiedotusvälinekohtaiset turvallisuustekijät: Puhtaiden, luonnollisesti voitelevien nesteiden (esim. suodatettu vesi, kevyet hydrauliikkaöljyt) osalta insinöörien on lisättävä perusmomenttiin vähintään 20%-30%:n varmuuskerroin. Kuiville, ei-voiteleville kaasuille tai korkean lämpötilan höyrylle lisätään 30%-40%. Erittäin hankaaville lietteille tai kuiville jauheille on pakollinen lisätä vähintään 50%:n varmuuskerroin, koska hiukkaskertymät lisäävät huomattavasti venttiilin kitkaa sen elinkaaren aikana.
- Painehäviön alenemisloukku: Älä koskaan mitoita toimilaitetta pääkompressorihuoneessa syntyvän optimaalisen ilmanpaineen perusteella. Jos tehtaalla määritetään nimellinen 5 baarin (72 psi) ilmansyöttö, todellinen aerodynaaminen paine pitkän ja monimutkaisen putkiverkoston päässä saattaa laitoksen huippukäytön aikana laskea huomattavasti 4 baariin (58 psi). Koska pneumaattisen toimilaitteen vääntömomentti on suoraan ja lineaarisesti verrannollinen syötettyyn ilmanpaineeseen, paineen lasku 5 baarista 4 baariin aiheuttaa välittömän 20% lähtömomentin menetyksen. Ammattilaisen nyrkkisääntö: Lasketaan toimilaitteen koko aina venttiilin putkiston sijaintipaikan taatun pahimman mahdollisen paineen perusteella, ei koskaan teoreettisen maksimipaineen perusteella.
Vikaantumistavat, tiivisteen hajoaminen ja huolto
Jopa kaikkein vankimmin rakennetut mekaaniset laitteet joutuvat lopulta kohtaamaan teollisen kulumisen ankaran todellisuuden. Jotta toimilaitteiden vikaantumistapoja voitaisiin ymmärtää MECE (Mutually Exclusive, Collectively Exhaustive) -periaatteella, insinöörien on erotettava sisäiset mekanismit tiukasti ulkoisesta ilmapiiristä. Toimilaitteen sisäinen mekanismi käsittelee aina vain paineilmaa, kun taas siihen liitetty venttiili käsittelee varsinaista putkistonestettä. Näin ollen toimilaitteen vikaantuminen määräytyy kolmen eri fyysisen tilan mukaan.
Ensinnäkin, sisäisesti, pneumaattisen automaation yleisin "hiljainen tappaja" on dynaaminen tiivisteiden hajoaminen. Jos laitoksen paineilma on voitelematonta, liian kuumaa tai saastunutta, tavalliset NBR (nitriili) -männän O-renkaat kovettuvat nopeasti, halkeilevat ja aiheuttavat "blow-by" -ilmanvuotoa (ilma vuotaa männän ohi, mikä johtaa vakavaan vääntömomentin menetykseen). Toiseksi, ulkoiset, ankarat ilmasto-olosuhteet - kuten voimakas suolasuihku offshore-öljynporauslautoilla tai syövyttävät pesuvedet elintarviketehtaissa - hyökkäävät kemiallisesti alumiinikoteloon aiheuttaen vakavaa pistesyöpymistä ja rakenteellista hajoamista. Puhtaasti kinemaattisesta näkökulmasta katsottuna korkeataajuinen käyttö (miljoonat avaus-/sulkemisjaksot) johtaa lopulta mikroskooppiseen väsymiskulumiseen. hammaspyörän hampaan tartuntapinta hammastangon ja hammaspyörän välissä, mikä kasvattaa välystä ja heikentää huomattavasti paikannustarkkuutta.
Riskien lieventäminen kattavan 8-ulottuvuussuunnittelun avulla
Näiden monitahoisten vikamuotojen poistamiseksi niiden alkulähteellä ammattimaiset teollisuusautomaation toimittajat luopuvat perusluettelon "yksi koko sopii kaikille" -lähestymistavasta. Esimerkiksi, Vincer venttiili, joka on tunnustettu korkean teknologian yritys, jolla on yli vuosikymmenen ajan nestesäätöön liittyvää asiantuntemusta, käyttää alan johtavaa 8 ulottuvuuden analyysimenetelmä jokaista projektin vaatimusta varten. Ennen valmistuksen aloittamista heidän oma suunnittelutiiminsä arvioi tarkasti väliaineen, lämpötilan, paineen, liitäntänormin, ohjausmenetelmän, materiaalivaatimukset, teollisuuden ominaisuudet ja tarkan asennustilan.
Laajasta, erittäin muokattavasta, yli 50 erityismateriaaliyhdistelmän valikoimasta saatava toimilaite on sovitettu täydellisesti sekä sisäiseen käyttöjaksoonsa että ulkoiseen ympäristöönsä. Esim:
- Sisäinen dynaaminen joustavuus: Korkean taajuuden kitkalämmön torjumiseksi ja pitkäaikaisen edestakaisen suorituskyvyn varmistamiseksi ilman puhallusta Vincer päivittää männän sisäiset tiivisteet ensiluokkaisiin tuontituotteisiin. FKM, joka kestää huomattavasti pidempään kuin vakiotiivisteet vaativissa, korkean lämpötilan pneumatiikkaympäristöissä.
- Ulkoinen ympäristöpanssari: Erittäin syövyttävissä ulkoisissa ympäristöissä, kuten merellä sijaitsevilla merialustoilla, jotka altistuvat jatkuvalle suolasuihkulle, tavallinen suulakepuristettu alumiini ei riitä. Vincer lieventää tätä ongelmaa tarjoamalla erikoiskorroosionestopinnoitteita tai päivittämällä kotelon kokonaan siten, että se on varustettu SS316L ruostumaton teräs. Näin varmistetaan, että toimilaitteen rakenteellinen eheys säilyy tinkimättömänä myös kaikkein rajuimmissa ympäristöolosuhteissa.
Teollisuuden standardit ja liitäntäkokoonpanot
Täydellisesti mitoitettu ja loistavasti suunniteltu toimilaite on täysin hyödytön, jos se ei pysty fyysisesti liittymään venttiiliin tai kommunikoimaan digitaalisen ohjausverkon kanssa. Teollisuusautomaatioala on standardoinut nämä mekaaniset ja pneumaattiset liitännät tiukasti varmistaakseen modulaarisen yhteensopivuuden maailmanlaajuisilla laitemerkeillä. Kun määrittelet toimilaite hammastanko ja hammaspyörä, varmistetaan näiden ensisijaisten liitäntöjen ehdoton noudattaminen:
- ISO 5211 (Mekaaninen säätiö): Tämä on yleismaailmallinen standardi, jossa määritetään alemman kiinnityslaipan tarkat pulttiympyrän mitat ja vetoakselin geometrinen muoto (yleensä tähti- tai nelikulmainen vetoakseli). Tämä takaa, että toimilaite sopii virheettömästi venttiilin varren yläosaan ilman heilahtelua tai mekaanista hystereesiä.
- NPT tai BSP (ilmansyöttö): Riippuen maantieteellisestä alueesta (Pohjois-Amerikassa käytetään pääasiassa NPT-kierteitä, kun taas Euroopassa ja Aasiassa käytetään oletusarvoisesti BSP-kierteitä), oikean kierteistystandardin varmistaminen pneumaattisissa liitännöissä estää turhauttavat ilmavuodot ja ristiinkierteet käyttöönottovaiheessa.
- NAMUR (Automaatioekosysteemi): NAMUR standardoi kaikkien ulkoisten automaatio-lisävarusteiden kiinnitysmallit, mikä muuttaa "tyhmän" mekaanisen sylinterin "älykkääksi", täysin integroiduksi automatisoiduksi solmuksi.
Täydellisen suljetun ohjausjärjestelmän luomiseksi toimilaite tarvitsee kaksi kriittistä NAMUR-lisävarustetta:
- Solenoidiventtiili (aivot): Suoraan standardoidun puolen NAMUR-liitäntään kiinnitetty magneettiventtiili vastaanottaa pienjännitteisen sähköisen komennon (esim. 24 VDC) PLC:ltä ja ohjaa korkeapaineisen paineilman fyysisesti oikeaan toimilaitekammioon venttiilin avaamiseksi tai sulkemiseksi.
- Rajakytkinlaatikko (Silmät): Tämä sähkömekaaninen laite, joka on kiinnitetty tukevasti NAMURin ylempään hammaspyöräakseliin, seuraa fyysisesti toimilaitteen todellista pyörimistä. Se lähettää jatkuvan elektronisen signaalin takaisin DCS-järjestelmään/valvomoon, mikä antaa absoluuttisen, todellisen vahvistuksen siitä, että venttiili on saavuttanut aiotun täysin avoimen tai täysin suljetun asennon.
Varmista putkistosi tulevaisuus tinkimättömällä tarkkuudella
Varmista nesteenohjausjärjestelmiesi pitkäaikainen luotettavuus tekemällä yhteistyötä valmistajan kanssa, joka asettaa etusijalle äärimmäisen teknisen tarkkuuden ja älykkään ratkaisusuunnittelun.
Vincer Valve toimii tiukkojen ISO9001-, CE-, RoHS-, SIL- ja FDA-sertifikaattien mukaisesti ja takaa, että jokainen komponentti täyttää tiukat kansainväliset standardit. Ketterä toimitusketju, joka pystyy toimittamaan vakiokokoonpanot vain 7-10 työpäivää-ja tarjoamalla kattavia teknisiä ehdotuksia 24-48 tunnin kuluessa - Vincer on ainutlaatuisessa asemassa nopeuttamaan projektisi käyttöönottoa ilman, että suunnittelun laatu kärsii.
